瑞士品质 助力民族品牌崛起
河北瑞鹤医疗器械有限公司(简称“瑞鹤医疗”)是一家致力于多系列医疗器械研发、生产和销售的国家级专精特新“小巨人”企业。作为新成长起来的民族医疗品牌,瑞鹤医疗选择托纳斯机床加工其医疗器械部件,托纳斯机床优秀的精度、效率和稳定性,以及背后的技术支持、专业培训和售后服务全方位赋能,为瑞鹤医疗产品品质与精度提升提供了有力支持。

图1 瑞鹤医疗总部
异军突起的后起之秀
瑞鹤医疗成立于2006年,总部位于河北省石家庄市,目前在全国有4个生产制造基地,员工600余人。“我们原本是一家以进口国外医疗器械为主营的外贸公司,公司历史最早可以追溯到1998年;2011年,公司决定从贸易转型生产,” 瑞鹤医疗副总经理巨重阳表示,转型伊始,我们就明确公司要以科技为先导,生产高质量的医疗产品,采购国际先进的生产设备自然成为首选。 瑞鹤医疗转型后采购的第一台加工设备便是托纳斯机床—Swiss GT 26,目前已陆续在其车削中心投产10余台,正繁忙地生产着瑞鹤医疗核心零部件。

图2 瑞鹤医疗车削中心的托纳斯机床
“之所以选择托纳斯机床”,巨重阳解释说,“是因为托纳斯机床与我公司产品策略和生产策略的定位是一致的,托纳斯纵切机床的效率、精度、稳定性和加工合格率给我们留下了深刻印象,解决了我们打造高品质核心产品的工艺难题。另外,托纳斯的技术支持和售后服务到位,并为我们的员工进行技术培训,帮助我们降低了一定的生产风险。”
巨重阳补充道,“我们的产品在全国脊椎产品集采中能够中标,离不开高端设备的加持,在这方面托纳斯机床能够高效加工出外形复杂的脊柱产品,为我们的产品品质提供了保障。托纳斯机床本身的设计理念超前,现有的机床设计已经为未来增加机械臂留出了足够的安装空间,助力企业发展实现降本增效。”
民族品牌 背后的故事
瑞鹤医疗的故事从一根手术缝合线开始。瑞鹤医疗创始人巨重鹤背着背包跑遍了石家庄至沧州的几十家医院。创始人巨重鹤凭借着质朴与真诚开辟出56家医院,从此走进医疗器械行业,一扎根就是20多年。
2002年,巨重鹤注册公司,公司业务覆盖骨科领域。2011年,怀揣着民族情怀的巨重鹤经过深思熟虑,决定带领企业从贸易转型生产,于是瑞鹤医疗从此走上了实业报国、造福国人的探索之路。
2015年,瑞鹤医疗工厂在石家庄奠基,公司研发项目组随之成立;2018年瑞鹤医疗石家庄总部正式投产;2019年2月,公司上海工厂奠基;2020年4月,公司辛集工厂奠基;2020年7月,由瑞鹤医疗自主研发、生产的产品开始量产上市,瑞鹤医疗产品Massic(胸腰椎后路钉棒固定系统)首次植入人体;截止到目前,已有29万件瑞鹤产品植入人体。2021年7月,瑞鹤医疗中标十二省骨科创伤类医用耗材联盟采购项目;2022年9月,瑞鹤医疗八个脊柱产品系统在国家集采中全部中标;2023年5月,位于河北辛集、占地198.6亩的瑞鹤新生产基地——金瓯医疗正式投产。

图3 金瓯医疗生产基地
从医疗行业的贸易商,到发展成为河北省医疗器械生产研发的龙头企业,瑞鹤医疗的成功转型,在于始终坚持科技创新,积极引进临床医学、材料学、机械设计等相关学科的专业人才;同时,瑞鹤医疗与国内外多家重点高校、科研单位、医院建立产、学、研合作机制,积极开展新技术研究,推动科研成果转化,并搭建了以企业研发为主体、以临床应用为导向的技术创新体系,确保每一件瑞鹤产品都承载着高技术、高品质基因。

