Radian激光跟踪仪在大型减速机箱体检测领域的应用
减速机,一般用于低转速大扭矩的传动设备,把电动机、内燃机或其它高速运转的动力通过减速机输入轴上齿数较少的齿轮啮合输出轴上的大齿轮来达到减速的目的;减速机在原动机和工作机或执行机构之间起匹配转速和传递转矩的作用,是一种相对精密的机械;使用它的目的是降低转速、增加转矩,为工程机械提供更大的动力。
在减速机工作过程中,各轴传递转矩时要产生比较大的反作用力,并作用在箱体上;因此,在减速机系统中,不仅需要严格保障齿轮的加工精度,对其重要组成部分---箱体,同样需要保障其足够的刚性、以及部件间的配合尺寸精度,以确保各传动轴的相对位置精度。

图为:某型号减速机箱体
减速机箱体的检测要点&测量需求
箱体作为减速机的主要组成部分,为了避免其在加工和工作过程中产生不允许的变形、从而引起轴承座中心线歪斜、使齿轮产生偏载,影响减速器正常工作,首先要保证齿轮箱自身的壁厚和刚度,并在此基础上保证不同级变速轴线之间的相互间距和前后轴承孔间的同轴度。减速机的尺寸往往达到2-5米,且对加工精度的要求很高,对检测部门开展工作提出了挑战。
归纳来讲,减速机箱体检测,测量的内容包括:孔径、孔间距、同轴度、平行度、垂直度;根据部件和测量需求的不同,其测量精度要求在0.02-0.05mm。
传统的测量方式
传统方法1:采用杆式内径千分尺配合卡尺测量轴承孔的直径和孔间距;但测量其前后是否同轴则需要借助千分表,将工件放在加工机床的工作台上(机床精度需保证),找正,将磁力表座、杠杆式千分表固定在刀杆上,缓慢旋转,测一个孔,移动工作台,再测另一个孔,观察千分表的数值变化和数值大小的方向变化。
传统方法2:通过使用相关测量仪器进行以上内容检测,结合现场环境和工件大小,一般小型测量仪器必须通过至少三次转站才能完全测量所有待测点,而设备的转站,往往会造成测量误差的增加,从而难以满足0.02-0.05mm精度的检测需求;当转站精度难以满足测量需求时,就只能采用龙门式三坐标对箱体进行相关测量检测。
综上两种测量方式,方法1对人员的操作技巧要求较高,主观性较大,且费时费力;方法2则需要更大的成本来支撑产品的检测,且对于将沉重的箱体从机床上移动至恒温恒湿条件下的三坐标室,这一过程也会耗费较大的人力成本和时间成本,降低生产效率。

图为:Radian激光跟踪仪减速机箱体测量作业中
基于减速机箱体的特征特点、以及测量需求,客户选择了使用API品牌的Radian Pro型号激光跟踪仪对大型减速机箱体实施检测作业。
测量软件可以包括表格、柱状图、饼图、箭头、色差图等等在内的各种形式快速生成检测报告,让测量结果一目了然,为生产提供可靠的改进数据。
Radian激光跟踪仪优势总结
1、高精度测量
API品牌的Radian系列激光跟踪仪,以其超高的精度(μm,0.001mm),可充分满足大型减速机箱体制造各环节中0.02-0.05mm的精度要求;配合iVision智能可视系统为用户提供更灵活、友好的测量手段。
2、测量环境不受限制
Radian Pro激光跟踪仪提供40米、100米、160米测量范围可选,不论是在测量工位还是直接在机床上进行测量,只需根据需要的测量范围选择型号,将设备固定在被测件正前方即可,不用担心距离受限或工件过大引起的无法测量问题。
3、iVision主动视觉系统
4、高拓展性应用
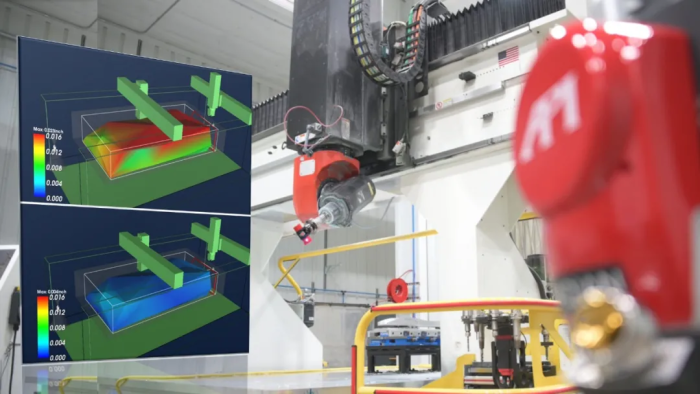
图为:Radian激光跟踪仪机床空间误差补偿(VEC)作业中&补偿前后误差图
(左上为补偿前;左下为补偿后)
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多