
托纳斯贸易(上海)有限公司EvoDECO 16瑞士型纵切车床。最大加工直径Φ16mm。多达27把刀具,包括15个动力刀位;4个独立的刀具系统,正面加工3个,背面加工1个。10个直线轴+2个C轴,同一主轴和副主轴,配备同步电机。用于主轴加工和副主轴加工的角度铣削,副主轴加工可选配加装B轴。可以实现滚削、多边形铣削/旋风铣削、内外旋风铣削、梅花型铣削、钻深孔。适用于汽车、医疗和牙科、电子、制表、微机械、航空零件的加工。同系列有4种直径Φ10/Φ16/Φ20/Φ32mm可选。
四川普什宁江机床有限公司CK1101Ⅱ数控纵切车床。最大加工棒料直径Φ1mm,最大加工零件长度30mm,直线轴重复定位精度0.002mm。机床采用排刀式刀架,主轴箱移动,主轴为电主轴,轴承采用高精度向心推力角接触球轴承,具有高刚性、高稳定性等特点,具有Cs轴控制和分度功能,主轴最高转速16000 r/min。专业用于小零件的高精密加工,可对冷拉棒料或磨光棒料进行连续上、下料的自动循环加工。可进行无中心架(无导套)切削;当配置全行程回转中心架时,可对细长轴类零件进行高精度加工。
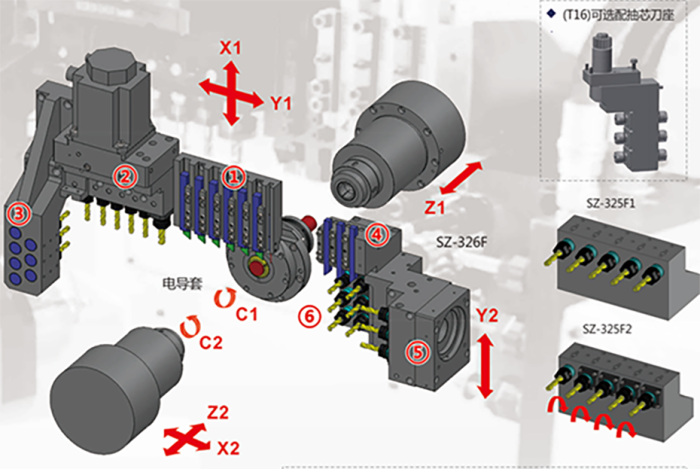
陕西诺贝特自动化科技股份有限公司RTS32纵切机床。最大加工直径Φ32mm,最大加工长度320mm(回转导套)/70mm(无导套),副主轴行程315mm。采用高刚性低重心的铸造箱式床身,底座中筋结构设计,各轴均采用燕尾式刮研导轨,导轨间隙采用楔形镶条补偿调整。主副轴为电主轴,可配置全行程同步旋转导套。采用双通道两个独立刀具系统,实现主副轴同步独立加工,生产更加高效。直线式排刀结构,能够良好解决加工中的排屑问题。各刀具系统刀具采用模块化设计,降低使用和维修成本。配置FANUC 0i TF Plus系统,具有高精/高效的智能控制功能群,先进的精细表面处理技术,高速便利的存储卡方案,新增操作层级显示,提高可视性和操作性,提升软件操作实用性。可以选择5轴机或配备Y2轴变为6轴机,具有旋风铣、副主轴直角刀座、多边形单元、一拖三刀座等多种选配功能部件,满足不同客户的需求。

深圳市硕方精密机械有限公司SZ-386F数控走心机。最大加工直径Φ38mm,最大加工长度320mm,系统控制轴数10轴,联动轴数4轴。整机结构采用模块化的设计,功能扩展灵活,可选配动力旋转偏心刀座、旋风铣、深孔钻、滚齿刀座、锯片刀座等多种加工能力。定位精度≤0.018mm,重复定位精度≤0.010mm,内藏式电主轴的结构设计,在机床无导套模式下加工时,主轴前端与机床立板设计有支撑结构。双主轴同步加工,刀具达到了42把,模块化刀具布局,实现了车、铣、钻、攻、镗孔、车端面、车螺纹、割槽、切断、攻丝,斜孔、曲面等复合加工功能。
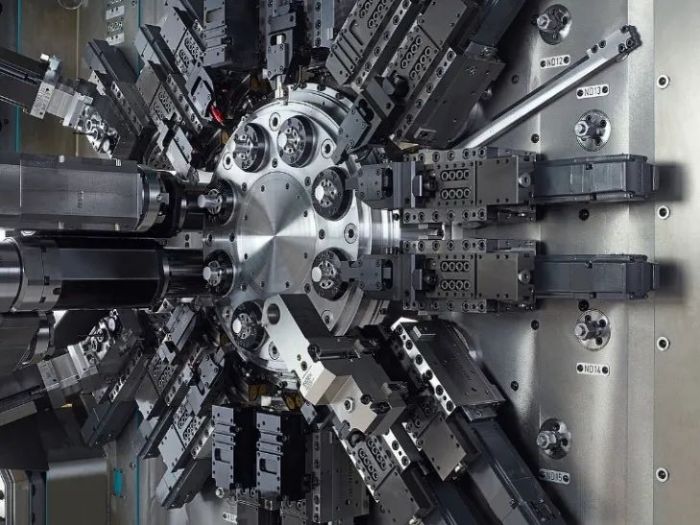
