PEMTec--助力模具加工
帮您延长模具使用寿命- -这就是机床设备生产厂PEMTec公司的承诺。
自2006年公司成立以来就在全球范围内销售了200多台加工机床 , 其中2017年推出的PECM系列高科技产品PEM800S就有20多台。
“参加EMO汉诺威国际机床展之前公司的产品主要有三种:智能化的PEM400,PEM600和大型设备PEM800。同时,可装夹多个毛坯及大零件的PEM800成为Pemtec公司最畅销的设备。我们希望在2021年年底前推出另一款可以加工硬质合金的新产品:PEM3.1 SX CC。” Hans Kuhn先生在接受采访时强调到。
▲图源: NCFertigung
采用Pemmen电解加工工艺技术的800S数控电解加工设备非常适合于加工高硬度的零件,例如各种冲头、硬币模具,也可用于手术器械、阀板、齿轮的加工或者用于切割长槽。

▲图源: PEMTec
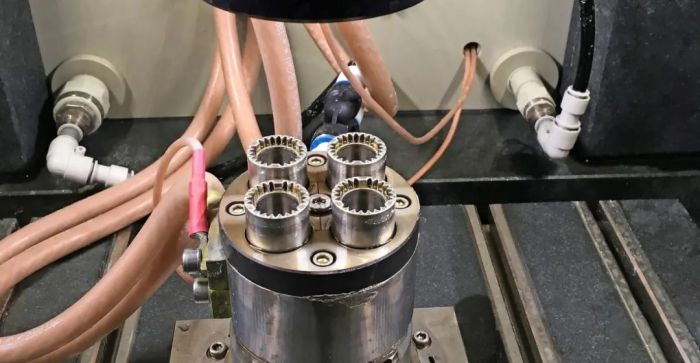
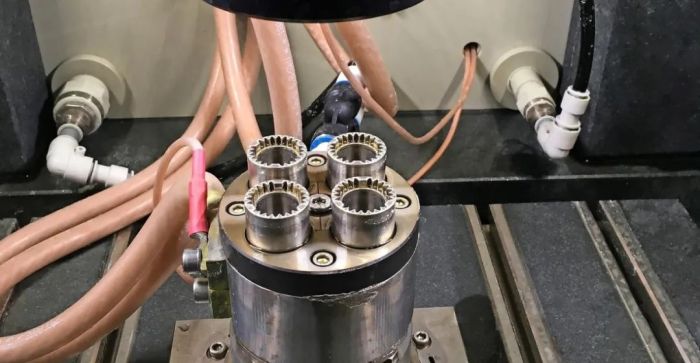
PEMTec公司电解设备内齿轮加工示例:利用有4个电解电极的模具在7.2分钟内在1.4301号不锈钢中完成了齿深4毫米的电解加工;内齿轮的表面粗糙度为Ra0.26。在这一个电解加工过程中完成了齿型的精密加工、去毛刺和表面抛光。

