以车代磨!全球知名硬车荷兰汉布雷格首次亮相国内机床展CIMT2023
自2019年达诺巴特集团收购全球知名硬车汉布雷格以来,2023年的中国国际机床展将首次展示汉布雷格的销冠机型MIKROTURN100. 届时您可以在北京新国际展览中心E2馆的达诺巴特集团展台E2-B001一览它的现场演示。
什么是以车代磨
高精度车削是一种非常柔性的工艺。 它设置简单/换型容易,可以在一次装夹中完成内孔和外圆的车削加工,有利于减少累计误差提高零件精度。 同时车削加工具备更高的金属去除率,也就意味着可以提高效率。 然而,它最大的优势是可以便捷的加工复杂的零件轮廓,不同的零件轮廓形状可以通过 CNC 程序,使用多轴插补的方法,由超精密机床精确生成。 而在磨削的情况下,通常需要多次设置才能加工完成复杂形状的工件,对于需要特定砂轮形状进行加工的每个轮廓都需要更换砂轮。 因此就小批量加工而言,这会显著影响加工效率。

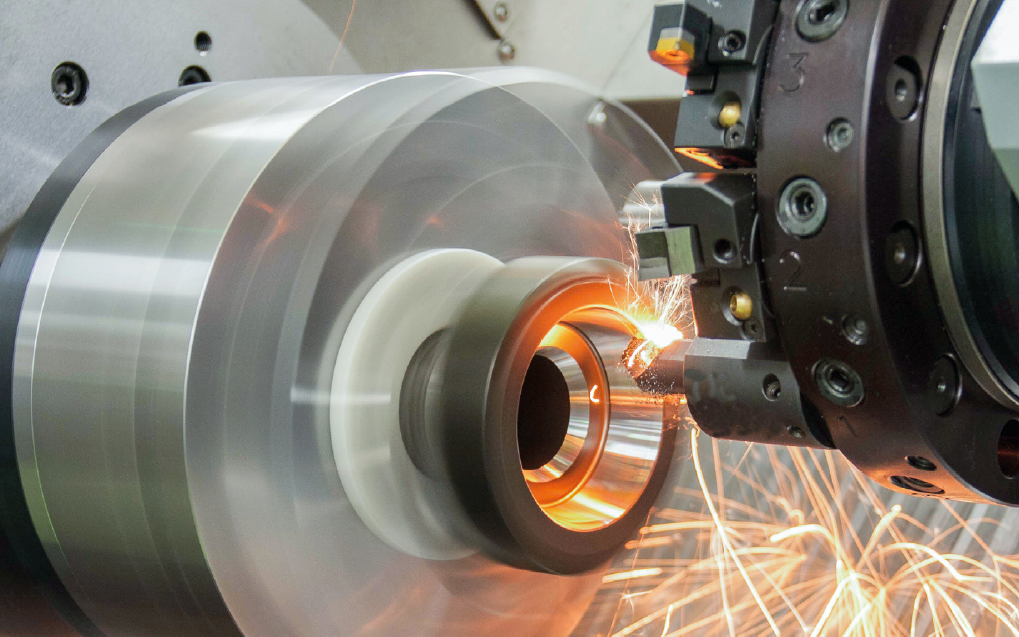
在汉布雷格MikroTurn100车床上车削加工硬质合金拉伸模
现在,通过具有极佳动态刚性和超高精度的车床以及新型金刚石刀片,可以实现硬质合金零件(以车代磨)的柔性制造工艺。
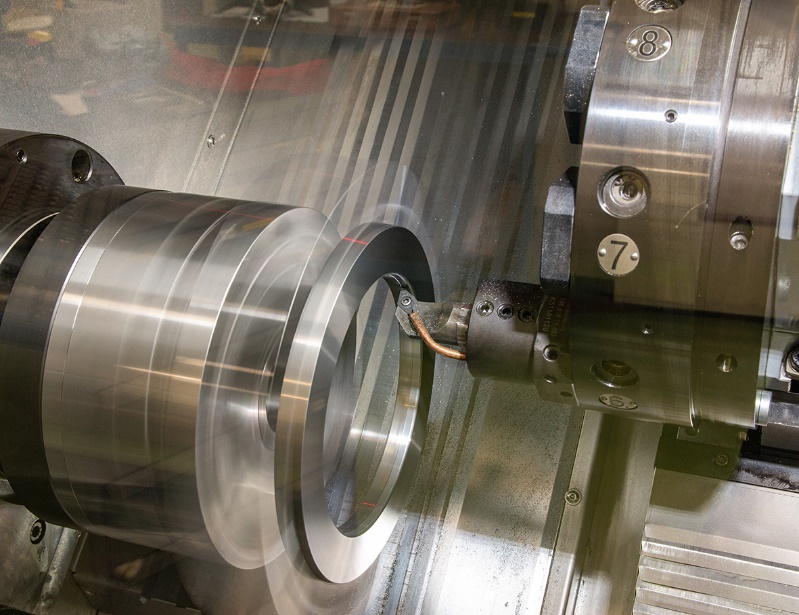
本届展会亮相的全静压技术超精硬车MIKROTURN100
为了实现这种柔性制造工艺,一台超高精度硬车床是必须的。

CIMT2023将重点展示的Hembrug MikroTurn® 100 卧式精密硬车削机床
MIKROTURN® 卧式硬车展示了市场上最高的精度水平。其应用广泛,例如轴承环和滚子、滚珠丝杠螺母,齿轮和轴,液压套筒和活塞和各种模具和组件。主轴和导轨采用无磨损、免维护的静压技术:振动阻尼增强、无磨损、更高的精度和热稳定性。
最佳的机床和创新的刀具是成功将硬质合金车削到与磨削相同精度的关键。 通常,硬质合金材料的硬度值可达80HRC, 而淬火钢的硬度范围一般为 58-65 HRC。加工更高硬度的硬质合金需要远高于淬硬钢的切削力。较高的切削力会导致机床导轨和主轴轴承承受巨大的回推压力。由于有限的减震特性,在传统精密车床上这样的力会导致严重的震动,同时会导致导轨过早磨损,这会引起一系列的问题,诸如尺寸保持能力、轮廓精度、表面粗糙度,且会加快刀具磨损。