德国舒特(Alfred H. Schütte GmbH & Co.KG) EC2-65单主轴自动车床。主轴最大通径Φ65mm,副主轴最大夹紧直径Φ65mm。机床具有一个主轴和一个副主轴,六个刀塔围绕主轴环形布置,多达六把刀具进行平行加工(四把用于主轴,两把用于副主轴),主轴具有多达四个3轴刀具/刀塔单元,副主轴最多两个3轴刀具/刀塔单元,适用于多种类型或组合的固定式或动力式刀具。刀塔轴和主轴的运动轴插补,可以使用成熟的Y轴功能。副主轴配置快速自动卸载加工完的零件,并将成品零件转移到外部处理系统(例如具有检测和分拣功能的机器人单元)。零件生产时间短,产量比带三个转塔的传统有副主轴车床高2-3倍。配置SICS软件,支持用户进行机床配置、编程和生产。

因代克斯贸易(上海)有限公司INDEX MS22-8多轴数控多功能机床。主轴通孔直径Φ22/Φ24mm,最大转速10000r/min,最大功率15kW,最多16个滑台。带有滑动导轨的高动态径向滑块(X 轴),带有静压轴承支撑,Z轴不易磨损。具有C轴的同步副主轴,旋转臂通过三段式端面齿配合锁定在其工作位置,从而提供最大的刚性,每个同步副主轴多达6个用于背面加工的刀具。配置8根切削主轴,最多两个同步副主轴,以及多达16个刀架,它们可以自由配置为十字X/Y/Z 滑台或镗孔Z向滑台,从而实现高生产率。INDEX快速装夹系统,获得专利的W齿和符合人体工程学的开放式工作区可最大程度地缩短调试时间。结合CNC柔性技术和INDEX高效多轴技术,可以广泛用于各行业的精密零部件大批量生产。紧凑的主轴轮毂通过使用端面齿匹配确保每个位置的最大精度。核心部件由集成在主轴轮毂中的八个液冷电主轴组成。无级变速范围、高功率、紧凑型设计、低维护成本以及最新的同步驱动技术。
托纳斯贸易(上海)有限公司MultiSwiss 6×16多轴自动车床。该机床融合了多轴车床和单轴车床的优势,配有6个工位(6个主轴),针对各个工位实现独立转速和分度和C轴定位,每个工位最多可容纳4把刀具,总刀具容量最多可容纳18把;副主轴安装在两个移动轴线上,可以使用至少2把刀具完全独立工作,配备液态静压轴承。送料机长度由1.5m拓展到3m,主轴最高转速6000r/min。一体式机床布局设计理念,包括棒料送料机、油箱、高压泵、排屑器、集油盘和过滤装置。配备Tornos TB DECO 或TISIS ISO编程软件,实现辅助工件编程,优化加工节拍,实现工业互联。
朗快智能科技(杭州)有限公司TG10水车式车铣复合加工中心。是一台用于加工气动控制元件,多主轴、多工位、水车式车铣复合加工中心,从一工位上下料,工件按等角度进行分度动作,每到一个工位,该工位的动力头进给加工,直到起始位置,加工完成下料。设备主轴、床身、转盘、夹具、工艺软件等部件均为自主研发,工位数12个,转台分度精度≤3″,转台转位时间1.5s,主轴数量23个,主轴转速达8000r/min,加工节拍可达10.9s/件,自动完成上料、切削加工、换位夹持和下料等操作,实现从毛坯料到产品的自动化加工。
浙江双正科技股份有限公司SZ10B-12H3-17W悬浮式多工位多轴多方向组合加工机床。水车式多工位多轴组合加工机床,机床内部具有立式圆盘多工位工作台,具有多个可夹持产品加工工位,围绕机床水平主轴进行水车式360°立式定位旋转,并与床身上对应多工位的各功能动力头与刀具相配合,在每个加工工位都对着一个被加工零件,产品毛坯在一个工位循环上下料,产品一次定位夹紧,多工位多轴联动,多个方向对产品同时进行钻孔、扩孔、铰孔、镗孔、铣削平面和外形、车削内外螺纹以及加工外圆和端面等加工,直至成品,实现产品多工序同时加工。转台转位时间0.9-1.5S,多主轴6-26只,主轴最高转速24000r/min,毛坯4-10s可完成成品加工,可配套机器人进行智能上下料操作。
