

苏州用朴精密科技有限公司是专业从事精密刀具生产及切削技术服务的高新技术企业,公司致力于硬质合金棒材、精密刀具及精密涂层的研发和生产,是高品质硬质合金、精密刀具及精密工模具涂层服务的制造商。公司总部位于苏州吴江经济开发区,在苏州吴江、安徽滁州有两处制造基地,武汉、成都和威海设有圆柄刀具修磨中心。拥有强大的技术研发队伍,制造过程检测设备配置齐备,持续提升品质管理目标,通过了由德国TUV认证的ISO9001质量认证体系。
用朴秉持“诚信、协作、专业、进取”的运营理念和价值观,坚持不断创新持续快速研发,不断扩展精密刀具产品链,为制造业提供精密刀具整体解决方案和刀具管理服务,产品广泛应用于汽车、航空、军工、模具、制冷等精密制造业。
CIMT2023展位号:E8-B002
产品1:
SFM不锈钢通用钻头

随着石油,化工以及通用机械行业的发展,不锈钢材料得益于其特殊的性能,已经获得了非常广泛的应用。而这一类材料的加工却给刀具业带来了难题,由于不锈钢的热传导系数低,切削时产生的热量大,且因为钻头切削刃与工件持续接触,热量会不断传递到切削刃从而带来刀具失效。
为了应对如上这些普遍挑战,用朴设计工程师专门开发了SFM钻头做为解决方案,除了钻头槽型的专门设计之外,优化的棒料和专用的PVD涂层都提供了更好的抗塑性变形能力和更高的刃线安全性,涂层更好的抗磨损性和抗剥落性能带来了SFM钻头的全面提升 。
SFM钻头是不锈钢材料的通用钻头,其直径规格为D3-D20mm,钻孔深度可达8×DC,全部带有内冷设计从而在钻削不锈钢材料时获得更好的排屑。而且容屑槽表面抛光使得排屑更加顺畅,至于钻孔公差,可以达到。IT8-9
取得上面的加工孔质量,主要得益于下列创新特点:
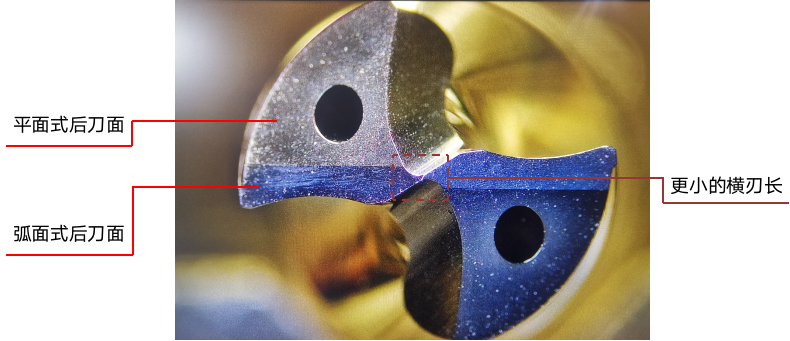
采用可变主后角,弧面式后刀面平面式后刀面组合设计+
更小的横刃长度,在保证强度足够的前提下,仍拥有良好的定心性能
更大的进刀角,强化断屑能力
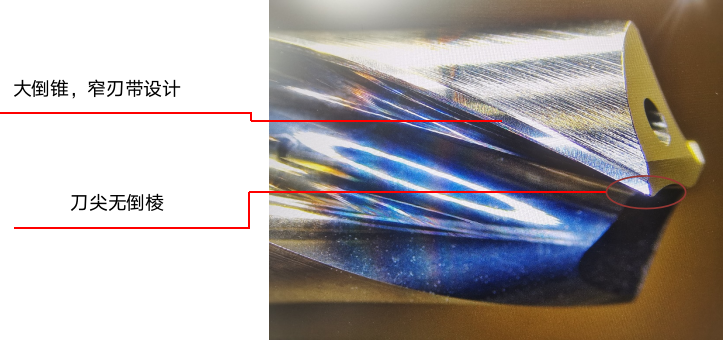
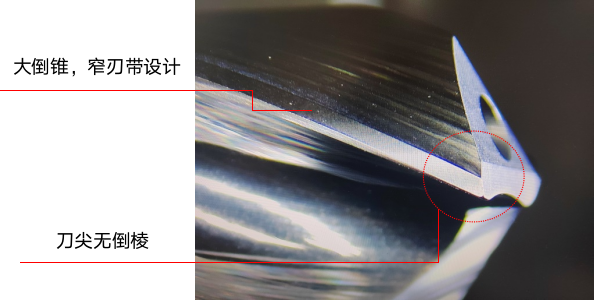
更大的倒锥及更窄的刃带宽度设计,避免不良工况下刃带与已加工孔壁摩擦导致的刀具异常磨损
SFM钻头可以覆盖覆盖稳定工况和不稳定工况,且适合中等到高线速度的钻削应用,在各种不锈钢材料例如奥氏体、超级奥氏体、铁素体和双向不锈钢钻削中都是首选。
切削案例






产品2:
DR200P钢件增强型钻头
DR200P钻头是我司在充分调研市场需求并结合市场现状而开发的一款整体硬质合金钻头,首
选用于ISO-P钢件类工件,同时可以做为补充选择用于ISO-M不锈钢零件。可广泛应用于通用
机械,模具以及汽车和能源行业的典型零件。
在DR200P钻头上面集成了了我司近年开发的一系列设计创新技术,包括:
1. 专用槽型设计,例如前角更大、容屑槽更开放,可以使铁屑更易卷曲并更顺利排出;
更小的横刃长度,钻入时定心更稳定;更大的进刀角,提高断屑能力;

1、采用更大的倒锥及更窄的刃带宽度设计,避免不良工况下刃带与已加工孔壁摩擦导致的刀具异常磨损;
2、刀尖无倒棱,提升刀尖锋利性;
3、采用更适合高速切削的专用涂层,从而获得更高的切削速度来提高效率;
4、涂层作用于头部10mm,避免修磨后刀体多次涂层导致的刃带质量下降;
5、槽内和刃口均进行PW抛光处理,使切削刃和槽表面更光滑,减小加工产生的摩擦阻力从而方便排屑
基于以上的设计创新,DR200P钻头在钢件高线速度钻削时优势明显,得益于专用棒料和涂层,其可以同时覆盖稳定工况和不稳定工况,从而极大地降低刀具成本,给使用者带来更大收益。
切削案例:
工件:轮毂轴承
材料:S55C,HB220
刀具规格:DR200P203W-1080-12A-01DP
工序:钻4*M12螺纹底孔至D10.8,通孔深14mm
结果:寿命55米,在原刀具寿命的基础上提升了58%








评论
加载更多