GibbsCAM软件在车削中心的运用
车削中心同时拥有车削和铣削功能,可以实现一次装夹同时对工件的前后端面进行车削、铣削加工,只需一次装夹就能完成整个加工过程。随着机床技术的不断发展,车削中心也从原来的旋转刀塔式发展到现在的五轴加工(带B轴)和自动换刀,极大的拓宽了其加工范围,随着机床轴数及通道的增加,对这类机床的NC程序编制带来了更大的挑战。
要想发挥出一台车削中心的全部功能,需要一个充分支持它的CAM软件,公司引进Gibbscam软件是一款专门为车铣复合机床开发的专业编程软件,可以根据机床的实际结构定制相应的加工策略与后置文件,非常适合多任务车铣复合机床,可以快速完成车铣复合零件的编程。
软件特点
公司目前的车削中心都是刀塔式四轴联动型,一般工件的加工都能满足,最初引进Gibbscam软件是为了解决曲线槽加工问题,曲线槽需要车削中心四轴联动加工,手工编程无法实现,当时我们主要担心软件与机床匹配问题,等引进Gibbscam软件以后,我们发现我们的担心是多余的,Gibbscam软件的功能远远超出我们的想象。虽然车削中心结构各式各样,功能具有无限的扩展性,但是Gibbscam软件可以提供了机床定义功能,在GibbsCAM中,编程的开始就是选择所应用的机床结构类型。GibbsCAM机床定义文件根据机床类型(如3轴、4轴、5轴铣削,车削,车铣复合及MTM)定义机床的各种结构及配置参数,如机床方位形式(立式/卧式),原点位置,换刀位置,以及对应的刀具系统,工作台或主轴系统等机床子系统相关参数配置。GibbsCAM通过机床定义文件(MDD)让后续的编程环境知道需要开放那些功能,如是否有上下刀塔的选择,上刀塔是带B轴和自动换刀刀库结构还是刀盘结构等, 通过对机床结构的定义,把特殊机床对应的结构体现在程序编制的过程中,针对特定机床(如双通道机床),还可能需要定义同步操作,以避免多运动部件之间的干涉。
简而言之,通过定义机床结构,使CAM软件在编程及仿真过程中实际模拟机床运动,使其在编程、仿真、后置过程中应用对应的指令变量响应软件界面中所做的特殊设定,从而使编程、仿真、后置过程简单化。
