Radian激光跟踪仪在五轴机床RTCP高精度测试中的应用
中大型五轴机床的RTCP高精度测试
在五轴加工中心数控系统里,认为RTCP即:Rotated Tool Center Point,也就是我们常说的刀尖点跟随功能。在五轴加工中,追求刀尖点轨迹及刀具与工件间的姿态时,由于回转运动,会产生刀尖点的附加运动,造成数控系统控制点与刀尖点的不重合,因此数控系统要自动修正控制点,以保证刀尖点按指令既定轨迹运动。此技术也被称之为TCPM、TCPC或者RPCP等。在RTCP状态下实施五轴机床的检测,就是为了精准综合分析控制点是否修正到位、以及刀尖点运动轨迹的精度。
检测中的问题
对于五轴机床在RTCP状态下的检测,目前较为通常的做法是使用球杆仪(Ballbar)或者旋转检查器(Rotary Inspector)来进行。
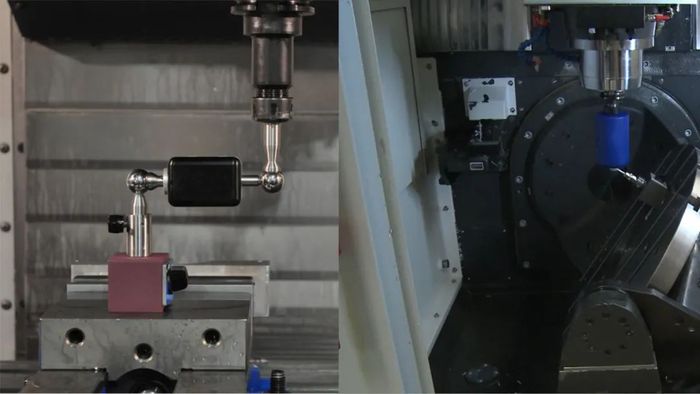
图2:球杆仪(左)和旋转检查器(右)工作示意
使用球杆仪进行检测时,将球杆仪两端分别固定在机床主轴和工作台上,测量机床运动形成的圆形轨迹,并将这一轨迹与标准圆轨迹进行比较,分析出误差幅值。但实际操作中,由于球杆仪本身是机械结构,整个检测过程也非常依赖于其结构本身的特征特性,故而在检测中,尤其是大型五轴机床的检测中,很容易受到测量行程不足问题的影响,即便使用加长杆,也无法完全满足对于大型五轴机床检测的行程需求,且其过于冗长的加长杆本身也较容易造成使用的不便。
使用旋转检查器进行检测,类似于使用球杆仪,需将检测设备分别固定在机床主轴和工作台上,不同的是,旋转检查器采用非接触传感器的方式进行三维位移采集。然而,即便是非接触方式的数据采集形式,仍需将球头部分探入镶嵌有三个传感器的球窝中,并在保持距离的情况下进行测量作业。实际测量中,依然无法满足大行程的数据采集需求,且由于其自身结构和工作方式特点,造成测量角度范围受限较多。
API 解决方案
针对中大型五轴机床的特点、检测需求、以及现有检测方法的不足,API开发了一套解决方案,使用Radian激光跟踪仪配合高精度靶球,可适用于各种中大型龙门、悬臂等五轴机床RTCP性能检测,在保障了检测精度和效率的基础上,成功避免了上述两种现有检测方式在作业时受到的由于结构、行程、角度等方面不足所带来的限制,真正实现了“行程自由”、“角度自由”的检测方式。

图3:Radian激光跟踪仪五轴机床RTCP测试作业中
检测流程
1、将跟踪仪靶球置于刀尖点(参见图3机床刀尖点处);
2、以跟踪仪原点为虚拟加工球面的球心;
3、机床运行RTCP加工程序,跟踪仪实时跟踪测量;
4、根据测量数据,评价机床精度。
特征特点
➤适用于各种中大型五轴机床在RTCP状态下的动态和静态检测;
➤Radian激光跟踪仪可提供超过80米的测量半径,刀尖点可以在这一范围内,进行大行程、大范围的运动,完全避免了使用球杆仪和旋转检查器实施检测作业时在行程范围上受到限制的问题,真正实现“行程自由”;
➤结合平动轴运动,旋转轴可以进行大范围转动,Radian激光跟踪仪可配合机床实现B角360°、A角+79°至-59°(138°)的角度测量范围,进一步实现了五轴机床检测作业中的“角度自由”;
➤Radian激光跟踪仪使用激光干涉(IFM)测长来评价刀尖点球度,精度达到0.5μm/m,并可溯源;
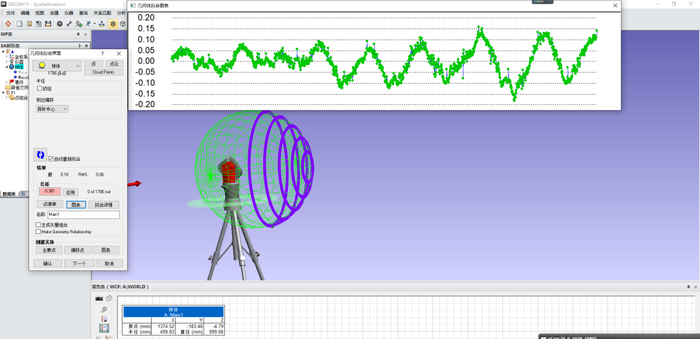
➤使用Radian激光跟踪仪,即可实施刀尖点运动轨迹动态跟踪检测(参见图4),也可实现刀尖点位置静态高精度检测(参见图5)。
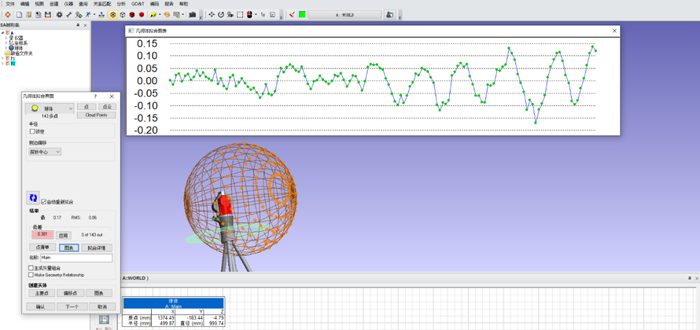
图5:刀尖点位置静态高精度检测数据分析
结论
使用API品牌Radian激光跟踪仪,可实现中大型五轴机床在RTCP状态下的检测,精度高、速度快,并完全规避了现有检测方式由于结构、测量行程、角度范围等方面的不足带来的问题,高效适用于各中大型五轴机床在刀尖点运动轨迹中的跟踪检测或刀尖点位置静态高精度检测。
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多