
(3)激光精密加工机床
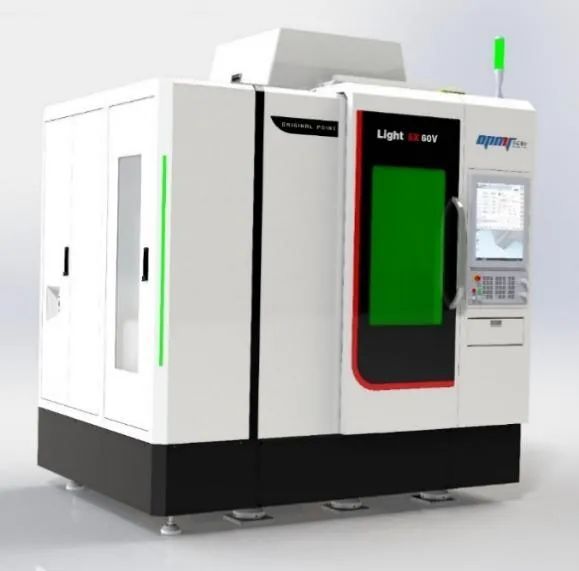
广东原点智能技术有限公司Light 5X 60V立式五轴联动激光加工机床。X/Y/Z行程为600/250/300mm,加工最大刀具直径Φ200mm,最大刀具长度为350mm。床身为天然大理石材料,直线轴和旋转轴应用直驱技术,光路采用模块化设计,并配置CCD定位相机和探针。配置自主研发的高端通用数控系统,与CAM加工软件深度融合,突破了复杂结构刀具端刃和侧刃之间的平滑过渡连接,以及轮廓间的圆弧过度连接的算法开发技术瓶颈。实现了整体PCD微刃刀等复杂型面结构和难加工材料的高质、高效制造,刀具加工后可达到轮廓度≤0.005mm,表面粗糙度Ra<0.3,最大加工刃数达到180刃,最小切削刃宽度0.01mm,相较传统加工工艺,加工时长从675min/支缩短到85min/支,总体加工效率提升约7倍。应⽤于汽⻋⼑具、PCD、CBN、硬质合⾦、陶瓷、⾦属等材料加⼯,配合专⽤加⼯软件,可以实现超硬材料、硬质合⾦、超硬涂层和陶瓷复杂型⾯⼑具等复杂轮廓与型⾯加⼯。
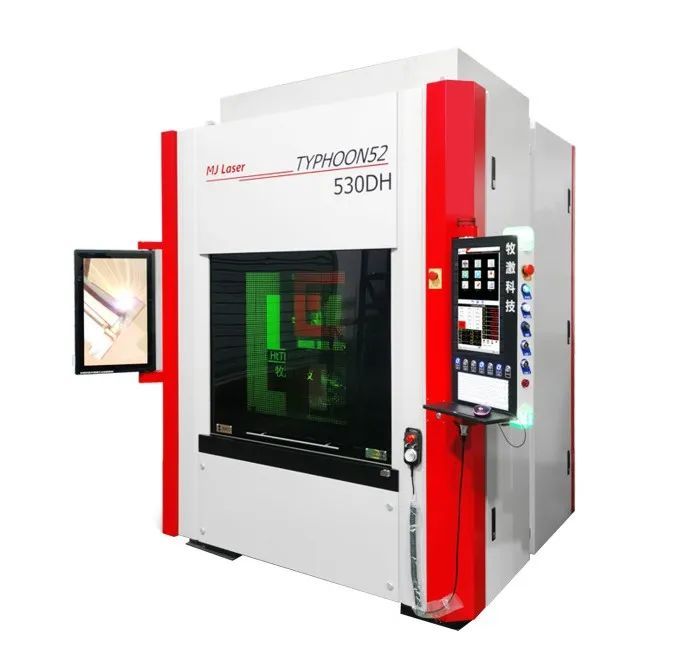
深圳市牧激科技有限公司530DH超精密双激光五轴加工机床。是一款采用两套激光系统,具有五轴联动功能,能实现粗、精加工一体的超硬刀具加工机床。最大加工刀具尺寸为长度615mm、直径Φ300mm,最小加工刀具直径为Φ0.3mm,可加工PCD、PDC、CBN、PCBN、MCD、CVD刀具/刀片,加工刀具尺寸精度为±0.005mm,轮廓精度为0.005mm。机床的床身采用天然花岗岩,X、Y、B、C轴采用直驱技术,全闭环控制,X/Y/Z轴的定位精度为0.002mm,B轴定位精度3″,C轴定位精度6″。自主研发加工软件,有铣刀、车床、铣磨头、断削槽、微铣刀圆弧后刀面等功能,可实现刀具装夹误差以及PCD等焊接变形刀具进行切削路径补偿。在线检测,样刀数据库,4K监视系统,反切刃口加工工艺,能实现从轮廓度为0.005mm的电子刀具,到特种多刃铣磨一体整体式刀具加工。采用精密激光器和大功率激光器双激光系统,集成粗加工和精加工一体化设计,减少刃口损伤,提高加工效率。可加工3C电子刀具、汽车刀具、木工刀具等。
长沙中拓创新科技有限公司ZT-JGQG 6S光纤切割机。采用光纤光源,大理石床身,X、Y/Z轴行程200/50mm,切口宽度为0.05-0.1mm,增加A轴作为旋转轴,旋转范围0-45°,可切割带后角的刀头和产品,采用闭环控制,重复定位精度≤0.002mm。配置激光专用水冷机,24小时工作,可切割任意形状,软件自动手动和自动两种模式,用于PCD、PCBN、CVD、蓝宝石、PDC、硬质合金、陶瓷等硬脆材料的精密切割。
深圳市力博刀具技术有限公司普希德五轴超硬刀具激光加工机床。X、Y、Z轴行程为380mm,A/B轴行程为360°/±70°,激光器功率为100W,最大加工刀具直径/长度为Φ350mm/365mm,最大刀具重量为15kg。机床采用天然大理石床身,直线电机驱动和全闭环控制。福临系列5轴联动激光机的主要用途:不区分刀具种类,螺旋、轮廓、台阶、多刃等,均可实现刀具一次装夹,粗精一体化加工,具备在线预检测功能,可对应不同牌号的PCD、CBN、单晶钻石均可获得比较好的刃口粗糙度。
