新能源车变速箱轴承座安装孔的加工中,哪种方式更合适?
在新能源变速箱中最重要的一个零部件就是轴承座安装孔,这个孔的加工难点可以用三个“高”来表示。
第一:孔径的公差要求非常高,一般是在IT6级。
第二:孔的形位公差要求特别高,特别是指孔的圆度圆柱度。
第三:孔的粗糙度要求非常高,一般都会要求在Ra0.8以内。
此外,有些孔底有清根要求。对刀具的要求第一高效,第二高精度,第三高稳定地加工。

对于精度如此之高的轴承孔的精加工,我们一般会采用以下三种加工方式:
第一种用精镗刀加工,精镗刀的优点是刀具成本比较低,刀具的尺寸也可调,但是它的缺点就是加工效率比较低,因为它是一个单刃切削刀具,而且对于一些形位公差比较高的场合来讲,因为镗刀是单刃切削,没有支撑,所以它的圆度或圆柱度会略逊于铰刀的加工。

第二种加工方式,就是导条铰刀,它的优点也是刀具尺寸可以调,这样可以非常好的保证刀具的孔径公差,并且它是有导条作为支撑,所以说孔的形位公差也能非常好的保证。它的缺点就是刀具的制造成本比较高,交货期比较长。
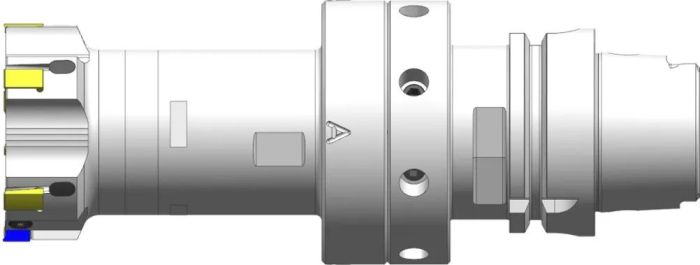
第三种加工方法就是焊接式的PCD铰刀,它的优点就是形位公差和孔径可以非常好的来保证,而且它是一个多刃切削加工效率也非常高,但是它的风险就是因为这是一个焊接刀具,或者说定尺寸的刀具,直径不可调整,根据工状不同有缩孔的情况,并且这种刀具的使用成本会比较高。



现在肯纳还可以提供一系列的PCD的标准产品,如PCD的钻头、铰刀以及铣刀,可以大大缩短客户的交货周期。
以上三种方式,哪种更适合您的加工要求呢?
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多