Utilis案例故事|multidec®-LUB让工作充满效率
multidec®-LUB是一种可以准确将冷却润滑液输送到刀具切削刃处的预调式车刀刀板系统。

节省时间、提高质量的自动车床工艺装备
自动车床和自动铣床都有许多运动轴和切削刀具;因此也可以以很高的生产效率、加工精度完成非常复杂零件的切削加工任务。但这也增加了它们设备调整所需的时间。尤其是安装了多把车刀的排刀刀架的调整、对刀。这时,使用集成了冷却液输送通道的楔形预调式车刀刀板系统就可以节约大量的时间。

图注:RitzFahr公司每年利用Tornos公司、Citzen公司或者Gildmeister公司生产制造的大约40台自动车床生产1.4亿左右、直径在0.5毫米至32毫米的黄铜、钢材、不锈钢或者铝合金材料的零部件。
照片供稿:Klaus Vollroth
德国Efringen-Kirchen市RitzFahr公司客户服务技术顾问Klaus Meier先生表示:“我们为各种工业领域中的客户提供高精度切削加工所需的车削和铣削工艺装备;每家客户每年提供的产品数量在500件到数百万件不等。”

图注:Klaus Meier先生说:“借助于这种楔形预调式车刀刀板系统使我们的多把自动车削刀具对刀调整时间从原来的1到2天缩短到了几小时。刀具调整后的误差也只有±0.02毫米左右。 ”
照片供稿:Klaus Vollroth
利用Tornos公司、Citzen公司或者Gildmeister公司生产制造的大约40台自动车床生产1.4亿左右、直径在0.5毫米至32毫米的黄铜、钢材、不锈钢或者铝合金材料的零部件。在生产这些零件时,RitzFahr公司的人最关注的是有着很高加工精度要求的几何形状和难切削材料的切削加工。
图注:RitzFahr公司精密切削加工的部分黄铜、铝合金和不锈钢零件。
照片供稿:Klaus Vollroth
RitzFahr公司的客户包括来自工程机械、手表和汽车制造行业的众多企业,也包括了医疗器械领域和电子、电气工程技术领域里的企业。这些公司总部通常都在德国境外;尽管如此RitzFahr公司产品的质量和准时供货也赢得了客户们的一致好评。尤其最重要的是:在客户进行可行性分析的技术咨询初期、在屏幕上还没有结构设计图的情况下,RitzFahr公司的客户服务人员就能毫无问题的、经济的拿出满足客户需要的产品生产解决方案。
摆脱设备调整的瓶颈
“这里的自动车床可以使用装有多把刀具的排刀刀架;其中一些自动车中直排刀库的排刀刀架可以安装六把或者八把车刀。”德国Aldingen市的设备销售代理商Eka Klingseisen股份公司的客户服务经理Sven Zehner先生解释说道。这些车刀使用的刀片可以是不同刀片生产厂厂家提供的、有着不同尺寸规格的可转位刀片。
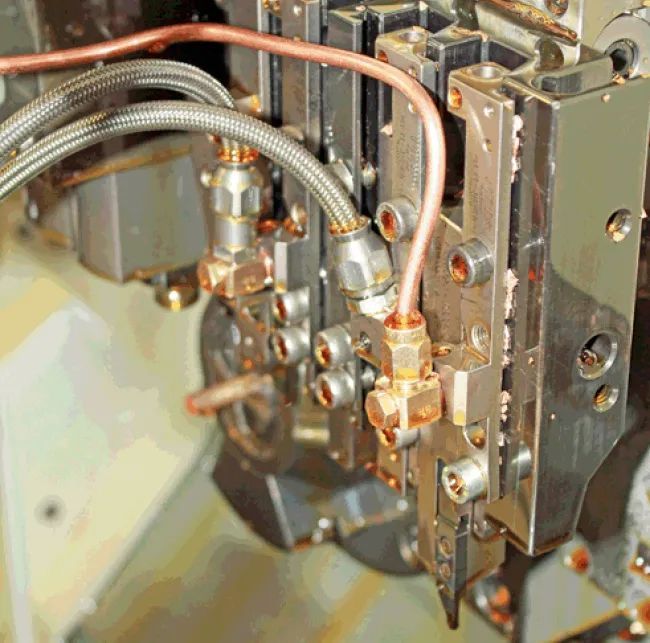
图注:图示Cittizen自动车床的四刀位排刀刀架中安装了三把车刀。图中前方的筒管可以清楚的让人知道过去安装高压油管时是多么费力。
照片供稿:Klaus Vollroth
这样一来,在更换产品或者更换加工设备时将会有一个耗时相当长的设备调整过程。另外还有刀具冷却问题。特别是在车削难加工金属材料时或者对零件加工精度有着很高要求时,刀具的使用寿命取决于是否能将尽可能高压力的冷却润滑液直接喷射到刀具切削刃处。