另外,Gibbscam软件还提供了强大编程工具,用户界面直观简单,加工过程定义简单,易学易用,配置灵活,有多种先进的粗加工策略,丰富的曲面加工功能以及多轴加工策略。

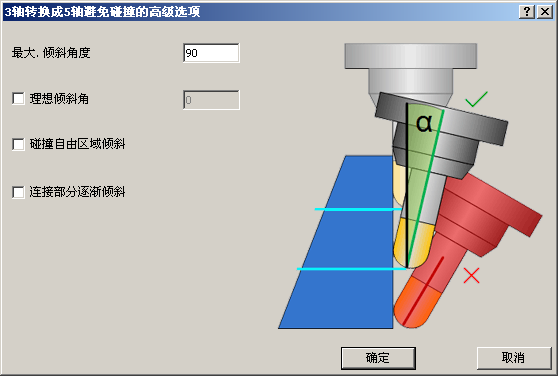
图1 丰富的多轴加工策略
Gibbscam软件的加工策略总体上可以分车削加工策略和铣削加工策略,车功能主要包括精车轮廓与粗加工车,铣削功能主要包括空加工,轮廓铣,体积铣,曲面铣,多轴加工。Gibbscam软件除了可以编制常见的两轴车(X,Z轴)及三轴加工中心(X,Y,Z轴)程序以外,还可以编制多轴加工中心程序,比如常见的四轴及五轴加工,其加工策略及设置模式与市场上常见的多轴加工中心CAM软件类似,如图1所示,使用非常方便。
GibbsCAM软件最不同与一般CAM软件的地方在于它可以无缝链接的提供车削和铣削加工编程,工艺可以被简单的定义为单一的连续顺序,然后通过同步管理功能进行分析、管理。同步管理功能是一个图形化的工具,它显示了程序和流程中的工艺,当多个刀具同时加工时,它用来考虑全部的相关细节。
