择选相适配的螺纹刀片
前言
螺纹车削
通常而言,螺纹型号依据螺纹类型标准,分为公制或英制。在许多案例中,螺纹型号包括以下参数:分类标准;螺距;螺纹头数;名义直径;螺纹长度;公差等级。
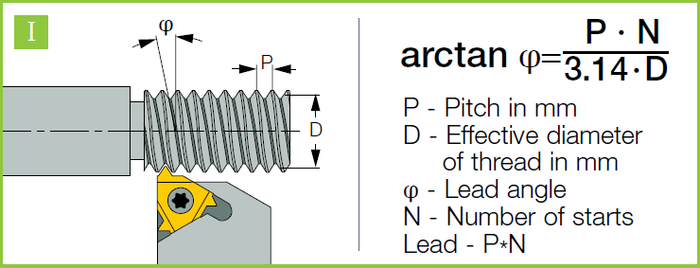
当收集齐螺纹有效直径,螺距,螺纹头数后,就能计算出螺纹导程角(螺旋角)φ。如果是采用平装式刀片提供解决方案,螺纹导程角(螺旋角)φ有效值对于下一步刀垫的选择非常重要。对于这样的刀具,导程角(螺旋角)的数值决定了刀垫的选择。
除了能正确地设定出导向角(螺旋角)φ,刀垫还起着支撑刀片及在刀片破损时能保护刀具的作用。
有两种螺纹刀片类型:全牙型和通用牙型。全牙型刀片用于制造特定螺纹类型,如,依据DIN 405标准的圆螺纹(Rd),BSW英制惠氏牙型。通用牙型刀片需要事先对工件外圆或内孔的底孔直径进行预车削。
平装刀片
伊斯卡为各螺纹标准的内孔及外圆加工提供平装式螺纹刀片。平装刀片可分为三种主要类型:
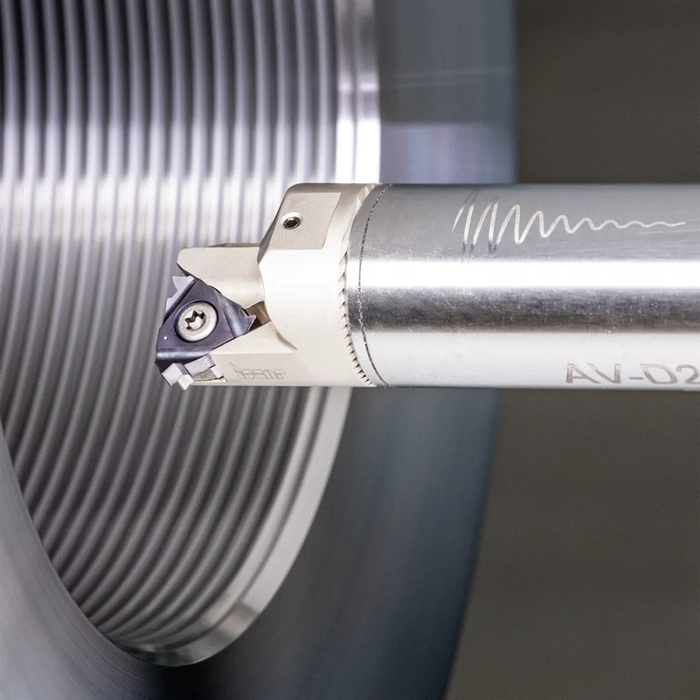
1.G-型,通用型刀片带断屑台,用于各种工程材料的螺纹加工,也包含短切屑材料的生产制造。(图1)
2.M-型,带压制烧结成型断屑槽的刀片实现高效切屑控制。尽管刀片为压制成型,却能确保加工出与精密磨制G型刀片相同的螺纹精度。当螺纹切削深度太小,断屑槽不能充分发挥断屑作用,此时不推荐采用M型刀片。
3.B-型,带压制断屑槽,周边磨制的刀片。锋利切削刃与高效切屑控制的优质组合适用于长切屑材料的加工,为ISO M不锈钢材料的加工提供了首选方案。在小规格零部件的加工中,带断屑槽和锋利切削刃的刀片能在降低切削力方面受益,进而防振。
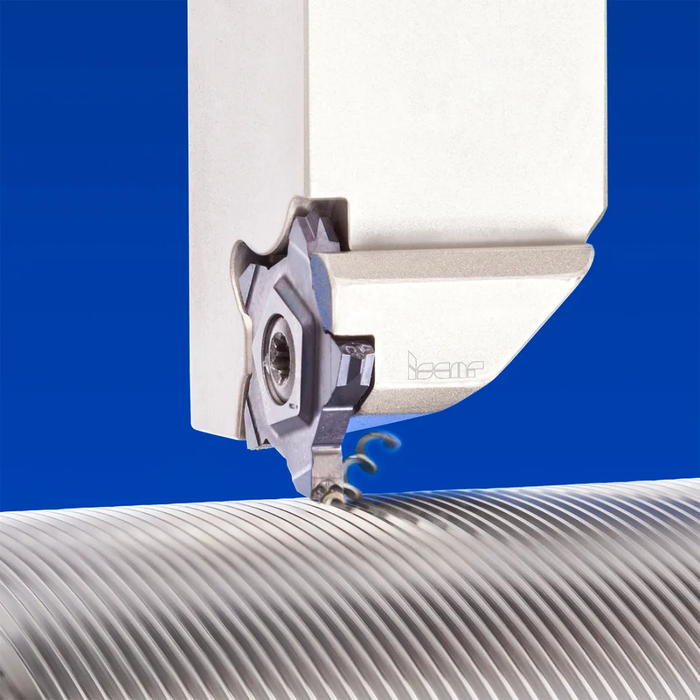
刀具用户最常见的目标之一是提高生产率。因此,作为对上述三种主要刀片类型的补充,开发出多齿刀片,系G型子系列。开发多齿刀片的主要目标是通过缩短加工周期进而提高生产率。多齿刀片配置有两齿或三齿,每一齿均起着不同的作用。在使用多齿刀片前,确保螺纹加工区域不接于台肩非常重要,或沿工件完成整个螺纹的加工有着宽的退刀槽。(图2)

