高反材料加工“新利器”,蓝光半导体激光器革新来袭
随着激光在金属材料加工中应用的不断深入,单一的红外激光光源方案逐渐无法满足更多的制造需求,尤其是在铜、金等对红外激光吸收不良的反射金属材料的应用场景中。
面对逐步增长的市场需求,创鑫激光旗下子公司宝辰鑫推出以蓝光半导体激光器为核心的蓝光光源方案,助力高反材料在焊接、增材制造等实际加工场景中的应用。

在激光焊接场景中,波长在1μm左右的红外光源因其高功率、高效率、高光束质量、高可靠性及价格成本等优势,在金属加工中成为主力军。
但是,在使用红外光源对铜、金等高反射率材料进行加工时,由于这些材料对近红外激光的吸收率非常低(如铜对红外光吸收率仅为5%左右),且吸收波动大,容易出现焊缝成形差、飞溅、易变形、热裂纹、气孔等问题。
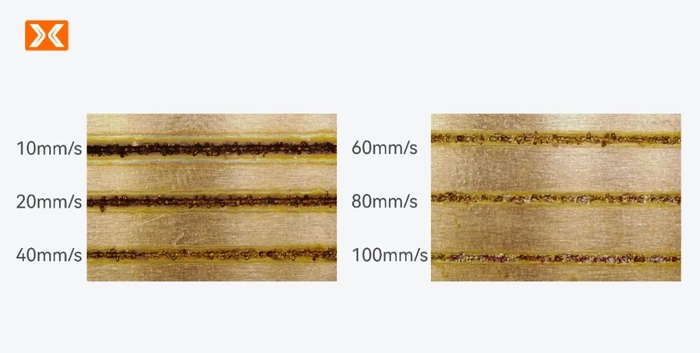
▲红光单独作用于紫铜表面时,在不同的焊接速度下,焊缝表面均存在飞溅,焊缝表面熔池过度平滑度差,有效熔深较浅,且表面成型差。
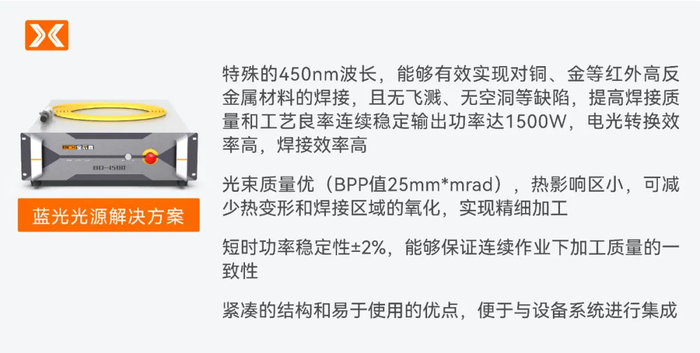
宝辰鑫蓝光光源方案,破解高反材料焊接难题。方案搭载宝辰鑫BD-1500M蓝光半导体激光器,核心光源波长为450nm左右,在焊接铜、金等高反射材料时,吸收率相比红外光源可提高数倍到数十倍,可有效减少焊接过程中的飞溅和气孔,提高焊接质量。
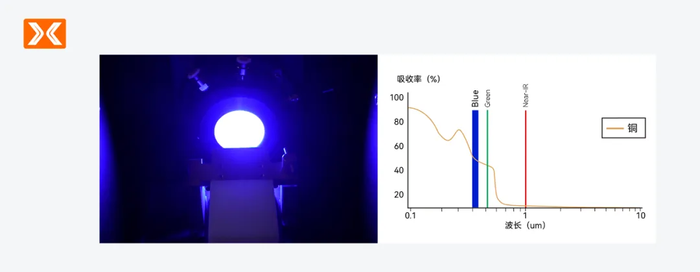
▲铜对蓝光的吸收率可高达50%以上
在激光功率上,由于蓝光激光器具有较高的能量密度和较少的热影响区,可以实现以更低的激光功率进行焊接,大大降低对光源功率的要求。
同时,在方案配置上,宝辰鑫蓝光光源方案可支持单蓝光和蓝光-红外复合形式灵活组合。
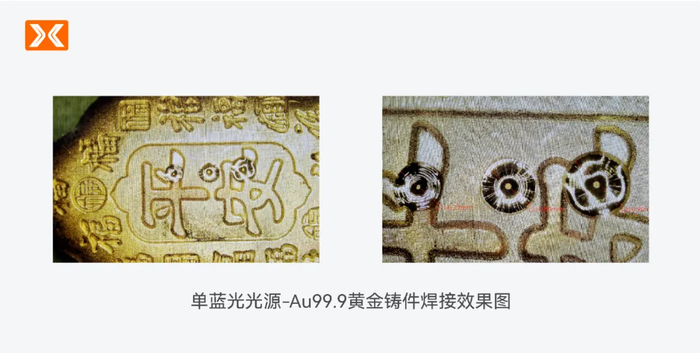
在单蓝光方案进行激光焊接时,经工艺实验室对Au99.9黄金进行焊接验证,显示焊接过程稳定,焊点表面无焊穿、虚焊、焊洞、炸火,无凸起余高,焊缝平滑、无发黑及明显氧化现象,焊点成型良好。
蓝光激光虽可以高效、高质量地焊接铜、金等高反射材料,但存在成本高企、并且最大输出功率有限等问题。
在蓝光-红外复合焊接方案中,通过复合蓝光与红外两种光源,有效解决两种单光源激光加工时无法避免的局限。通过蓝光-红外复合激光焊接工艺,我们可以先用吸收率高的蓝色激光熔化母材表面,再用红外激光增加熔池深度,来解决单蓝光的应用局限。
在宝辰鑫工艺实验室使用蓝光-红外复合焊接方案对紫铜进行焊接验证时,发现焊缝表面成型良好,对比单红光作用于紫铜表面的成型效果与熔深更佳。
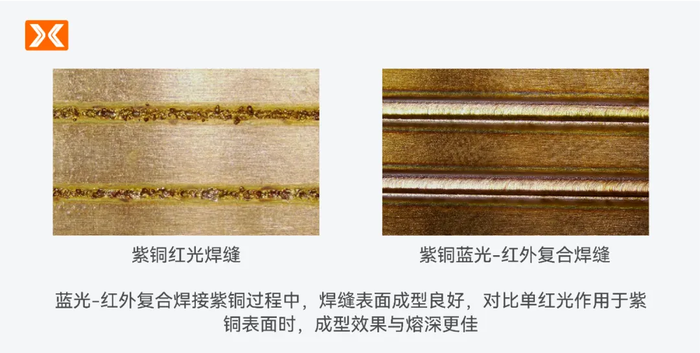
▲单红光、蓝光-红外复合对紫铜焊接成型的效果对比
在控制系统部分,宝辰鑫可以提供焊接控制系统、焊缝实时跟踪系统、焊接过程监控系统、焊接熔深监测系统等,形成一站式的智能焊接解决方案,不仅可以更好的确保焊接质量,提高效率,而且提升了系统的智能化水平,有助于适应复杂、高要求的焊接任务。