重点应用领域:模具制造
在模具行业硬质合金材料经常用于冲压、拉伸和挤出模具。 由于硬质合金材料具有极强的耐磨性,且这些模具具有复杂的轮廓,需满足极高的轮廓精度和表面光洁度,因此传统上采用磨削工艺,由专用的金刚石砂轮磨削完成。 然而,制造商不断面临降低成本、提高质量和提高效率等多方面的挑战。 事实证明,高精度硬车削(以车代磨)有助于实现这些目标。

走近汉布雷格
荷兰制造商汉布雷格机床公司 (Hembrug Machine Tools)在2019年成为西班牙达诺巴特(Danobat Group)机床集团成员之一,专门从事高精度硬车床的开发和制造。此外,他们还拥有车削亚微米级精度要求硬质合金工件的丰富经验。 50 多年前,公司摆脱了传统车床的生产,开发了以静压技术为核心的,包括静压主轴和静压导轨的超精密车床,以满足客户日益提高的质量要求

天然花岗岩主轴箱体
Hembrug Mikroturn®系列机床的主轴和导轨均采用这种“内部”开发的静压技术。事实证明,它优于当今市场上的所有其他类型的主轴和导轨系统。它提供了卓越的阻尼特性以及高动态刚度,与速度无关,这对于最小化刀尖的振动是绝对必要的,而减少震动对于表面粗糙度和延长刀具寿命至关重要。 同时由于导轨副之间或主轴轴承之间没有金属与金属的接触,因此无磨损,可以降低维护运营成本并长久保持机床的精度。
与传统的精密车床相比,这种以静压技术为核心,以天然花岗岩为床身的机床,无疑投资成本更高。但是由于其固有的稳定性,我们得以持续稳定地获得满足精度要求的零件,与此同时刀具寿命更长,调整时间更短。最重要的是,工件质量与磨削相当。
如何选用刀具
除了这些对机床的基本要求外,还必须使用合适的刀具。近年来,这一领域有了许多进展,从而改善了硬质合金的可加工性。只有最坚硬和最耐磨的刀具才能加工硬质合金,目前金刚石类刀具具备这个能力。现在有许多不同类型的金刚石刀具,我们建议使用最新开发的无粘结剂PCD刀片。 它们比单晶金刚石型更耐磨,更坚韧。 新型PCD刀具寿命显著延长、表面粗糙度更好,从而增强了尺寸精度控制能力。这些刀具的出现使硬车削成为一种更加可行的加工工艺。