图注:Sven Zehner先生说:“特别是在车削难加工金属材料时或者对零件加工精度有着很高要求时,刀具的使用寿命取决于是否能将尽可能高压力的冷却润滑液直接喷射到刀具切削刃处。”
照片供稿:Klaus Vollroth
这不仅仅涉及到切削刃的冷却状况而且还涉及到切削刃与被加工零件相接触区域与被切除切屑之间的距离。集成有最高高达200巴工作压力的高压和低压冷却液供应技术的刀具系统已经成为今天的最先进的标准系统了。与其配套使用的管道连接也相应变得非常复杂了。总的来讲,所有这一切都使得(重新)安装一套冷却液供应管路成为一件费时费力的事情:典型的情况下通常需要两个工作日。
借助于带有冷却液通道的楔形预调式车刀刀板系统
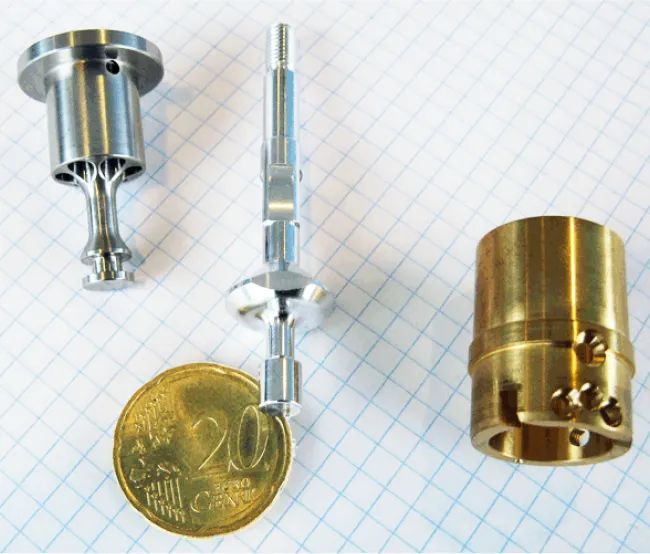
公司总部位于瑞士Müllheim市UTILIS股份公司应用技术工程师Denis Juillerat先生补充说道:“作为一种补救措施,我们开发了一种集成了冷却液输送通道的、可以与不同生产厂家设计制造的不同车刀配套使用的楔形预调式车刀夹刀板系统。” 用几个螺钉就可以将这种被称之为multidec®-LUB楔形预调式车刀刀板牢牢的固定在直排刀库的排刀刀架上。由于楔形预调式车刀夹刀板的楔形效应,带有可转位刀片的刀体就能牢固的固定在排刀刀架上。刀体后方可调节的制动限位螺钉以及楔形预调式车刀刀板和排刀刀架接触区域微微隆起的弧形突出部可以确保刀具或者更换可转位刀片更换后的切削刃位置误差小于1/100毫米。

图注:楔形预调式车刀刀版(图片上方单独给出组件)能够可靠的将车刀刀体固定在直排刀库的排刀刀架上。(下图左侧的)调节螺钉以及前方的固定限位块可以确定刀片的准确位置。
照片供稿:Klaus Vollroth
这种楔形预调式车刀刀板系统另一个优点是:集成有直通刀体前端两个喷射孔的冷却液输送通道。而喷射出来的两股冷却液可以按照规定的方向和角度准确地相交于可转位刀片切削处。由于车刀有左偏车刀和右偏车刀,因此楔形预调式车刀刀板系统中也有左偏楔形预调式车刀刀板和右偏楔形预调式车刀刀板。与它们配套的附件有合适的、可以轻松安装、拧紧的柔性软管。