▲图源: PEMTec
在一次电解加工中就可以在12毫米的工具钢中完成宽度10毫米的冲裁凸模和凹模的生产制造。

▲图源:PEMTec
PEMTec公司研发生产的PEM800S电化学加工机床可以同时使用多个电极完成切割、压头和冲头的加工,并且确保被加工零件的金属晶格不会发生改变、不会出现微细裂纹。
几乎无磨损的模具表面
延长了模具的使用寿命
PEMTec公司总经理介绍说:PEM800S的独到之处是它的加工精度。运行平稳的Z轴是该设备的最大亮点:极其精确的Z轴运动使它能电解加工出最高精度的任意几何形状。“没有其他机床设备和工艺技术能够像它一样使用同一电解电极完成粗加工、精加工和高光泽镜面的加工了。”在批量生产过程中,难以加工的钢材,例如TiAl钛铝合金、铬镍合金、PM粉末冶金钢或者不锈钢等等都可以在800S电解加工机床中轻松的完成成型加工,而且电极的损耗很低。这是高强度模具、零件加工的理想解决方案,例如压力机冲头、硬币模具、手术器械、阀板、齿轮或者长槽加工的理想解决方案。
无毛刺 无裂纹
更长的使用寿命
“最重要的是:800S每秒钟都在批量化的生产高精度的零件。”Hans Kuhn先生解释说:800S电解加工时的最大输出电流为12000A,可以加工的零件面积高达120cm²。如果需要更高的输出功率,例如表面抛光,则可以按照模块化的方式将800S的输出功率升级到24000A。他还解释说道:购买800S电解设备的投资价值主要在于提高零件的加工质量。因此800S加工后的表面无需通过热处理来调节零件内部的晶格状况也无需去除毛刺的后续精整。没有毛刺、没有晶间裂纹的零件可以明显的延长零件的使用寿命。据Hans Kuhn先生说:这是因为Pemmen工艺技术是非常“柔和”的对待被加工零件的材料。
非接触的加工出
0.03微米的表面质量
电化学的PECM精密电解加工工艺技术是以非接触式的电解加工方法高精度的加工金属零件。在负极性的刀具电极(阴极)和正极性的零件(阳极)之间是导电性的电解质:盐水。电极和零件之间缝隙中的电解质将电化学电解出来的离子化金属微粒带出来。这就把电极的形状、尺寸“留在”被加工金属材料上了。“同步的脉冲电流、振荡的刀具电极和极小的加工间隙是高精度和经济性电解加工的基础。” Hans Kuhn先生说。无接触、不发热以及没有机械影响是微米级范围内加工精度和可重复加工精度、0.03微米表面粗糙度的根本。
决定性的介质:电解液
常规的电火花加工过程常常是用8000℃至12000℃的高温加工工件的,加工后的工件表面都会留下人们非常熟悉的“白色”。这种白色就是零件材料受热的标记。与电火花加工不同,Pemtec公司开发的电解加工工艺技术是在室温下操作的,所加工的零件没有毛刺,通常可以直接用于零部件的装配。但在使用Pemmen工艺技术时需要认真、仔细:“因为电解液是零件加工质量的决定性因素。”Hans Kuhn先生说。这是因为Pemmen工艺技术中使用的“盐水”是Pemtec公司专门开发的、去除了矿物质和去离子的盐水(NaNO3),是一种电解加工用的“工具”。即便是常规自来水中的结晶颗粒也会影响Pemmen工艺技术,从而影响产品的加工质量并干扰电极与工件间10微米至20微米的工作间隙。
▲图源: NCFertigung
首次在2017年EMO国际博览会上亮相的PEM800S电解加工机床不到两分钟就可以加工出一个内齿轮。原来的内齿轮加工工时是PEM800S的四倍,平均为24分钟。

▲图源: PEMTec
PEM800S数控加工中最重要的一点就是60Hz左右的冲洗频率,这就保证了每秒能够将电解下来的金属微粒冲走60次。
确保质量控制
自动化的控制软件
“我们建议:在您需要制造高精度和几何形状非常精确的零件时使用我们开发的质量控制软件Hüllkurve。” Hans Kuhn先生说。它像公差控制软件一样定义了PEM800S电解加工的公差余量,并能通过对电压和电解液压力的测量控制被加工零件的几何形状误差。“当质量控制软件Hüllkurve仅仅在微米级的范围内发现异常也会判定该零件的加工不正常,并将其显示在控制系统屏幕中。这在一次装夹多个零件同时加工时是非常有益的。”Hans Kuhn先生说道。大批量生产过程中经常使用的上下料机器人也会在出现上述异常工况时停止工作,直到查清异常原因之后才开始重新工作。这也就是说:PEM800S型电解加工机床有着很高的自动化程度。
一次装夹就能完成
复杂凹模的全部加工
Pemmen工艺技术的最重要一点就是大约每秒钟60Hz的冲洗频率;这就意味着每秒钟要冲刷60次电解下来的金属微粒。冲洗频率可以在1Hz至100Hz之间调节。“这就是我们与EDM电火花腐蚀加工的最大区别。电极与零件之间的间隙大小是实现高精度和高表面质量的重要指标。” Hans Kuhn先生说。这也是为什么迄今为止只有在PECM机床上才能够在一次装夹中完成带有倒锥角凹模的全部加工、并且将尺寸精度控制在微米级以内、得到光洁如镜的表面质量。

▲图源:PEMTec
“质量控制软件Hüllkurve,为您提供真正高精度和精确几何形状的零件制造。” PEMTec公司的Hans Kuhn先生说。
速度提高了三倍:
每件内齿轮的加工只需两分钟
“最重要的是:根据具体的使用情况,新型PEM800S电解加工机床比我们其他标准设备的加工速度快了三倍到四倍。” Hans Kuhn先生说。例如,在2017年度汉诺威EMO国际机床设备博览会中展出时每件内齿轮的加工工时只有不到两分钟。原来一次装夹4件时的平均加工工时为24分钟。Hans Kuhn先生强调说道:“即便是24分钟的加工工时也是这种高质量内齿轮加工的“最佳”工时了;因为那时的垂直加工的电火花腐蚀加工根本无法在这样短的时间内完成内齿轮的电火花加工。但还必须说明一点:利用PECM工艺技术加工这类零件也是一个非常复杂的加工过程。因为PECM工艺包含了一系列的技术方法;这也是这种非接触式电解加工技术的最大优势所在。”
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多