GibbsCAM创新性的机床定义功能结合图形化同步管理器就是车铣复合加工完美的解决方案,无论多么复杂的机床,通过定义机床结构后,后续所有的编程都知道机床具有哪些功能,能做哪些动作,同时结合同步管理器功能,GibbsCAM中编制的任何切削动作操作和辅助动作操作,无论是多通道机床还是多刀塔,均可在同步管理器中对不同通道、刀塔之间的操作进行同步定义,可以很容易的对操作进行排序,达到程序最优的工艺和最少的空切时间,使之达到简洁和高效的目的。
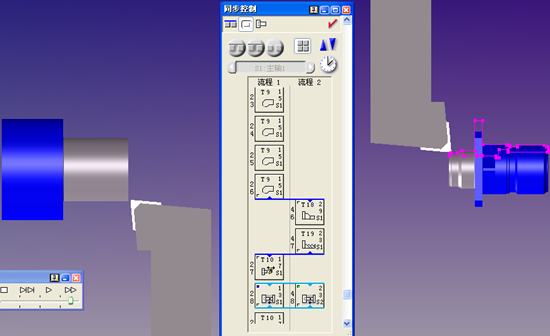
图2 任务管理器编程使复杂的多通道机床加工高效安全
除编程加工策略以外,车削中心特别是复杂的车铣复合机床仿真模拟也是编程难点之一,干涉检查,防止碰撞都是编程过程中要注意的要点。GibbsCAM提供了刀具模拟及机床模拟,一般简单的程序通过刀具模拟就可以观察出错误,复杂机床结构编程可以使用机床模拟仿真,将机床结构代入仿真,可以检查刀具与工件、刀具与毛坯、毛坯与机床附件的干涉情况,避免碰撞及过切工件,检查存在的潜在问题,这样就可以缩减了生产准备时间,降低生产成本,高效生产和安全使用是车铣复合机床高效利用的前提。