西安中科微精光子科技股份有限公司五轴超快激光微加工设备。X/Y/Z轴行程为1000/450/350mm,A/C轴行程为±120°/ n×360°,工作台直径Φ190mm,工作台最大载荷为20kg。具备五轴四联动功能,配置高速异形三维轨迹控制扫描模块,能够精准协同控制激光扫描轨迹和激光能量,可实现锥度可控的圆孔(正锥孔、倒锥孔、直圆孔)、圆锥型和簸箕型等非规则排列异型孔的一体加工。具备相机视觉和激光测距功能,实现零件基准图像的高精度定位和加工焦点校正;具备穿孔状态智能感知功能,实现制孔穿透特征的自动判读;具备光束折弯与空间姿态定位功能,实现多联导叶、腔体类零件的干涉结构加工。可实现超短脉冲激光与长脉冲激光双光源光束拟合与精准控制,兼顾超短脉冲激光和长脉冲激光加工特性。可对高温合金、单晶高温合金、玻璃、陶瓷基复材、带涂层异种材料的高精度低热损伤加工,主要用于叶片类气膜孔、喷嘴类微孔、阀套类型孔及精密微结构刻蚀和切割。
广东原点智能技术有限公司Micro3D L530V五轴飞秒激光加工机床。X/Y/Z轴行程为300/300/260mm、A/C轴行程为±120°/n×360°,最大扫描加工尺寸(长×宽×高)为50×50×6mm,X/Y/Z轴定位精度/重复定位精度为0.003/0.002mm,A/C轴定位精度/重复定位精度为5"/3",激光脉宽≤350fs、功率≥20W。机床采用飞秒激光器,搭配高精度3D扫描聚焦系统。床身为天然大理石材料,三个直线轴和两个旋转轴分别采用直线电机和力矩电机驱动,配有内置相机和探针,可选配高精度3D实时测量控制系统,提高加工精度。配置自主研发的高端通用数控系统,可以实现曲面复杂轮廓的高精度加工,广泛应用于刀片、模具加工等行业的硬质合金材料加工,配合专用加工软件,可以实现各种硬质合金刀片及模具复杂轮廓与型面的加工。
南京中科煜宸激光技术有限公司LCS305水导激光加工设备(瑞士SYNOVA 公司)。X/Y/Z轴行程500/380/380mm,A轴行程+135°~-20°,C轴行程360°,工作容积(H×Φ)为260×Φ130mm。采用直线电机和力矩电机驱动,矿物铸造床身,温度控制范围为±0.1℃,全自动偏移校准系统集成了激光喷嘴校准、自动射流角度校正、激光功率计和接触式探针。切割面光滑,边缘锋利Ra≤0.2,柱形激光实现平行切口(无V形),加工精度为±0.005mm。解决了干式激光器的热损伤、微裂纹、碎屑沉积、锥度和精度不足等问题。专为自动生产大尺寸刀具、多齿金刚石刀具以及其他3D加工而设计的激光微射流LMJ加工系统。激光微射流加工系统提供了激光实现全反射的媒介,保持平行水射流中的激光束完全平行,冷却被加工材料消融后的加工面,同时将激光加工后的废屑带走,保证了加工面质量。

