雄克模块化零点快换系统助力航空工业智能化生产转型
航空制造业一直在面对产品质量、交货期、生产管理等严苛挑战,“十四五”发展规划中,航空工业还作出了打造“数智航空”新业态的战略部署。作为我国集航空机载武器装备、飞行器操纵控制系统(装置)两大专业优势为一体的机载设备生产企业——航空工业庆安集团有限公司(以下简称庆安公司),在全面进行“提质增速”、“创新生产”任务达成的同时,果断开启了战略变革:由传统加工向自动化、数字化加工转型。从顶层设计到具体工艺,庆安公司极其注重整体生产工艺优化的可持续性,技术团队突破以数控机床投资优化为主导的传统理念,进一步在提升机床利用率、自动上下料等方面动脑筋,以小博大。
南京航空航天大学机电学院李亮教授曾指出:“随着智能制造理念的实践深入,曾一度被忽视的工装夹具,在工艺流程中的重要性突显,以‘小工装’撬动整个产线自动化升级的应用更是屡见不鲜。柔性、精密、标准、智能是现代工装夹具的发展方向,模块化工装应用代表了发展所趋,有利于企业加速进行深度数字化、智能化生产。”
庆安公司技术团队深谙其理,从工件装夹这一细节工序着手,基于业内领先的零点定位系统对厂内某一关键系列零件的夹持方案进行了全面更换与优化,实现了43种产品的全覆盖夹持,并计划将这一项目的成功思路拓展到更多零件的应用中。“雄克公司是零点定位系统的领先者,它的产品性能优势明显,更重要的是,能结合我们现有的生产需要来定制方案,它的设计能力,还可以为我们下一步持续优化打下基础。”庆安技术团队相关负责人表示。
传统装夹方式亟待改善
在进行装夹工艺优化前,庆安公司技术团队对多款同类型的壳体零件进行了细致分类,基于各种零件不同的工艺组成情况,最终确定了一款具备典型特性的测试零件。
如图1所示,该款壳体零件具有镂空的圆柱体形状,以及左右两侧对称且带有圆孔的耳片结构。在原有的工艺方案中,此零件的定位基准采用的是零件内孔齿顶圆及定位工艺孔。
装夹时,选用传统“一面两销”的装夹方式,当一次装夹后,加工零件的上表面内腔及外轮廓;加工完成后,人工换装以加工下表面内腔;而后再拆装两次,完成左、右耳片轮廓及孔的加工。至整个零件加工完成,需要两套夹具主体(如图2所示),以及4次人工装夹操作。
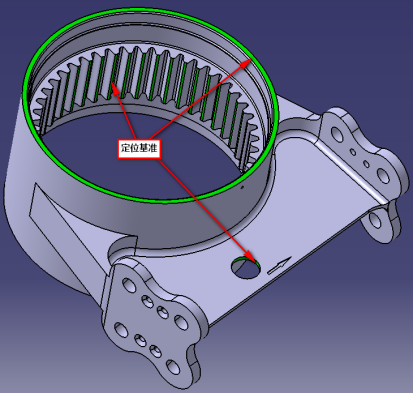
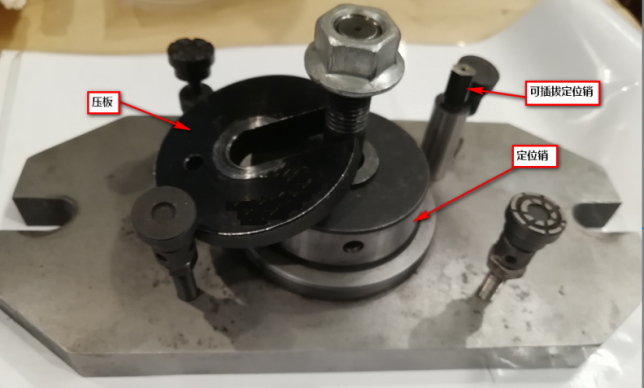
图1 壳体机构复杂 图2 夹具主体
“传统装夹的最大问题是产品装夹与产品换型的效率低下。以此零件为例,加工中人工装夹的时间大概在5 min,4次装夹就是20 min。另外,在加工完成后需要更换另一型号零件时,由于现有夹具的齿顶圆定位芯轴与夹具本体为固定装配,不能用于其他直径的零件,因此需要进行包括拆卸清理、更换夹具、装夹找正等长达11道工序的重新装夹操作,所需时间更是超过60 min。”庆安公司技术团队负责人表示,“人工装夹时,机床必须处于停滞状态,这也直接导致了生产效率的下降。”

