宁德CTP与比亚迪刀片电池,反向革新了激光焊接
宁德时代CTP3.0麒麟电池中的CTP指的是无模组动力电池包,相较于传统“电芯-模组-电池包”三级结构,CTP技术省去或减少模组组装环节,将电芯直接集成至电池包。而空间利用率提升、电池包减量,使能量密度提升的同时成本下降,成为CTP的“杀手锏。
电池结构创新带动产业链发展
提到宁德时代和CTP技术,就不得不说比亚迪和它的刀片电池(GCTP)。刀片电池是把电芯宽度无限拉长,做成90厘米甚至快1米的超长电芯。厚度极薄的电芯采取类似软包电池制造工艺,两端出极耳电池。总体而言,刀片电池与CTP技术本质上是相同的。
比亚迪刀片电池
在宁德时代与比亚迪两大头部企业的推动下,中国动力电池企业在CTP技术研发领域一路领先。多款爆款新能源车型成功应用后,预计2022年将开启CTP技术规模化应用元年。
与此同时,负责承托CTP电池包的电池托盘的需求也将高速增长,预计到2025年国内和全球新能源汽车电池托盘市场空间将分别超过200亿元和350亿元,年均复合增长率预计分别为32.4%和30.2%。
遇焊接缺陷该如何应对?
电池托盘是新能源汽车重要的结构件,承担着车身承重和保护模组电芯的主要作用。电池托盘在整个电池包的最底部,起着承托电池组的作用,重量轻、面积大,整个加工集中在上表面。

电池(托盘、底板)
电池托盘加工还无法由一整块金属来完成,往往需要多块金属拼接、焊接成一整块,然后再进行处理。这就要求多块金属在焊接时,焊接密封性能一定要好,冷却液不能溢出。同时,考虑到电池的散热性能要求,加工时不能击穿仓。
目前,较长续航里程的新能源汽车电池托盘材料主要都为6xxx铝合金,主要工艺有CMT、搅拌摩擦焊、激光远程焊和激光填丝焊。生产过程中常常会遇到气孔、间隙、裂纹等焊接缺陷,有哪些应对方法?
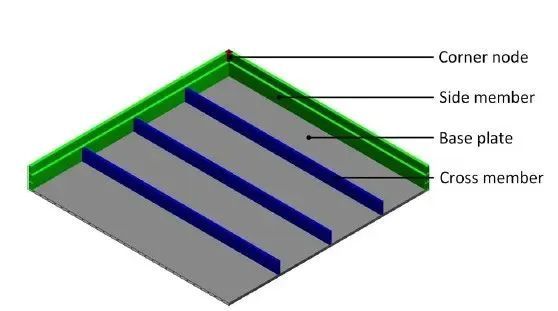
电池托盘结构图
焊接气孔
铝合金气孔的出现会降低接头的强度,耐用度及密封性。对于铝合金气孔产生的原理,有两个主要共识:
(1)母材本身不干净,混入了氢元素(水汽)或杂质,会在熔池成型的时候形成孔洞;
(2)焊接过程不稳定,熔池坍塌导致孔洞。
目前减少铝合金的气孔的产生主要有两个方向,第一,通过改善铝合金本身合金材料的性能来使得焊接过程更加稳定。第二,通过激光的振荡或光斑整形来稳定熔池。第二个方向,在实际应用中取得了很不错的效果,且应用范围很广。
在电池托盘焊接过程中,由于装配、焊接热影响、应力等因素,1mm长度的装配的误差能到±0.8mm,最大能到1.6mm。