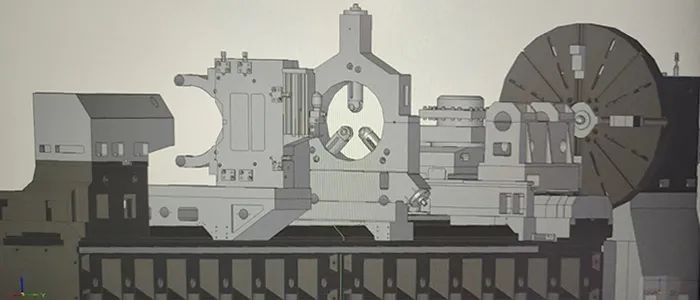
安徽力成智能装备股份有限公司DNL083双头数控车床。床身最大旋直径Φ300mm,车削长度范围500-750mm,主轴最大夹持直径Φ70mm。采用中置驱动主轴、内泄式高压正反手伺服刀塔、工件夹持检测等自主专利技术,具有左右同步作业、左右独立操作、快换筒夹等功能,内置或外置桁架式机器人可选。适合单机自动化,或者与数控车床联机组成车削自动线,全自动完成新能源汽车电机轴、汽车传动轴等精密轴类零件的两端车削、钻孔、攻牙、镗孔等全序加工。
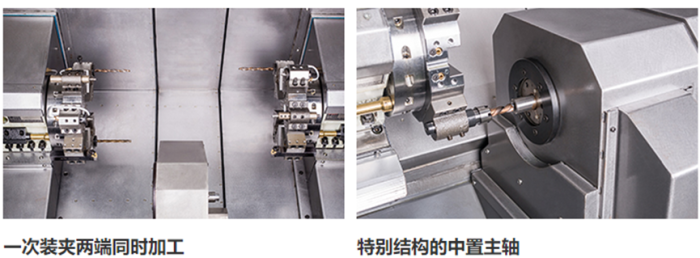
山东友泰机床制造有限公司XSC1000中驱动双头车床。刀架上回转直径Φ200mm,刀架工位数8/排刀,最大工件长度1000mm,加工直径Φ160,主轴最高转速1500r/min,本产品可以实现一次装夹,两端同时车削端面,外圆,内孔,内外倒角,槽口,曲面,车螺纹,钻孔,攻丝,选配动力刀具可以完成更多特征加工。
南京肯迈得机床制造有限公司QT8150球面数控车床。采用法线切削方式,在单转盘工作台上实现多刀位(可装4-8把刀)球面加工,可实现粗加工到精加工超精加工一次成型,达到镜面效果,具有球心圆度补偿功能,刀具始终对着刀尖,没有左右刀具叠加误差,加工后圆度<0.005mm,粗糙度Ra<0.2,达到镜面效果。同时,还可以加工非球面、曲面等。适用于球体类高精度加工,如:光学镜模具加工,汽车球头杆加工,球阀加工等。
广东中聪智能装备有限公司HS-W20多刀数控车床。伺服轴数标配11轴,刀具5组,最大加工直径Φ20mm,最大加工长度50mm,轴向最大钻孔直径Φ6mm(配副主轴为Φ12mm,刀柄为Φ10mm),轴向最大攻丝大小M6,主轴最高转速(仅供短时使用)6000r/min,径向最大钻孔直径Φ7mm,径向最大攻丝大小M5,排刀3(□8×120×3),标配最大刀具安装数量10(车刀5把+钻/镗5把),主轴中心高度1010mm。5刀同时加工,让一台机床具有多功能性,可一次装夹完成多任务,提高加工效率和加工精度。

埃马克两合责任有限公司VT 200+MRC立式轴类车床+自动化单元。卡盘直径Φ250mm,回转直径Φ270mm,最大工件直径Φ200mm,工件夹持器最大直径Φ90mm,工件最大长度630mm,X/Y/Z轴行程395/±25/810mm,最高转速4500r/min。刀塔刀位:2×11 (2×1夹持器),动力刀的最高转速6000r/min。四轴配置、短行程及高功率主轴,可确保高产量。双刀塔同时加工使加工时间得以大幅缩短。两个分别拥有11个刀位的刀塔既可配备车刀,也可配备动力刀具。可配置自动化单元,实现自动化流程。