当然,编程软件只能进行前置模拟,还不能模拟后置程序,还要注意后置文件正确性,这是另外一个方面的问题。
典型工件的应用
图3就是曲线槽加工,也是公司决定引进GibbsCAM软件时急需解决的难题,需要车铣复合机床采用四轴联动加工,采用多轴加工策略,Gibbscam软件结合四轴车铣可以完美解决曲线槽加工,具体加工示意图如下图3所示。
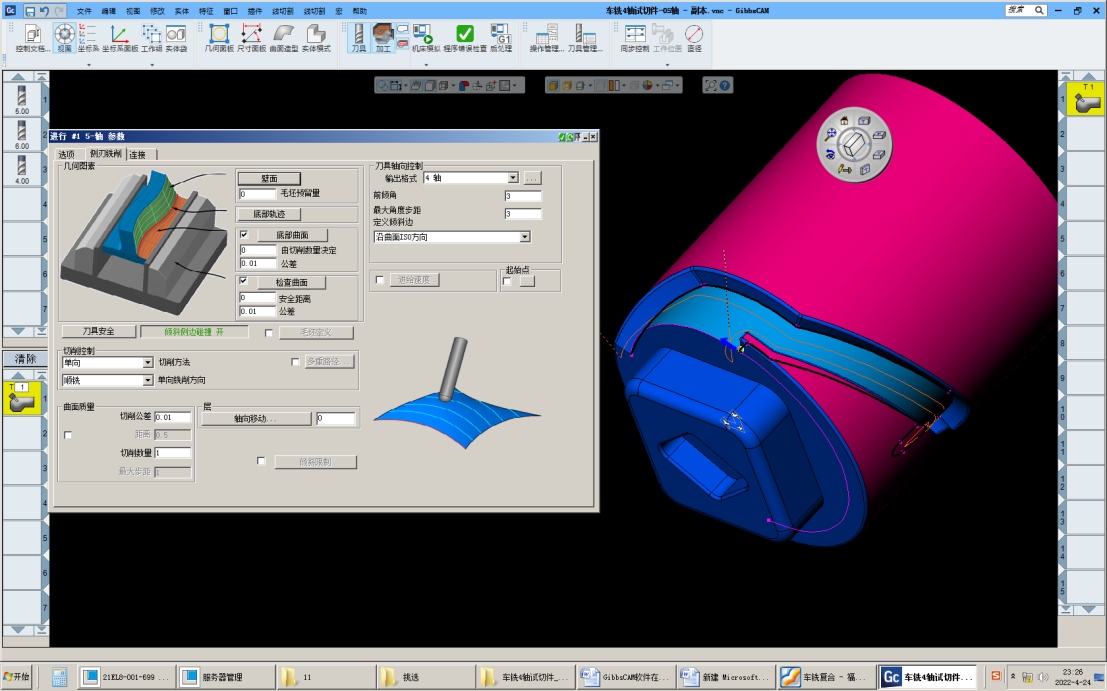
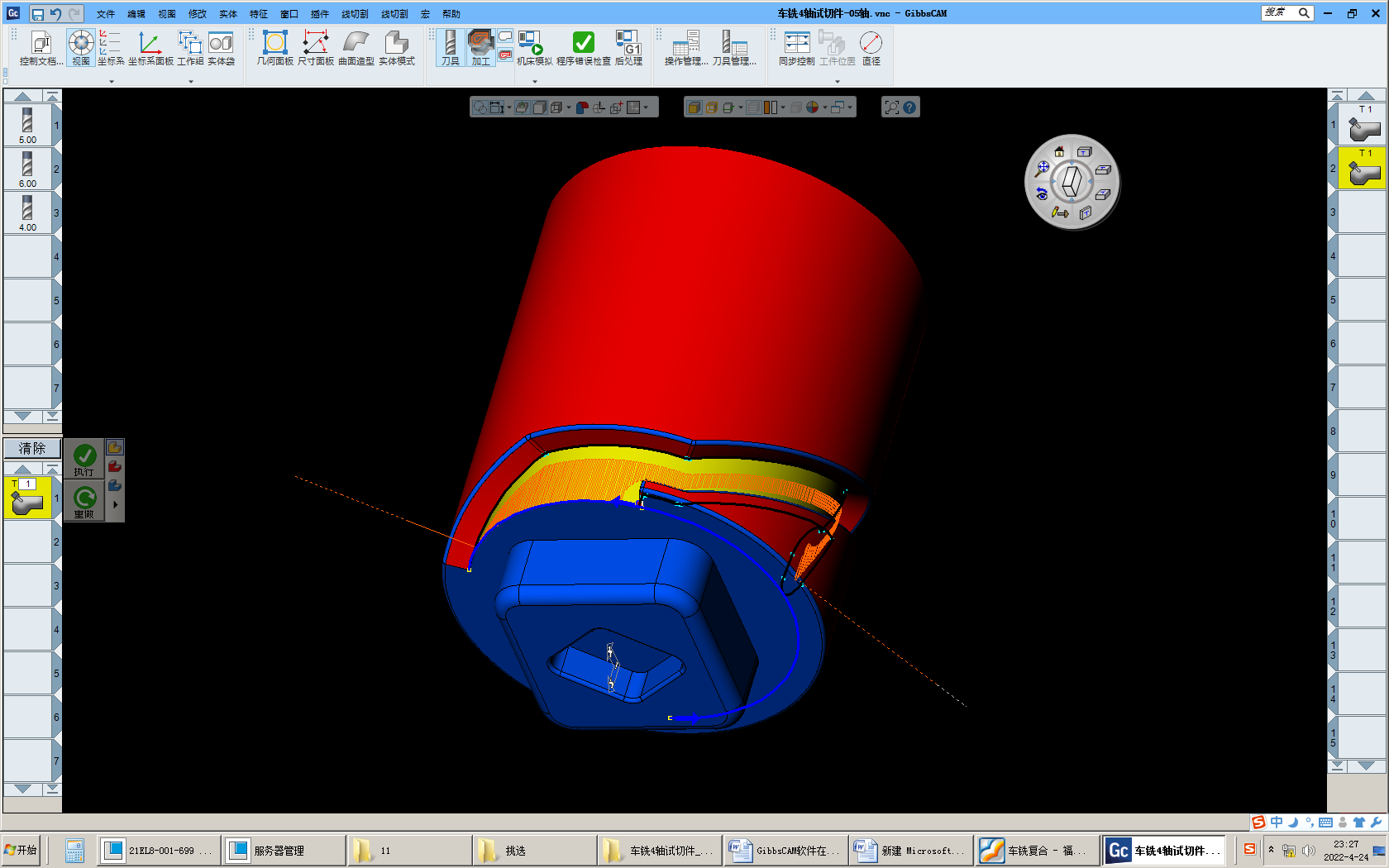
图3 曲线槽结构及加工方法
通过我们进一步使用,发现GibbsCAM软件在编制复杂车削工件开粗加工时,可以通过设置工件毛坯大小,自动生成开粗路径,可以保证走刀轨迹均匀一致,余量大小一致,方便精加工。典型零件及加工方法如图4所示。
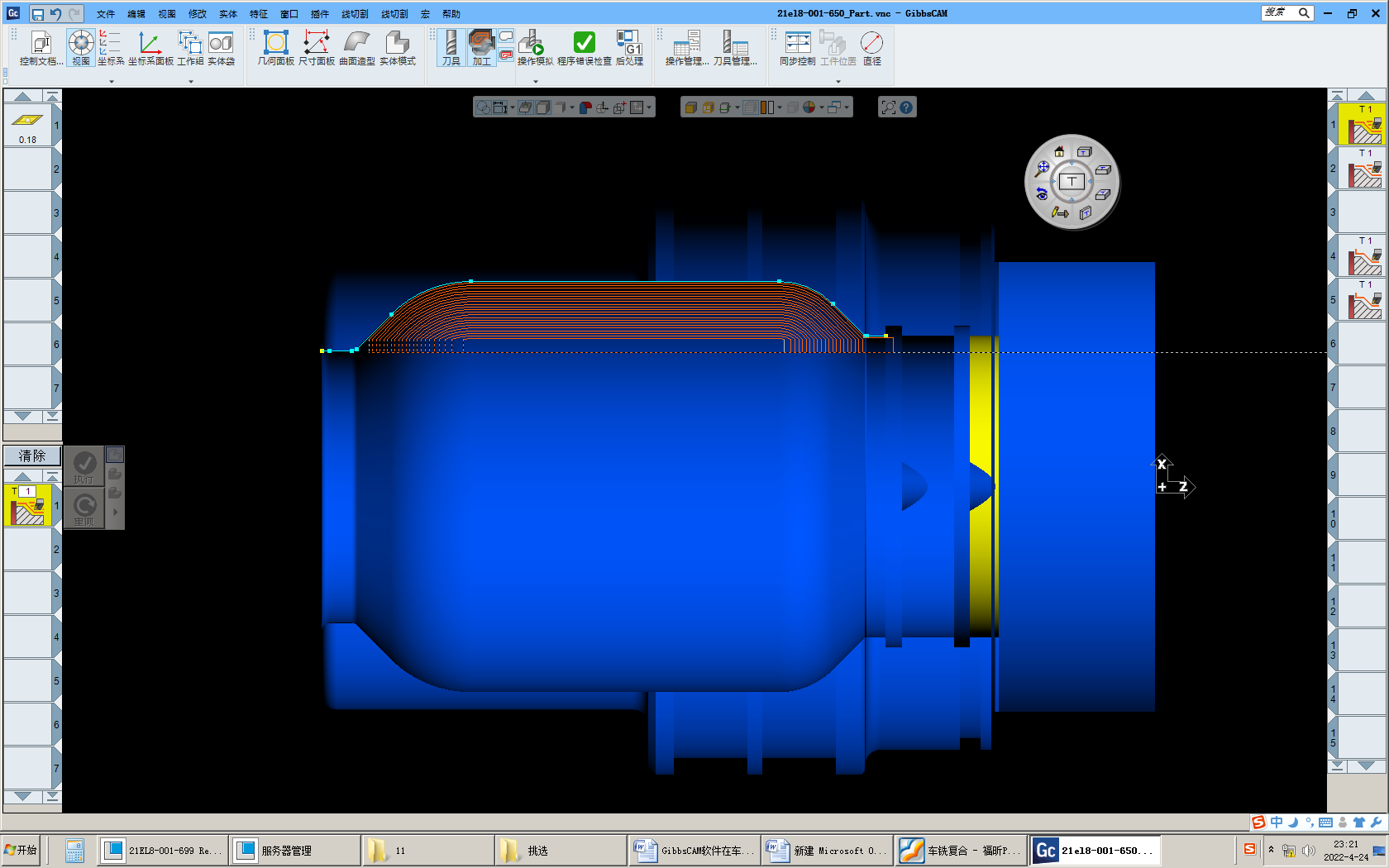