图3 传统装夹方式下产品换型流程图
过度依赖人工装夹,所带来的另一大问题就是加工精度的不稳定。由于操作人员技能水平的差异,在产品换型装夹、找准正夹具精度上会产生偏差,造成定位基准不一致,由此而带来的加工质量不稳定的情况时常出现。大量的人工干预也无法满足庆安公司未来计划使用机器人进行上下料的自动化需求。除此之外,还有传统夹具通用性差所引起的夹具库存大、成本浪费,以及可插拔定位销易对夹具本体和销子造成磨损,降低夹具定位精度等多种问题困扰。
全新方案设计:零点快换系统+芯轴+快换拉钉
以上提到的这些困扰还仅限于测试的一个零件,而庆安公司这一类壳体零件的种类就超过了40种,如何优化装夹方案,缩短加工准备时间,提升生产效率与产品品质?技术团队在多方思考与对比下选择了零点快换系统。
零点快换系统是当前工装夹具标准化趋势下的一项创新技术,是机床工作台与工件(或夹具)的一个标准接口,在数秒内,即可通过一个或多个定位销将工件、夹持装置、托盘与机床端的夹持系统快速紧固连接,精确地夹紧在设备中,从而提升不同工艺的转化和设备连接的通用性,将整个制造资源的匹配最大化。
“我们非常看重雄克公司的设计能力,当我们提出改进需求后,雄克的技术力量第一时间便来到车间现场,共同进行具体装夹方案的分析讨论以及加工测试。我们不仅仅看重这一个零件的优化,而是希望能借鉴他们的专业设计能力和全球化的应用经验,在实现该类零件提质、增速需求的同时,将模块化工装的思路进一步拓展至整体。”庆安公司技术团队负责人说道。
“我们在航空零件夹持方案的优化设计上有着丰富的经验,庆安公司的需求比较典型,但也有其特殊性,基于零件的结构特征、加工工艺,并综合考量生产效率、成本节约、空间布局以及庆安公司想要适应未来加工品质提升与加工需求拓展等多方因素,我们为其提供了定制化的解决方案——‘零点定位系统+芯轴+快换拉钉’夹持方案。”项目负责人,雄克公司高级技术经理麻晓杰表示。
这一夹持方案(如图4所示),在不改变原有工艺方案及定位基准的情况下,通过由基础底座、零点定位器、液压芯轴、零点快换拉钉和变径套组成的工装系统,实现一次装夹加工3个表面,再通过零点快换的方式,快速切换到工件反面与侧面的加工工位,大大简化了原有的装夹流程,提升了装夹效率与精度。


图4 “零点定位系统+芯轴+快换拉钉”夹持方案
零件在机床外通过液压芯轴锁紧后,利用零点快换方式安装于4轴加工中心的工作台上,而后只需将角向限位安装到位,即可开始加工产品的正面轮廓。一面加工完成后,再通过简单的4轴正、负向旋转90°,实现两侧耳片轮廓的切削加工。
产品反面特征的加工则更为便捷,也是此新方案的一大亮点。雄克技术人员根据零件的结构特征,在液压芯轴的的正反两侧均制作了快换接口,当正面轮廓加工完成后,只需将芯轴调换180°,即可立即对工件反面进行夹持加工,这样创新性的设计思路不仅最大程度提升了装夹效率,也将夹具的柔性无限拓展。当外轮廓与正反面特征均加工完成后,将夹具侧置安装在4轴加工中心的法兰上,通过4轴旋转,可完成产品两侧耳片上斜孔的加工。