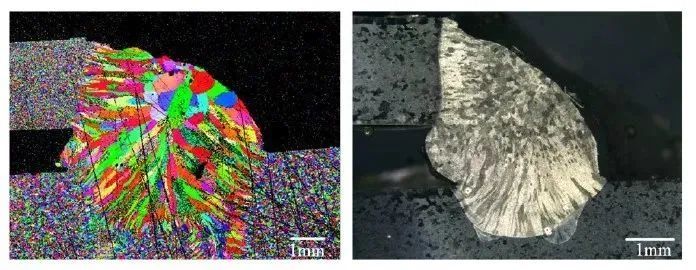
搭接角焊缝桥接金相
间隙的控制除了掌握工件的变形规律来调整夹具和焊序,在工艺方面,通过激光振荡的方式来桥接间隙。这种主要针对的是搭接角焊缝的结构形式,当上下板出现间隙之后,通过增加激光振荡的振幅熔化更多上板,上下熔池桥接能够达到连接的效果。
焊接裂纹
裂纹问题在远程激光焊中尤为突出,尤其是在6xxx铝合金的焊接应用中。目前针对6xxx铝合金的远程激光焊的焊接裂纹没有一个根治的方法,针对裂纹产生的原理的一个合理解释是,在Al-Mg-Si合金中添加Si会扩大临界凝固温度范围,在该温度范围内,焊后快速冷却期间热应变超过材料本身的延展性,从而产生裂纹。
裂纹的控制不管针对激光远程焊与激光填丝焊都有一些应对的方法。
▷中心大裂纹的控制
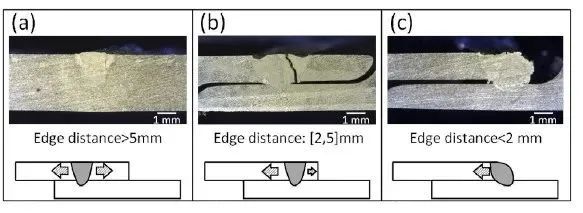
焊缝位置对裂纹的影响
通过实验发现,在激光远程焊中,当焊缝距离板件边缘小于2mm或者大于5mm的时候,没有出现焊缝裂纹;当距离在2mm-5mm之间,焊缝出现了明显的裂纹。产生这种现象的原因是,当熔合区靠近边缘且边缘距离在2- 5mm以内时,热量分布场趋于不对称并向左倾斜,并在熔合区产生可能超过临界强度的残余热应变。
▷内部微裂纹的控制
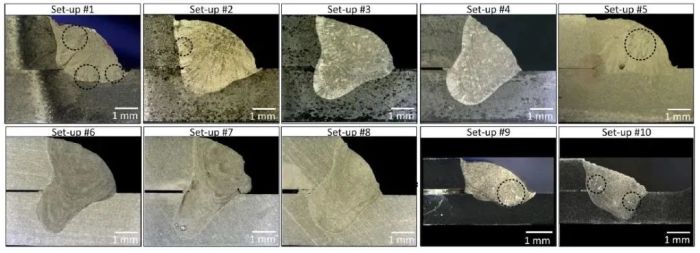
远程焊和填丝焊的裂纹对比
通过实验可以知道,填丝焊比远程焊接头区域硬度增加,微裂纹和气孔等焊接缺陷几乎没有。此外,实验结果支持以下结论:保护气体可用于通过改善焊缝表面粗糙度和加强粘合来提高接头强度。
更多关于焊接、新能源汽车精密加工的解决方案,欢迎在8月15-18日到深圳国际会展中心(宝安)ITES深圳工业展现场,众多大牌新品首发,等你来探~
2022 ITES深圳工业展-机器人焊接、打磨抛光方案展区,数十套集成方案为您解决焊接、打磨抛光疑难杂症;珠海市焊接协会将组织多家会员企业组团参展(2号馆2-B21),更有“第九届智能制造论坛-自动化智能化焊接切割技术应用主题论坛”,分享薄板加工领域的智能焊接应用、铝合金焊接制造方向的解决方案等,助力各类型的制造加工企业,提高焊接生产效率,降低生产成本,赢得市场先机!
代表展商:福尼斯、OTC、珠海市焊接协会、阿克玛逊、硕方、智哥/鸿栢、万博焊接、奇洛焊接、沃博、配天、华数、新松、ATI、广数、遨博、艾利特、大族、奥图等。
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多