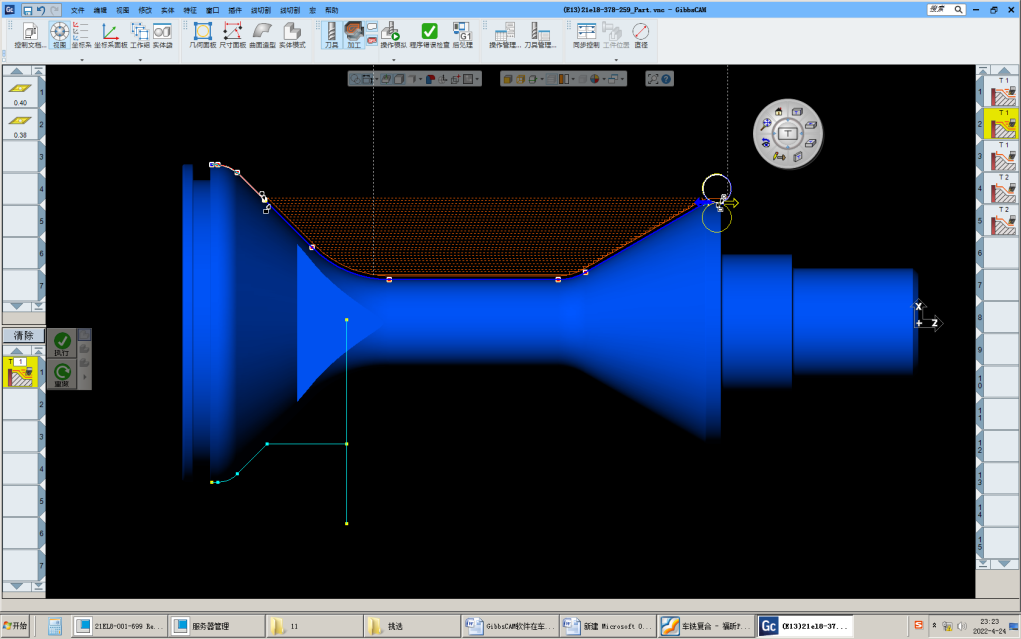
图4 数控车粗加工走刀轨迹
复合加工能力的提升
还有一些结构复杂、尺寸公差小的工件,如图5所示,原来这类零件要采用分工序加工办法,外形采用数控车,曲面部分采用四轴加工中心,因为二次装夹,四轴加工中心加工曲面时,因装夹误差及A轴自身误差造成的工件圆跳动无法避免。装夹工件时,要求每件活都用百分表找正圆跳动,跳动控制在0.02mm以内,由于工件在切削过程中受力及装夹本身存在的误差,会造成铣伤外形或相关尺寸超差,这样不但合格率低,而且加工效率也不能满足生产要求。
最初也考虑过车铣复合一次加工,但因为编程问题无法解决而作罢,公司引进GibbsCAM软件以后,我们尝试着采用车铣复合一次加工完成该工件。车床就是简单的二轴车,手工编程或软件编程都能实现,编程主要难点在铣加工,首先是开粗,接着是曲面铣,最后是四轴联动铣拐角处,软件丰富加工策略结合机床性能,最终实现工件加工,经实际验证,采用新方案加工出工件完全可行,车铣一道工序加工出工件所有形状特征,尺寸满足要求,加工效率提高40%左右,原材料节省50%。
