美国制造|京瓷SGS推出航空航天难加工材料加工利器!
随着中国工业的快速发展,航空航天产业的市场需求与日俱增,当国产C919大型客机在历经8年的光阴蹉跎后终于破茧成蝶之时国内航空业也迎来了新的发展机遇。
而与此同时高效率、高精度标准的零件加工对切削刀具的性能也提出了更高要求。通常航空业所采用的材料特性要求更严苛,比如以下部件:
● 钛合金飞机结构件
● 发动机高温合金部件
● 铝质座椅及结构件
● 不锈钢及其他部件
● 复合材料部件
航空业多为难加工材料,使用常规一般的刀具切除多余余量恐怕难于胜任。京瓷一直致力于“与客户共同开发具有核心价值技术”为方针,针对航空结构部件、航空高温材料及高强度复合材料的加工应用拥有完善的加工解决方案。下面小编将为大家介绍在航空航天领域难加工材料的应用。
1、机翼结构件
机翼是飞机的主要部件,一般选用轻量化、高强度的材料,一般采用超硬铝、钛合金或者是碳纤维复合材料。
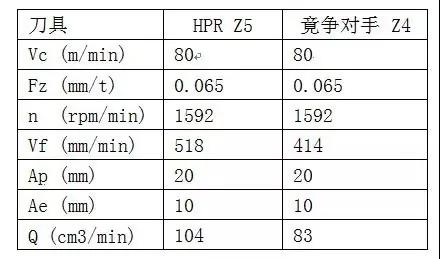
以难加工材料钛合金为例,京瓷SGS最新研发推出的Z-CARB HPR系列。
它采用特殊五刃设计可增强刀具强度和排屑速度,相比较普通的3、4刃铣刀效率提高20%—40%。对应不同的主轴转速,HPR采用了不等齿距设计能有效降低振动。较大刀具后角设计避免了进刀时产生的粘屑现象,螺旋进刀最大可达5~6度,斜坡进刀最大可达10度左右,对应切削粘性材料时性能体现突出,而针对航空材料占比较多的钛合金、不锈钢材料,HPR系列开发了专利涂层—简称TM、TA。


TM涂层—Ti-Namite-M
纳米复合涂层具有高耐磨性,减少粘着力,有效防止积屑瘤的形成。
高抗氧化温度达到1150°C有利于提高切削参数或切削难加工的合金,如钛合金。

TA涂层—Ti-Namite-A
该材质硬度达HV3300,具有优异的耐热性和耐化学性,可以很好的抵抗磨损和腐蚀,针对无湿式工况也能从容对应,是不锈钢、铬镍钢等材料最佳选择。
2、Z-CARP-HPR 系列
刀刃及螺旋角
特殊五刃设计,增强刀具强度,加速排屑,较三刃、四刃铣刀提高产能多达20%-40%。
针对不同的主轴转速,不等齿距设计能降低振动。
开放式中心设计帮助进刀时效率更高。
螺旋角可平衡动态切削力,减少接触区域来控制刀具压力和主轴负载。
内冷却孔
1.中心内冷孔高效喷射冷却液在切削区域。
2.加工沟槽及型腔时增快排屑。
3.公制/英制可选。
径向前角
1.特殊设计的径向前角。
2.平衡动态切削力。
3.加强刀刃强度。
端部研磨特征包括
1.动态轴向前角高效切削。
2.增大后角避免进刀时粘屑。
经典加工案例
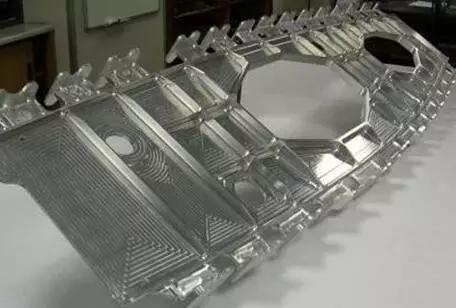
客户:BOEING制造商
机床:DMG
材料:Ti6Al4VTitanium

热点文章
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

IMAO今尾【产品介绍】气动旋转式夹具:无需工具的夹具气动型
2026-07-20
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-

-

【DMG MORI】MATRIS WPH: 灵活搬运工件和托盘
2026-07-16








评论
加载更多