广东原点智能技术有限公司WJC532V水导激光五轴加工机床。X/Y/Z轴行程为420/580/380mm,A轴行程为-120°- +30°,C轴行程为n×360°。X/Y/Z定位精度/重复定位精度为0.005/0.003mm,A/C轴定位精度/重复定位精度为5"/3",激光器波长(可选配)为532nm,水束直径为Φ0.030-0.1mm。采用水波导技术,在稳定的微细射流中利用光的全反射来传导激光,对材料进行近乎无损伤的加工。独特的水导激光加工头和高压水射流稳定技术,使得水射流能够承受更高的激光功率,切割更厚的材料,极限厚度能切割100mm厚金属材料,独有的光学设计和喷嘴加工方法,提高了喷嘴的寿命和加工的稳定性。可以对超硬材料和难加工材料进行打孔和切割,加工区域无锥度、没有熔渣、重铸层以及热影响区,加工表面质量Ra0.8,切割深宽比可达100:1,微孔加工深径比可达30:1。主要应用于航天航空、半导体、医疗器械、珠宝、3C电子等行业。
长沙中拓创新科技有限公司ZT-JGC200型激光车床。X/Y/Z轴行程为220/100/60mm,镭射功率为300W,去除效率为0.2mm@Φ16mm/min,重复定位精度≤0.005mm,旋转轴(A轴)跳动≤0.005mm。采用光纤激光器,旋转轴应用直驱技术,工作台双层防护,定制的聚焦系统。配置Windows平台开发的数控系统、接触式测头、自动上下料和直径Φ16mm的PDC材料206个以上工位的工件库。外圆与端面倒角在一次装卡内完成加工,主要用于PCD、PDC、CVD等材料的粗研,减少加工磨削的余量。
(4)激光打标机
西刻标识设备(上海)有限公司L-Mark便携式激光打标机。打标范围为170×170mm,激光功率为20W。基于光纤激光技术,打标窗口大,机身小巧便携,带有红光指示,可以形成明暗对比,在比较硬的材料上也能打标。适合全自动、无人化生产方式,可以配备多种高性能模块,实现内置读码、视觉检测、自动对焦、3D打标等功能,适用于汽车等批量柔性化生产。
(5)激光增材制造
南京中科煜宸激光技术有限公司RS450F铺粉式金属3D打印机。最大成型尺寸450×450×500mm,激光功率6×500W单模光纤激光器,光斑直径Φ0.06-0.1mm,铺粉层厚为0.02-0.1mm,工件成形精度≤0.1mm,成形尺寸>100mm时,成形精度≤0.1%。采用单刮刀双向铺粉,六套成型光路,成形效率倍增。配备振镜扫描系统,光斑轨迹路径采用专业运动控制卡,粉末处理系统集成上粉、清粉和储粉等功能于一体。采用了氩气气体保护,多级分段式气氛清洗模式,配置三级过滤,其中F9级滤芯采用“两用一备”的使用方式,成形过程中成形室内的含氧量,最低可控制在100ppm以下。配置自研RC-ROS-SLM和RC-Argus-SLM软件,提供多种成熟材料的工艺数据包,方便用户操作,一键打印,具有智能识别、预置处理、远程控制、人工辅助等功能。适应于航空航天、高端模具、医疗,汽车,3C等多个领域。