图注:Denis Juillerat先生说:“我们开发了一种集成了冷却液输送通道的、可以与不同生产厂家设计制造的不同车刀配套使用的楔形预调式车刀刀板系统”。
照片供稿:Klaus Vollroth
带有冷却液输送通道的楔形预调式车刀刀版系统有低压冷却液用和高压冷却液用两种类型。它们的多层结构和冷却液通道的结构设计确保了最大可能的降低冷却液的流动阻力,从而也确保了冷却润滑液能够以最高的压力喷射到需要的地方 – 直接喷射到可转位刀片的切削刃处。
大大缩短了对刀时间
K. Meier先生满意的说道:“凭借这一系统,我们能够将原来一到两天的自动车床刀具调整时间缩短到4至6个小时。”他还对UTILS楔形预调式车刀刀板系统的使用灵活性给予了极高的评价:它可以在不同生产厂家生产的车刀刀体、在不同生产厂家生产的排刀刀架中使用,可以轻松的在各种品牌之间相互切换。在楔形预调式车刀刀板的帮助下,刀具可以快速的调整到位,更换刀具后的误差只有大约±0.02毫米。
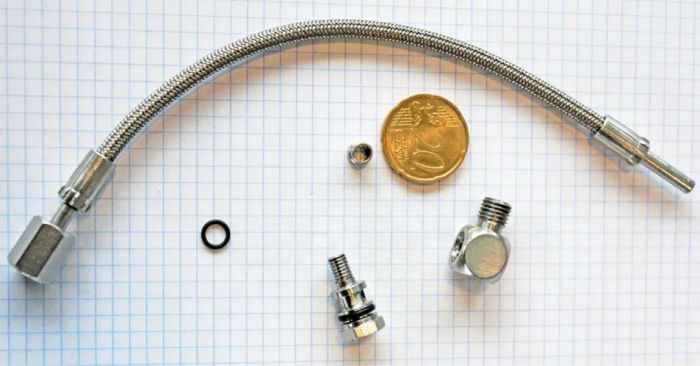
图注:柔性的高压采用了多层结构设计,确保了冷却液输送时的压力损失最小。它的安装非常简便快捷,并且有着足够的抵抗诸如切屑造成损伤的能力。
照片供稿:Klaus Vollroth
楔形预调式车刀刀板生产厂家的订货系统允许客户按照不同的刀体和排刀刀架选择自己所需的楔形刀板规格型号,也能按照客户的实际要求专门定制所需的刀板。这也使得自动车床的设备调整、对刀成为一件可重复再现的操作过程、更加易于管理控制的过程了。这一刀具调整解决方案在RitzFahr公司中的生根开花也使它们在合同订单出现变化时、或者在个别自动车床出现意外情况时能够更加应对自如,有着更大的生产组织灵活性。同时,这也符合RitzFahr公司质量理念。当某批次产品的生产过程意外中断后重新安排生产时,就必须非常关注产品加工的质量。确保了产品质量也会受到客户的好评。这也得到了CAQ质量管理系统的支持和帮助;因为适时地更换刀具也对生产过程的工序能力和产品质量有着积极的影响。设备调整时间越短、刀具对刀越准确,这是所有人都喜欢的事情。

图注:从两个冷却液喷射孔中喷射出来的高压冷却液可以直接喷射到可转位刀片的切削刃处。
照片供稿:Klaus Vollroth
用户对楔形预调式车刀刀板中集成的刀具冷却润滑系统也非常满意。冷却润滑系统能够在提高刀具耐用度的同时也提高切削加工的加工速度。在特定的产品生产中,切削加工的工时可以从61秒钟缩短到43秒钟。在一些不利的切削加工中,例如切屑会很容易的进入机床设备危险的旋转部位,例如进入滚珠丝杠处、进入预调式车刀刀板的排刀刀架处。此时,在切屑损伤冷却液输送软管时也可以快速的更换坚固耐用的柔性软管,轻松地完成软管连接。
文字来源:Utilis精密工具
图片来源:Utilis精密工具
转载平台:微信公众号
责任编辑:朱晓裔
审核人:李峥
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多