栏杆扶手的精磨抛光选择
不锈钢这样外观优美,耐腐蚀,清洁方便又易于加工钢具,是制造扶手和栏杆的不二之选。
楼梯栏杆和扶手的加工时,使用粗磨后的不锈钢管材和棒料可以最大程度的减少不锈钢零部件的手动精加工工作量。
不锈钢材料精磨、抛光时,所使用的磨粒粒度不要过大,以免过多的去除金属材料、产生不必要的磨痕或者削弱了管材的壁厚。从粗磨工序切换到精磨工序时,被加工零件和磨削工具都需要清理干净,以避免残留的粗大砂粒影响后续的精加工。
磨削、抛光金相显微样本时,应始终按照金属样本前一工序磨削、抛光时的纹理方向进行精整加工。可能的在“连续抛光工序”中完成金相显微样本的精整加工。
从粗磨工序切换到精磨工序时,被加工零件和磨削工具都需要清理干净,以避免残留的粗大砂粒影响后续的精加工。
磨削、抛光金相显微样本时,应始终按照金属样本前一工序磨削、抛光时的纹理方向进行精整加工。可能的在“连续抛光工序”中完成金相显微样本的精整加工。
由于奥氏体不锈钢的散热速度比铁素体钢要慢许多,因此加工奥氏体不锈钢时的磨削速度和压力都要小一些,以避免表面烧蚀和热变形。Suhner Abrasive研发生产的手动磨削工具可以无级调速,高效的帮助您得到高质量的磨削、抛光效果。
选择合适的手持磨机是高效的得到理想加工效果的前提。
要想获得所需的特性须采用正确的加工工艺技术、使用正确的机械设备和准确的磨削、抛光磨机。
如果要想使零部件实现预期的最佳功能和使用寿命,则需要使用磨削和抛光技术处理零部件的表面。
而Suhner Abrasive公司则是您表面加工最好的合作伙伴,并能在专业技术、机床设备和磨料技术等方面为您提供支持和帮助。
UKC 3-R角磨机
UKC 3-角磨机最适合磨削难以接近的锐角焊缝。不同刚度的砂轮使其能够完成焊缝磨削、除锈或者磨削装饰性的花纹。
无级变速:1400转/分~3200转/分