南京中科煜宸激光技术有限公司LDM 8060送粉式金属3D打印机。成型尺寸为800×600×900mm。成型速度快,是SLM技术(激光选区熔化)成形速度十倍以上,但其尺寸精度(误差为±1mm)和表面光洁度一般,打印的零件必要时需要进一步机械加工,粉末利用率高,可减少贵重金属粉末的消耗。该机床为五轴四联动机床,由机械系统、箱体净化系统、光路系统、控制系统及配套软件等组成。采用多元智能传感器技术,实时监测记录设备运行状态参数。软件系统包括:工艺路径规划软件RC-CAM、设备健康管理软件RC-Argus,可实现对三维加工文件的模型分层处理、路径策略填充、加工参数设置、生成并导出加工代码、加工代码路径演示、路径规划策略保存等功能,配置典型材料激光增材制造工艺数控库。可实现客户对钛合金、铝合金、高温合金、不锈钢等常规金属增材制造材料的激光快速成形需求,同时,该系统可满足客户对梯度材料、高熵合金材料、难熔金属、熔覆涂层等特种材料开发的功能需求。

宁波海天精工股份有限公司C400M SLM金属3D打印机。成型空间400×400×430mm(含基板),激光器功率4×500W,最大扫描速度7m/s,成型速率100cm3/h,铺粉层厚为0.02-0.12mm。主体结构采用不锈钢材质,配置四台500W或1000W光纤激光器,具备多种激光技术方案、闭环恒风速、参数自检测等功能,可选配双向铺粉和“永久”型循环过滤系统。配置自主研发的的HTPrinter、HTCamera等配件及打印质量监测软件,可实现24小时无人化值守的高效生产。可成形材料有模具钢、不锈钢、铝合金、高温合金、钛合金等,广泛用于模具、鞋模、手板工艺、航空、汽车和新能源等领域。
(6)激光焊接机
埃马克两合责任有限公司ELC 6激光焊接机。工件尺寸最大外径Φ300mm,最大高度300mm,轴向焊接直径Φ75-Φ200mm,径向焊接直径Φ75-Φ250mm,固体激光器<8000W,焊接最大压紧力为10kN(30kN可选)。该机床专为带有圆周焊缝的动力总成部件而开发的,是连接两半部件的高效解决方案,工件抓取、预热、压装以及焊接都是通过转台快速、精准地进行的。激光束能量精确、集中,焊接速度快,焊接部件变形小。工件先进行预热和压装,通过感应技术确保部件达到理想的加工温度,然后再将两个部件连接在一起,焊接前,对轮廓进行精确扫描,并将数据转送给焊接光学系统和数控轴,检查焊缝位置并重新调整部件位置。焊接时,垂直布置的工件旋转,激光光学镜组只向工件径向移动,聚焦能量的焊接过程从侧面在圆周焊缝处进行,高温测温计可控制焊接过程的温度。

奔腾激光(浙江)股份有限公司“飞鸿”系列手持激光焊接机。激光功率为1000-3000W,功率调节范围为10%-100%,光缆长度10m,可选单轴或双轴摆动焊接头。采用激光源水冷一体机设计,移动轻便,上下分层隔离热源,保障激光源工作环境。双轴摆动焊接头具有多种光斑模式自由选择功能,内置高精度振镜电机,数显屏设计,实时掌握焊接数据,循环水路设计,保证焊枪稳定运行,多重安全保护设计,保护使用安全性。配置各种材料:碳钢、不锈钢、铝、镀锌板的焊接工艺数据库,适用于航空航天、高铁机车、汽车制造。
作者:沈华红(协会市场部)
责编:黄韶娟
文章来源:中国机床工具工业协会cmtba
图片来源:中国机床工具工业协会cmtba
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥







评论
加载更多