南通国盛智能科技集团股份有限公司GTL1800立式车床。最大旋径Φ1600mm,最大切削直径Φ1600mm,最大切削高度1400mm。铸铁一体成形箱型结构,加大的长、宽比例截面系数增大,内壁米字型肋板强化刚性,整体进行有限元分析。使用专属为立车设计的圆柱交叉滚子轴承,具有耐重切削、高负载、高精度和长寿命特点。底座与立柱结合面、主滑台、滑座、各轴承座皆以手工刮研,以达到最好组装精度、结构刚性及平衡负载。盘型刀库设计(12工位),快速任意双方向就近换刀。适用于大、重、薄等异型零件加工。
山东蒂德精密机床有限公司VTC1600数控立式车床。最大回转直径Ф2000mm,最大切削直径Ф1800mm,最大切削高度1600mm,主轴最大转速200r/min。采用对称式龙门框架式设计,双边立柱均通过有限元分析进行强化,保证机床整体切削刚性与性能。切削刀具中心到立柱导轨距离与立柱安装前后长度为1:1.5,减少车削力矩,增加机床稳定性。滑座采用对称型设计,防止热变形发生,Z轴轨面并经过高精密刮研处理,保证Z轴高精密运行。横梁可上下升降,保证在最合适的位置,提供最大的切削刚性。转台使用大跨距高精密交叉滚子轴承,使得转台进行稳定运转的同时又承载各方向载荷,保证重切加工。
纽威数控装备(苏州)股份有限公司VNL160T立式车削中心。最大回转直径Φ1800mm,最大车削直径(轴类/盘类)Φ1600mm,最大工件高度1200mm,主轴转速范围1-65r/min和66-260r/min,动力刀具最高转速1-600r/min和600-2400r/min。三轴联动、半闭环控制,带C轴分度功能并配备了动力主轴。经模块化设计,可以按市场需求进行产品系列化和客户定制化制造,适用于加工回转类零件,内外圆柱面、圆锥面、阶梯面、球面及其它各种回转曲面、内外沟槽,各种公、英制内外螺纹等。
重庆机床(集团)有限责任公司VHL4035正倒立式数控车床。最大工件直径Φ420mm,最大工件长度450mm,最大工件回转直径Φ600mm,立式/倒立式主轴最高转速2500r/min。机床采用立式主轴和倒立式主轴垂向对置、双径向进给水平移动、双轴向进给垂向移动、伺服双面加工W轴的复合式布局。两个工件主轴均采用高精度滚动轴承支承,满足高速切削需要。机床可选配单机自动化和多种连线接口,满足用户自动化、柔性化生产需求。适合汽车、新能源车制动盘大批量、高精度复合加工。
山东鲁南精工机械有限公司HVIT550正倒立数控车床。工件最大回转直径Φ620mm,最大车削直径Φ450mm。最大车削高度550mm。机床配置正主轴和倒立式四主轴,整体结构为倒立式数控车床,有四个直线运动轴,一个C轴,一个主轴及两个刀塔(可为动力刀塔),安装动力刀塔后可实现车铣复合加工功能。主轴安装在机床上部的中心,刀塔对称分布其两侧。在主轴的下方装有尾座,机床两侧分别设置两套多工位料仓,物料的取放分别由刀塔上的机械手完成。两刀塔可同时加工零件。适合盘轴类零件的车、铣、钻、铰、攻丝等高精、高效复合加工。