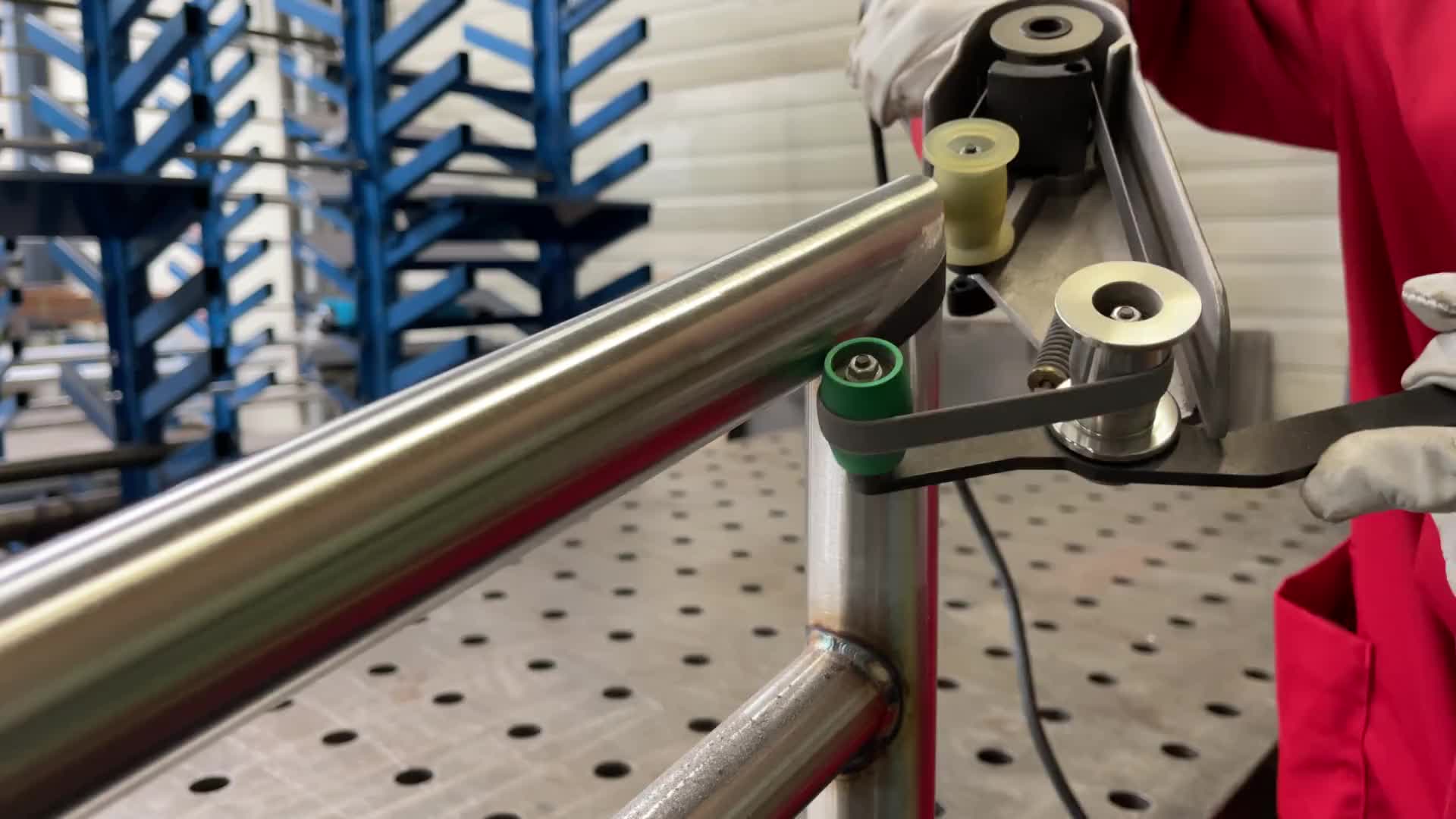
带式管材抛光机 UTC 9-R
带式管材抛光机 UTC 9-R是专门为管材零件的磨削和抛光为设计的;例如扶手、栏杆类不锈钢结构件的表面抛光。它的最大特点是:柔性砂带能够用180°的包角包裹着管材进行磨削、抛光。其特殊的结构设计使其也可以完成“封闭结构”的管材精整加工。
无级变速:3000转/分~8200转/分
指状砂光机 UBC 9-R
指状砂光机 UBC 9-R可用于去除焊渣。使用这种磨机时应集中精力、小心谨慎,避免触及焊渣相邻区域、损伤已加工好的表面。通常情况下还需要装饰性的磨削、抛光,以使去除焊渣后的表面与周围表面的色泽、纹理保持一致。

电动锉刀 UMC 6-R
电动锉刀UMC 6-R适用于清理角焊缝、管道连接处或者锐角连接处的焊缝。
它能锉平凸起的焊缝、烧蚀色或者锉削出装饰性的花纹。
无级变速:2300转/分~5200转/分

相关推荐
-

舒能:气动工具的选择
Suhner气动工具噪音低、振动小。气动磨机的外壳是塑料制成的,具有很好的隔热性能和握持性能。机床设备和刀具的组合以及正确的切削加工参数对切削加工质量、磨削效率和性价比也有着决定性的意义。精铣、研磨、雕刻和抛光等加工领域,特别是在工具制造、模具制造、飞机制造和3D打印技术的精整后处理等方面都可以使用Suhner公司研发生产的气动工具。
2022-07-07
-


热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多