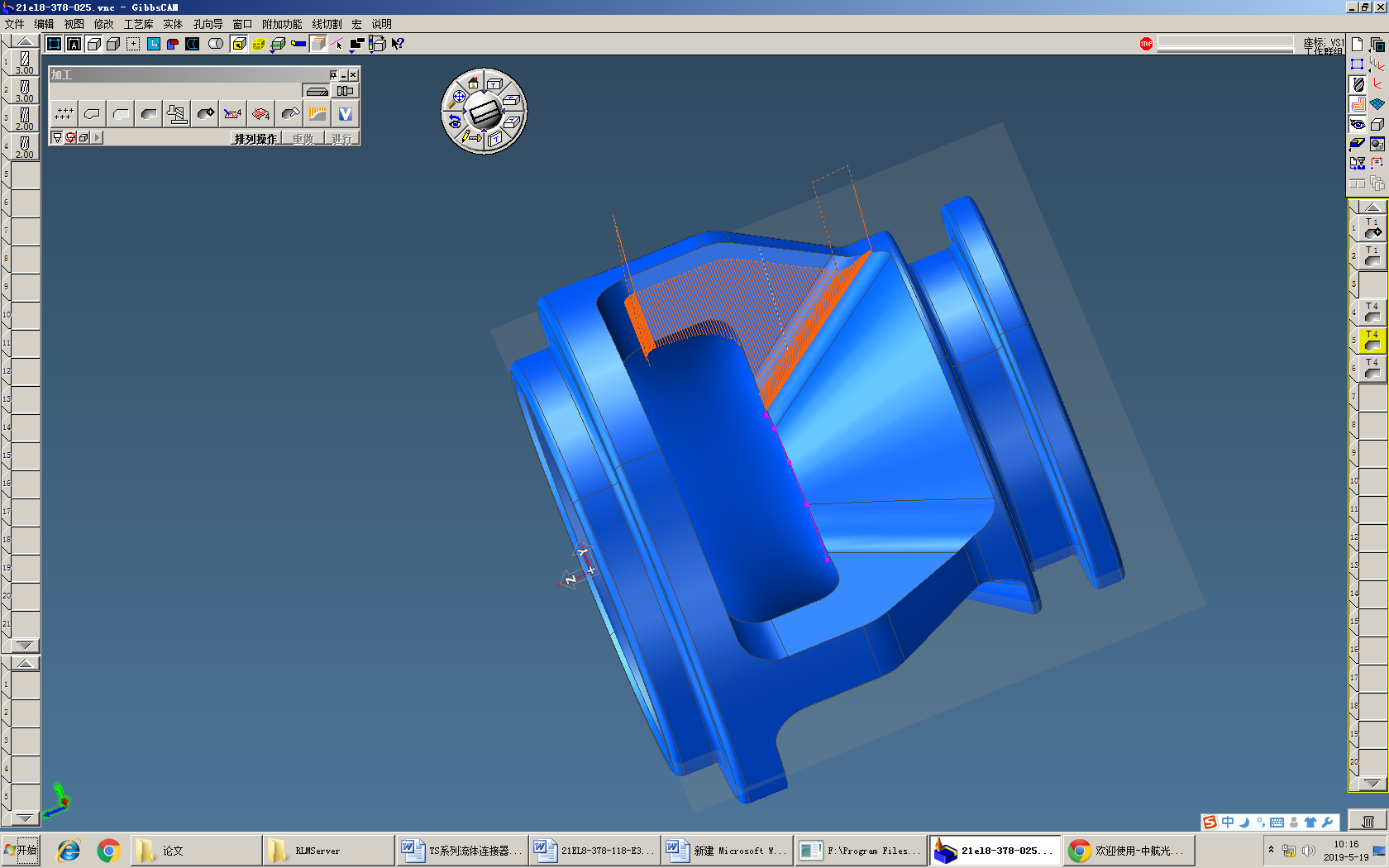
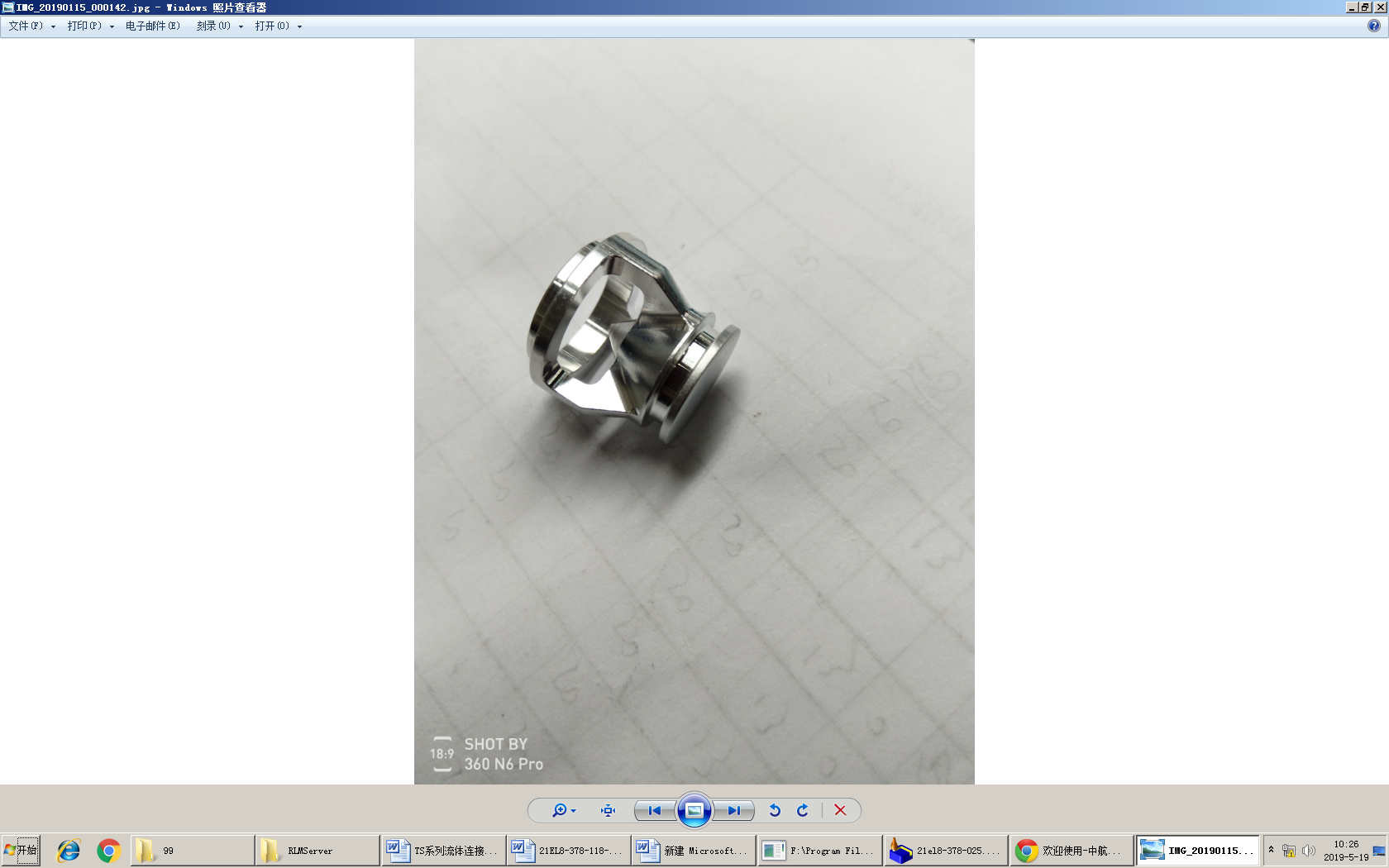
图5 车铣复合多轴加工工件及其走刀路径
总结
公司引进GibbsCAM软件以后,不仅解决了几个关键零件加工难题,提高了效率,节省了成本,最重要的是将车削中心加工能力进一步扩展,实现了车削中心多轴加工能力,一定程度上实现了与加工中心相同加工效果,这样就大大拓展了公司的工艺加工能力,很多工件都可以采用车削中心加工,既提高了产品加工质量,加工效率也大大提升。
综上所述,通过GibbsCAM软件引进,大大提升了车削中心的加工能力,虽然因设备限制原因,很多软件功能还没有用到,但是已经完美解决现有设备的编程问题,实现了工艺加工能力的提升,将复合加工的理念引入生产,为公司的发展实现助力。
热点文章
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17








评论
加载更多