同样,宝辰鑫蓝光光源方案非常适合有色金属的增材、熔覆应用,助力实现高质量的增材制造。在金属3D打印中,蓝光光源方案可实现更快的打印速度、更高的打印分辨率和更好的打印质量。在激光熔覆领域,采用蓝光光源方案可有效解决铜等高反金属的熔覆质量问题,实现缺陷少、飞溅少、致密度高且更快速的熔覆应用。
现有的红外激光器对于纯铜的3D打印存在极大的困难,一般采用CuCr1Zr 等铜合金来代替纯铜,而采用蓝光激光器可以实现用纯铜粉高效打印物体。同时,蓝光半导体激光器大幅降低了光反射,能量利用率提高的同时也提高了加工速度。
2023年,上海交通大学一研究团队发表文章,表示采用2 kW蓝光激光定向能量沉积装备完成了铝合金等高反射率材料的打印(Wang A,Wei QL,Luo S, Tang ZJ, Yang HH , Wu Y…&Wang HZ,2023,Blue laser directed energy deposition of aluminum with synchronously enhanced efficiency and quality[J])。结果表明,与红外激光相同工艺参数下的单道试样对比,蓝光激光定向能量沉积试样的成形性更好,单道试样内部的等轴晶体积分数高达63%。此外,团队也利用2 kW蓝光激光进行了纯铜和铝合金的3D打印成形研究,实现了纯铜叶片和铝合金叶片缩比样件的定向能量沉积制备。
随着材料科技的发展,在新能源汽车、锂电池、光伏、3C电子产品等领域,铜等高反材料的应用正不断扩展。蓝光激光光源的发展和应用,对于提高特定材料的加工效率和质量,提升制造业的水平及国际竞争力,有着重要的意义。宝辰鑫蓝光光源激光解决方案的推出,可为客户提供高价值的激光应用方案选择,进而推动蓝光激光应用的产业化进程。
文章来源:宝辰鑫激光
图片来源:宝辰鑫激光
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

G4020 HP专业高速激光切割机,开启“快、稳、精”效率革命
2026-07-08
-

-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13








评论
加载更多