图4-1创伤系列产品
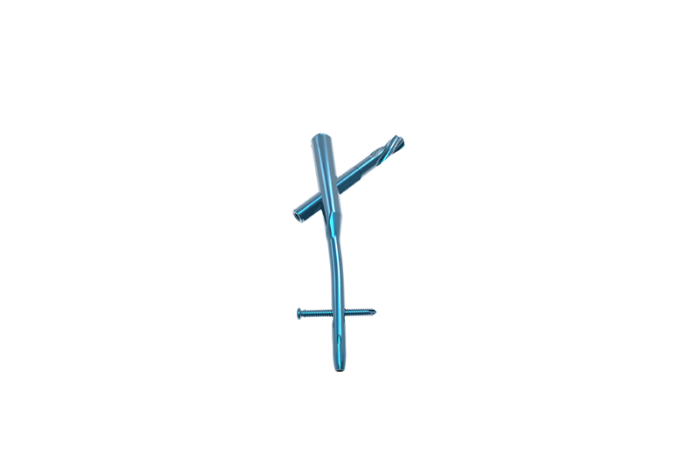
图4-2 金属带锁髓内钉
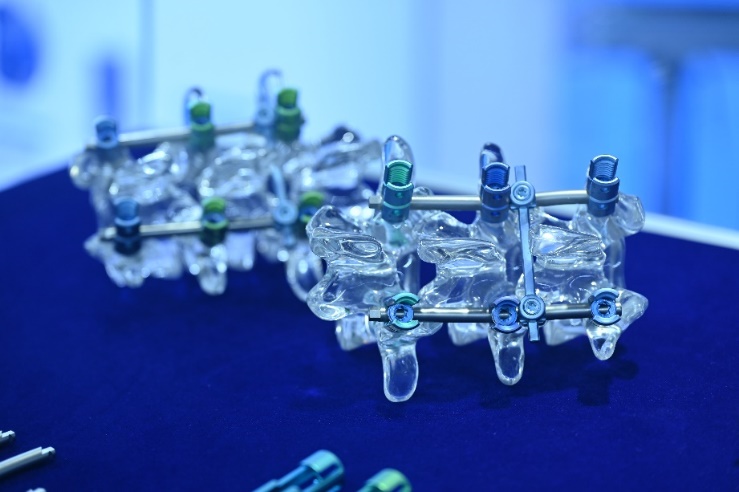
图4-3 胸腰椎后路钉棒固定系统

