三菱综合材料2025年度新产品首次亮相CIMT2025!

三菱综合材料备受瞩目的重磅新品将在今年7月正式发售,此次CIMT展会期间,新产品将提前与大家见面。这将是新品发售前的独家展示机会,仅限展会期间。
我们诚挚期待您的到来,莅临我们的展台,与新产品“初次见面”!
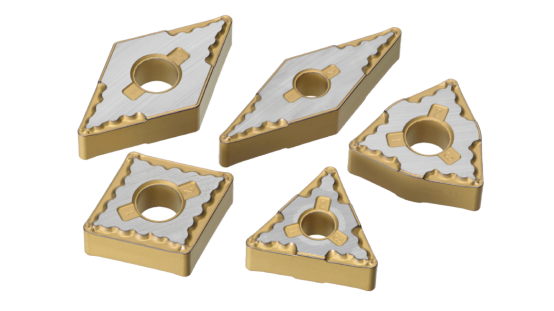
(一)不锈钢车削加工用涂层硬质合金材料“MC/MP7100系列”
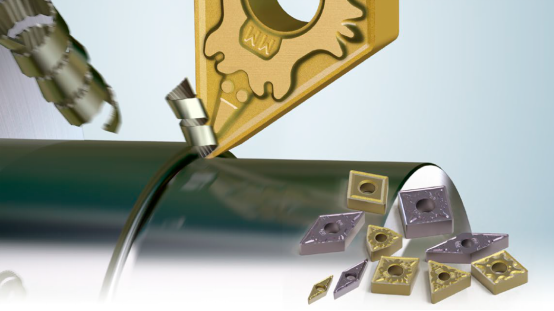
通过将先进的涂层技术与独自开发的硬质合金基体相融合,推出了可对应各种不锈钢种类及各种加工形态的系列产品。
高速切削加工的明星产品
MC7115
基体的硬度提高,发挥出众的耐塑性变形性与耐前刀面磨损性
· 专门用于高速切削的MC7115,在奥氏体类不锈钢的中~大型零件加工中,凭借线速度250 m/min以上的高速切削条件,可大幅缩短加工时间。
不锈钢加工的全能产品
MC7125
耐塑性变形性与耐崩刃性兼备,稳定感出众
· 作为第一推荐材料的MC7125,是能够覆盖从连续加工到断续加工等多种加工形态的不锈钢加工全能型产品,可实现加工效率的提升。
· 【加工事例】螺母 SUS316 / 内孔加工
对于在螺母内孔粗加工时刀具寿命不稳定的客户,使用MC7125-MM断屑槽刀片能够实现稳定加工且达到原来2倍的刀具寿命,减少刀具更换次数。
无惧冲击力的斗士
MP7135
采用结合强度、耐热性提高的涂层与专用硬质合金基体, 发挥出众的耐磨损性以及耐破损性
· 断续加工中抗冲击力强的PVD涂层硬质合金材料,适用于不锈钢带槽、带孔毛坯的断续加工以及锻造、铸造不锈钢零件的粗加工。
· 【加工事例】叶轮 SUS316L / 端面加工
对于在叶轮强断续部位粗加工时为产生大量毛刺而烦恼的客户,MP7135-GM断屑槽刀片可抑制粘结导致的磨损,减小了毛刺,将刀具寿命提高到了原来的1.25倍。
(二)高机能整硬立铣刀“SMART MIRACLE立铣刀系列”
多刃长颈型立铣刀

· 高刚性长颈型,在避免与工件发生干涉的同时还能保持刚性,因此可以实现稳定的加工。
· 长颈直角型立铣刀“VQ3XL”和“VQ4XL”,由于采用了微小钝刃设计,可尽量减小工件圆角部的残留量,同时通过提高刀具的强度可抑制崩刃现象。
· 长颈圆弧头型立铣刀”VQ4XLRB”通过优化底刃容屑槽,实现良好的切屑排出效果。
5刃带分屑槽减振立铣刀

· 分屑槽形状
出色的断屑性与耐破损性,可防止切屑引起的故障。
· 适合高效加工的容屑槽形状
排屑性与刚性出色的剖面形状,适合余摆线加工等高效加工。
(三)铣削加工用涂层硬质合金材料“MV1000系列”