表面精度达到Ra 0.02 µm
硬车与超精技术的结合
硬质合金的粘合剂含量、硬度、耐磨性、粒度等等,都对其可加工性产生影响。合金晶粒尺寸越细,可获得的表面粗糙度精度越高。 对于粗晶粒而又需要高表面粗糙度精度的产品,Hembrug提供可以集成磨削主轴或超精绗磨的方案。通过这种组合,粗车和半精车削之后,通过磨削或珩磨完成工件的加工。 Hemburg独家提供的“Kombifin超精磨削选件”, 零件表面粗糙度可达Ra 0.02µm。在一台机床上结合硬车加工和超精加工,显著提高了精度和灵活性。通过这种方式,无论晶粒大小如何,用户都可以在表面粗糙度和表面质量方面获得更加出色的结果。
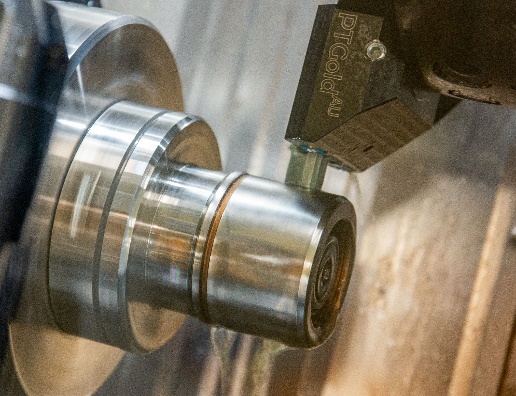
在全球范围内有许多Hemburg Mikroturn®机床用于硬质合金成型工具的精加工。在最近的一次应用中,Hembrug再次证明了硬车削工艺的威力,这是一个含有12%钴粘结剂的直径150 mm拉伸模具。我们的工程师能够以0.2毫米切削深度加工该模具,总循环时间为30分钟。而同一零件的如果采用磨削的方式,则需要8小时。
与8小时的旧磨削工艺相比,这种拉伸模具在30分钟内车削完成,并具有类似的精度结果。
该客户正在寻找一种在不牺牲零件质量的前提下更高效的加工方法。使用CVD金刚石刀片,刀具寿命长达2.5公里,而使用PCD刀片,刀具寿命甚至可以达到4公里。表面光洁度为Ra 0.2。尽管硬车削可以采用干式加工,但使用冷却液(空气或切削液)通常是有益的。有了冷却液,排屑更顺滑,从而最大限度地减少进入工件的热量。冷却液的使用还有助于提高工艺的稳定性
拥有一种灵活的加工方法,如以车代磨加工,能够生产出高质量的硬质合金模具,并达到磨削质量。尤其在小批量生产中,以车代磨工艺,轮廓复杂的零件更易生产,换型时间快,调整时间短,这意味着成本更低,错误更少,交付周期更短。无论生产什么样的工件,都会带来巨大的竞争优势。
文章来源:达诺巴特
图片来源:达诺巴特
转载平台:客户供稿
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多