图4-4胸腰椎后路内固定系统
目前,瑞鹤医疗已取得授权专利共86项;获得三类骨科植入性医疗器械注册证28张,全方位服务于覆盖全国的数百家经销商及近千家医疗机构。
加工利器 不止是精度
谈及托纳斯的技术支持,瑞鹤医疗生产制造中心经理王学新对此赞不绝口,“我们在结构较为复杂的产品机械加工中,会遇到各种各样的问题,受影响的因素也较多。在技术方面挑战印象比较深刻的是,使用托纳斯机床B轴T330、T340、T350刀位加工背面主轴和异形特征的产品时,通过与托纳斯技术人员多次深入沟通与探讨,很快便攻破了技术难关。类似的情况还有很多,每次都能得到托纳斯快速有效的支持。”巨重阳也表示,托纳斯的售后几乎‘无存在感’,每次都能主动上门服务。
托纳斯机床的操作便利性,对一个医疗器械制造商来说尤其重要。在经过一系列的技术培训后,瑞鹤医疗的技术人员已经熟练掌握各种加工操作和工艺切换。王学新表示,托纳斯Swiss GT 26机床的模块化互换功能非常好,极大地提高了机床生产的灵活与便利性,缩短了生产过程中的调试时间,并且能够保证生产的稳定性。瑞鹤医疗的部分创伤系列产品,如髓内钉系列产品、胸腰椎后路钉棒系列产品,以及胸腰椎后路内固定系列产品等均是要求精度高、结构较为复杂甚至是难加工的产品,目前我们大部分选择了用托纳斯机床加工。
巨重阳总结道,“技术层面要求高、加工技术难的产品,我们会选择托纳斯机床”。
对于精密加工而言,除了高精度,良品率、高效率和生产稳定性同样是重中之重。医疗集采不仅要求产品高品质,更要求价格上需要符合患者消费的可接受度,因此良品率、高效率和稳定生产便是降低生产成本的重要因素。
托纳斯Swiss GT 26机床最大加工直径25.4mm(其他机床最大加工直径20mm),符合人体工程学设计,内部空间更大。现阶段托纳斯机床几乎承载了瑞鹤医疗脊柱系统关键子件的生产任务,副轴共计8个刀位,4把动力刀座,使用ER20夹头,最大夹持刀具直径12.0mm。背轴搭载10.5kW电机,可以达到与主轴相同的转速(10,000转/分),背轴钻孔动力更强、刚性更强。胸腰椎后路内固定系列产品总长175mm,托纳斯设备主轴行程220mm、副轴行程311mm,可将产品一次成形产出。由于刀位模块互换,三刀位车刀板、三孔钻孔刀座、固定铣刀位等模块化刀位可轻松切换,提高了刀位互换的便捷性,也缩短了工序间切换时间。
王学新介绍道,托纳斯机床提供的行程比其他机床更长,一些加工尺寸较长的产品,在托纳斯机床上一次就能成型。一次成型的优势明显,一能保证产品的精度,二能保证产品的稳定性,最后一致性也做得很好,效率高。特别距离B轴尺寸如果不够长的话,它就很难完成一次成型加工。
图5 瑞鹤医疗副总经理巨重阳(中),瑞鹤医疗生产制造中心经理王学新(左二),托纳斯北区销售总监李刚(左一)在瑞鹤医疗总部综合研发楼前合影
智造未来 已扬帆启航
作为国家级专精特新“小巨人”企业,瑞鹤医疗积极引进智慧化生产线,着力打造国内医疗器械行业生产制造水平标杆。近年来,瑞鹤医疗生产投入激增,从德国、日本以及瑞士等国家引进数百台国际先进生产设备,并同步引进近百台国际先进检验检测设备,多方位检测产品品质,以高技术手段严把产品质量关。
除此之外,瑞鹤医疗倾力打造集“智慧化、数据化、体系化、精准化”为核心的医疗服务品牌。2022年9月,由瑞鹤医疗自主研发的ERP全渠道移动营销平台(后简称“移动平台”)正式上线。通过软件自研,移动平台实现了骨科行业特有的双向物流产品跟踪机制,解决了工具、产品组套的难点和痛点;同时为集采后整个行业由传统销售模式向寄售销售模式的转变提供系统支持。在移动业务平台上,业务人员可以更便捷地进行手术报台、手术要货、上报消耗和未用回库等操作,全流程闭环管控,业务库存实时同步。同时,移动平台与公司ERP系统完美融合,一体化运作,实现了采购、库存、销售、财务、计划、生产以及成本的全面信息化管理,确保每件产品都能“追根溯源”。
巨重阳表示,公司通过实施ERP系统已经打通了财务和商贸、物流的流程管理,并着手制造环节MES的规划,与多家MES软件制造商和设备制造商共商数字化、智能化系统建设。托纳斯机床预留的工业4.0接口和总线技术有利于公司集成车间物联网系统建设,对公司后续设备智能升级至关重要。可以说,智能化制造肯定是发展方向,单从保证产品品质的角度看,人工干预越少的生产过程是最容易保证品质的。
董事长巨重鹤带领瑞鹤医疗跋涉二十余载,矢志要为中国医生和患者打造更适合、性价比更高的医疗器械。在后期发展中,瑞鹤医疗对标国际同行企业,实现自我突破,以匠心品质争创行业标杆。初心如磐,行稳致远,瑞鹤医疗对中国医疗器械行业的贡献也在不断前行中熠熠生辉。
撰稿人:何发
责任编辑:朱晓裔
部门领导审核:李峥
热点文章
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

IMAO今尾【产品介绍】气动旋转式夹具:无需工具的夹具气动型
2026-07-20
-

以智造装备育新质人才 | 拓璞亮相服务型制造研修班,全维度布局产教融合新赛道
2026-07-24
-

IMAO今尾【产品介绍】楔型锁紧器(收销式)、代替螺栓的缔结部件 "快速锁紧"
2026-07-20
-

幅面升级 | 百超强劲性能激光切割机:ByCut Smart
2026-07-23








评论
加载更多