在产品换型的装夹中,对于不同齿顶圆直径的零件无需再更换整个夹具主体,只需在一套夹具基础底座上增加零点快换系统和可移动定位销,同时通过更换芯轴和芯轴的变径套以及端面定位装置,调整定位销位置或更换不同规格定位销即可实现不同零件的快速更换与夹紧。
柔性、复用的模块化工装带来极致高效
通过雄克模块化零点快换装夹方案,工件在加工中人工装夹的操作时间从原来的5min缩短至1min,在产品换型时的装夹中,由于无需更换夹具底座并重新找正,装夹效率显著提高,时间从60min大幅缩短至10min。

图5时间对比表
同时,基于零点定位系统和液压芯轴的配合,不同零件的换型装夹操作可在机床外进行。在实际生产过程中,可实现一套在机内加工,一套在机外装夹工件,如发现工件需要返工时,也可以将芯轴和工件二次装入机床,直接加工。无需停机等待的优势更进一步提升了机床利用率、提高了加工效率。另外,用一套夹具覆盖43种同类型产品,替换原有的28套夹具的强大通用性,大大减少了夹具库存,降低了成本投入,也为日后批量生产奠定了基础。

图6 优化后产品换型的流程
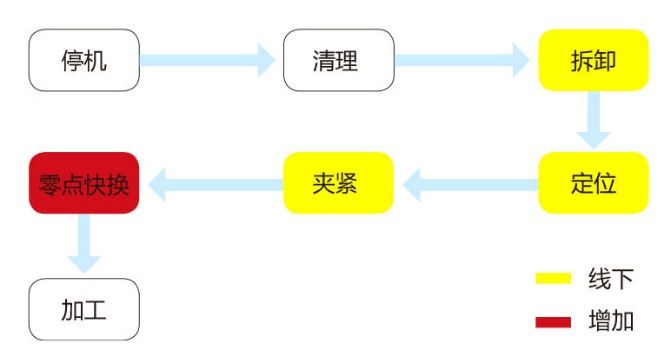
图7 批生产加工流程
保障加工品质,是采用雄克零点快换系统的另一大优势。与传统依赖人工手动装夹、找正相比,液压芯轴的定位精度小于0.003mm、零点定位系统的重复精度在0.002mm以内,双重精度的保障使得产品在实现快速换型的同时,工件的良率以及稳定性、经济性都得到了大幅提升。
“庆安公司是航空机载设备的领先企业,工艺技能扎实,对于品质的要求十分严格,此次能够携手完成这一装夹工艺优化项目,我们备感荣幸。以夹持技术的创新设计最大程度地挖掘现有设备所蕴含的生产潜能,是雄克始终致力所为的目标,此次用户获得满意生产效果便是对我们的最大认可。庆安公司在方案设计之初便已要求我们要为下一步自动化升级打基础,这样的顶层创新能力,这样脚踏实地的技术团队令人佩服。”麻晓杰对此项目不无感叹。
的确,对于庆安公司而言,采用模块化工装技术还有一层更为深远的意义——赋能自动化转型升级。无论是自动化生产还是数字化技术,其所作用的对象始终是要制造的工件,整个工艺流程设置的核心也是工件在不同设备的流转,而这一流转过程就离不开工装夹具的支撑。传统的工装夹具仅适用于人工上下料,不能满足机器人自动化的要求,庆安公司技术团队清晰地认识到了工装夹具技术优化对于生产迈入智能化阶段的重要性,果断采用了前沿的智能化模块工装,并已将其辐射至工厂的更多应用领域。新一轮工业革命浪潮已经来袭,市场需求瞬息万变,面对机遇和挑战,庆安公司将持续致力智能制造、数字化生产转型,为建设新时代航空强国贡献力量。
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多