南阳煜众精密机械有限公司LC-600GV数控立车。是自主研发,具备五轴功能的立式车削中心,最大回转直径Φ820mm,最大切削直径Φ750mm,主轴转速10-1500r/min,X轴行程-30+365/380mm,Z轴行程700mm,X/Z重复定位精度0.004mm,定位精度0.008mm。独立于刀塔之外的动力装置,不占用当前刀位,避免刀具干涉影响装刀数量。具备单独的移动轴(Y轴)控制。多种夹具选择,最多可实现6路高压油及两路气(在主轴高速旋转状态下)通到夹具,用于工件夹紧及气密检测。主轴在CS模式进行分度提升至0.001度。通过M代码实现车削模式与铣削模式的切换。
睿安睦数控机床制造(山东)有限公司VTL1200C数控单柱立式车床。最大回转/车削直径Φ1600mm,最大加工高度1200mm,工作台直径Φ1400mm。采用铸铁及箱型结构设计,立柱与工作台底座连接采用坐落式结构。在横梁上设置单个垂直刀架,由交流伺服电机驱动。横梁在立柱导轨上移动,立柱上端装有横梁升降机构,由交流电机带动丝杠升降横梁。主传动全部采用齿轮传动。工作台整个部件为热对称结构。工作台径向采用高精度双列短圆柱滚子轴承定心,轴向采用大型高精度推力球轴承作为滚动导轨,并在轴向加推力球轴承预载。横梁由刀架水平进给传动机构、横梁夹紧机构及液压装置等组成。横梁水平导轨采用上导轨的下导轨面及下导轨的上导轨面导向,滚珠丝杠在导向导轨中间,彻底解决驱动扭转力矩问题。
大连意美机械有限公司CXK200双柱立式铣车复合加工中心。最大旋转直径Φ2400mm,最大工件加工直径Φ2000mm,最大工件加工高度2000mm,滑枕垂直行程1000mm。最大工件承载质量12t。工作台主驱动采用45kW双速主电机。铣主轴电机17kW,铣轴最大扭矩512Nm,C轴定位精度6″。有一个具有车和铣功能的立刀架,机床共7个数控轴,实现3轴联动,铣主轴有定向准停功能,可刚性攻丝。可以完成内外圆柱面、内外圆锥面、端面,各种曲面、切槽和切断、螺纹等工序加工,选配角铣头附件可加工工件侧面、钻斜孔等。

齐重数控装备股份有限公司HTⅠG140×60/14P-NC高精密数控卧式车镗磨床。刀架上最大加工直径Φ1250mm,两顶尖间最大工件长度6000mm,最大工件重量14t,主轴通孔直径Φ130mm,尾座套筒行程300mm,磨削速度30-35m/s,镗杆直径Φ150mm,最大镗削深度1500mm。机床进给导轨X、Z轴均采用双山导向导轨结构,X轴进给采用伺服电机—精密减速器—滚珠丝杠结构。Z轴进给采用伺服电机—精密减速器—齿轮齿条结构,主轴箱采用抗振式箱体。空心主轴采用高精度滚动轴承支承,尾座移动为山形和平导轨组合形式,采用上下分体箱形结构,模块化组合,通用性强。机床配有镗削装置,安装在上刀架前端,可满足减振镗杆10倍径高精切削。机床配有磨削单元,可与车削单元上体互换,实现工件磨削需求。机床广泛应用于轴类、圆筒类等回转类零件圆柱面、圆锥面、平面、切槽、切断、螺纹及回转曲面等工序的高精度车削、镗削、磨削加工。
作者:沈华红(协会市场部)
责编:张芳丽
文章来源:中国机床工具工业协会cmtba
图片来源:中国机床工具工业协会cmtba
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥







评论
加载更多