立装刀片
除了ISO标准平装刀片,伊斯卡还提供高刚性设计的立装螺纹刀片。立装螺纹刀片根据应用分为内螺纹加工及外螺纹加工。与ISO标准平装刀片系列相反,这些刀片后角均为磨制。
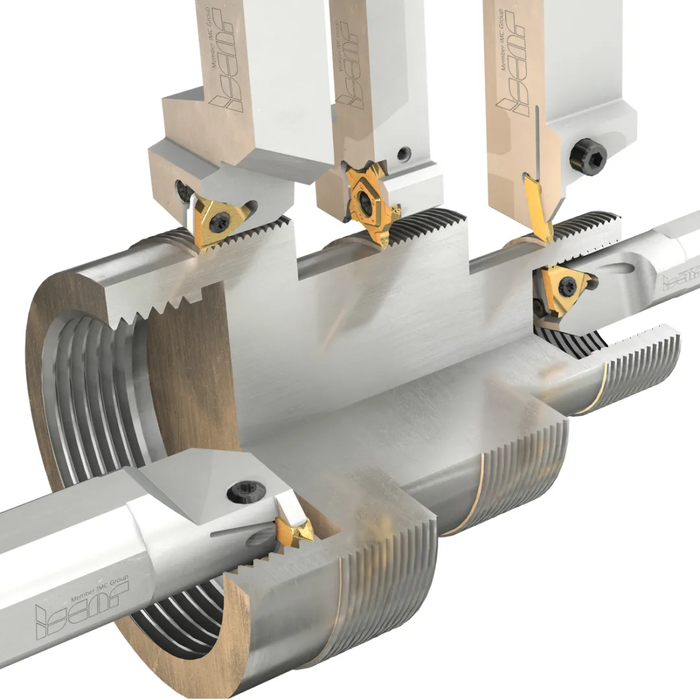
PENTACUT五角霸王刀是伊斯卡成功的立装螺纹刀片系列之一。PENTACUT螺纹刀片带来以下优势:带5个切削刃,提供高性价比解决方案;配置有压制断屑槽,实现高效切屑控制;强固设计,实现更高切削参数,提高生产率;通用牙型刀片的设计用于接近于台肩的加工,切削刃可任意切换;用于加工右旋螺纹及左旋螺纹;具有加工外槽槽底处螺纹的能力。(图3)
牌号
结语
热点文章
-

牧野丨实现高效生产,DA500领跑高端零部件加工
2026-01-06
-

硬核实力!博亚精密干式多级罗茨真空泵荣获2025年度浙江省首台(套)装备认定
2026-01-08
-

2026弗朗顿开放日 | 精密和高效贯穿每一生产工艺
2026-01-08
-

从核心技术攻关到全球产业链布局!20家机床工具企业12月要闻速递
2026-01-08
-

先临三维丨当彝乡遇上三维扫描:一场产教融合的数字变革
2026-01-08
-

CREAFORM 形创科普台 | 形创 3D扫描如何赋能航空航天组件集成完全匹配
2026-01-07
-

新年喜报!博亚精密再获千台大单
2026-01-09








评论
加载更多