· 适用刀盘型号扩充,新增了132个型号刀片。
· “MV1020”具有出色的耐磨性和耐热冲击性,在加工钢材和球墨铸铁时,高于以往切削速度的条件下可实现稳定切削,大幅缩短作业时间。
· “MV1030”耐热冲击性优异,即使在容易产生热龟裂的断续切削、湿式切削以及不锈钢加工中,也能提高加工的稳定性。
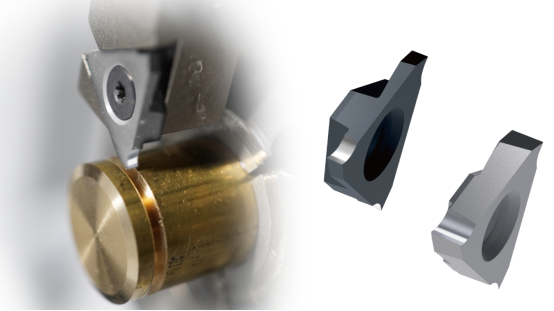
(四)刀头可换式车削刀具“XB系列”

· 同一刀柄通过更换刀头可实现切槽、倒角、螺纹等多种加工应用。
· 采用通过三个键槽进行六面约束的高刚性设计,能够牢固约束刀片。仅使用正面一个螺钉锁紧的简单操作也可实现抑制高频振动的稳定加工。
· 刀柄可选择硬质合金材质和钢两种材质。与内部供液式SLV圆刀柄组合使用,能够大量供应高压冷却液,从而实现有效的切屑排出。
(五)小切深、大进给精加工用FPH断屑槽
· 钢车削加工用CVD涂层硬质合金材质MC6100系列,追加用于小切削深度、大进给的精加工用FPH断屑槽。
· 正棱边刃型与特有的2 段凸起相结合, 小切削深度大进给的切削条件下的切屑优化,可缩短加工时间。
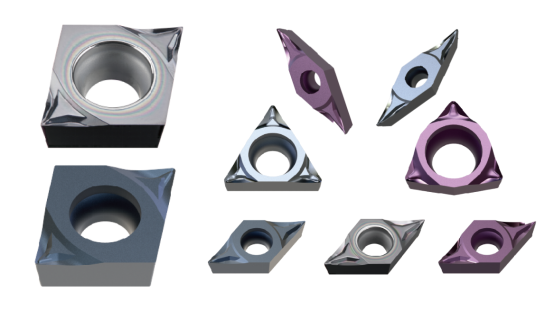
(六)小型高精度零件加工用浅槽刀片
· 小型高精度零件加工用浅槽刀片追加铝合金加工用”MT2015”及不锈钢加工用”MS7025”两种材质68个型号。
· 追加环形槽加工用高精度E断屑槽,可对应精密的E型环用槽加工。
(七)微小切深加工用”FSF断屑槽”
· 切削锋利性出色,设计流畅实现低切削阻力,可加工出精美的加工表面。
· 采用了抗切削深度变化能力强的多段式断屑槽,能够应对各种工件形状。
· 同时推出了镜面处理型FSF-P断屑槽(刀片前刀面为镜面加工),耐粘结性大幅提升,从而实现了更加精美的加工表面。
三菱综合材料与您相约 2025CIMT
感谢大家长期以来对三菱综合材料的信赖与支持!三菱综合材料诚挚邀请您莅临第十九届中国国际机床展览会,三菱综合材料将携高端技术成果精彩亮相,全方位展示产品的核心优势与独特魅力。期待与您现场交流,共探合作机遇。
展会时间:2025年4月21日 - 4月26日
展会地点:北京顺义新国展二期
展位号:B4-411

文章来源:三菱综合材料
图片来源:三菱综合材料
转载平台:企业供稿
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

牧野a51nx/a61nx焕新升级!iKnowledge解锁高效生产新体验
2025-11-28
-

山特维克可乐满丨铣刃有余 CoroMill® MS60 六刃出击,全能高效
2025-11-28
-

先临三维丨精密测量,赋能重器:高精度三维扫描助力柳工集团“智”造升级
2025-12-01
-

专业保养赋能高效生产:百超折弯机全流程服务筑牢制造业品质基石
2025-11-28
-

如何应对涡轮壳高效加工挑战
2025-12-01
-

博亚精密机械: 国产干式真空泵的突围之路
2025-12-01
-

【约稿】现代制造2026年第1期杂志开始约稿啦!
2025-12-02








评论
加载更多