CCMT2024展品综述 | 车削类机床(上)
1. 概况
据已有资料,本届展会车削类机床参展商110多家,参展的车床产品超过220台。展商数和展品数与CIMT2023相比,均增长80%以上,主要包括:卧式车床88台、车削中心46台、立式车床39台、多主轴车床14台、纵切车床13台,以及多刀架车床、中间驱动车床、排刀车床和螺纹车床等。值得关注的是,本届展览境内车床展品的品种、数量和展品的技术水平总体上都有令人耳目一新之感。截至2024年1月20日。
2.车床类展品主要特点
(1)高精度、高刚性。高精度和高刚性是本届数控车床展品基本的技术特点。高性能的电主轴、直线电机、力矩电机,及高精密的导轨丝杠、主轴轴承的使用越来越普遍,全闭环控制系统和成熟的热控制系统运用愈加广泛,静压轴承等技术也在不少数控车床上运用,提供了良好的综合精度和精度保持性。还有不少车床能以车代磨,实现球面等曲面的镜面加工,提供超精密的表面质量。高刚性的床身材料、整体结构设计充分利用有限元分析技术等塑造了高刚性的床身结构,并使快速高效的切削成为可能。
(2)产品模块化,多样化。车床展品整体上分为立式和卧式两大类,但无论是立式车床还是卧式车床,都体现了不同凡响的模块化的设计和制造水平。单主轴、双主轴、多轴、单转塔刀塔、双转塔刀塔(个别配置3个转塔刀塔)、排刀架式刀塔等各种布局精彩纷呈,灵活柔性的模块化结构不但使机床具备良好的功能拓展性,也可以使用户的选择随心所欲。诸多纵切车削中心通过各种各样的模块化刀具系统布局,能实现车、铣、钻、攻、镗孔、车端面、车螺纹、割槽、切断、攻丝、斜孔、曲面等综合加工功能。另外,按车削的功能分类,有通用型数控车、车削中心、纵切车床以及各种专用型数控车床(管螺纹车、轮毂车、多轴多工位专用车等)。
(3)自动化。自动化水平的大幅提高是本届车床展品的另一个显著特点。利用卧车的主轴对接、立车的正倒立布置、刀塔及各种机械臂自动上下料等,可以轻松完成工件的正反面、左右端及工件其他部位的一次性自动化加工,多轴自动车、纵切车削中心的棒料自动化加工能力则是愈加成熟。各种工件加持器、棒料机、集成机器人、机械臂、在线测量技术等的应用,使生产的自动化、无人化变得越来越容易实现。自动化水平提高的同时也极大地提高了加工效率。
3. 车床典型展品
大昌洋行(上海)有限公司Benzinger Go Future车削中心。选配16位或48位刀塔,动力刀具最高转速6000r/min,正主轴/副主轴最高15000r/min。配置丰富的机型,从B1到B6有5种不同的配置,各种车削主轴,主轴直径为Φ26-Φ42mm,径向和轴向跳动<0.0007mm,棒料直径Φ16-Φ42mm。多种多样的夹紧系统:气动夹紧,液压夹紧,根据零件及客户要求定制的夹紧装置,以及敏感夹持。所有机型均选配Y轴,其中B6机型可以选配双Y轴。刀塔可以选配VDI25/12/12 driven、VDI25/16/16 driven或VDI25 48/12 driven刀塔,B4机型的尾座既可以选择气动尾座也可以选择NC尾座。

浙江博谷精密机械科技有限公司Microtech 100SP超精密硬车削。机床最大回转直径Φ380mm,最大车削长度350mm,最大车削直径Φ360mm,最大通过棒料直径Φ40mm,主轴径跳/轴跳≤0.0001mm,X/Z轴直线度≤0.0005mm,车削工件圆度≤0.0002mm。采用天然花岗岩床身和主轴座、超精密液体静压导轨、超精密液体静压主轴、床身及供油系统恒温冷却、C0级滚珠丝杠驱动,并结合光栅尺精密反馈,可以满足硬车削的精密超精密加工任务,实现以车代替精磨加工,用于高精密、高硬度零件(最大加工硬度≥HRC55)内腔及外形的精车加工,可进行内外圆、台阶、端面、锥面、球面、攻丝、开槽、螺纹切削等加工。
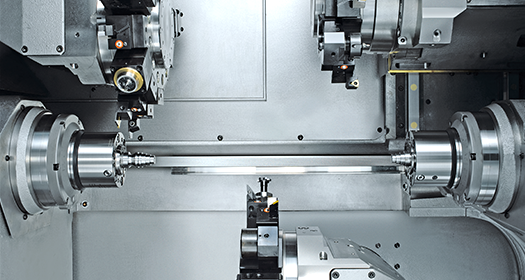
山崎马扎克(中国)有限公司DT200 L双主轴双刀塔车削中心。最大回转直径Φ320mm,最大加工直径Φ320mm,最大加工长度150mm,主轴通孔直径Φ76mm。左右对称结构,拥有同样加工能力的双主轴/双刀塔,无齿轮、变速器等热源和振动源。非升降式12角旋转刀塔,能够实现1.4s切屑对切屑换刀。提供最新桁架装载系统以及用于提高生产效率的各种自动化选项。左右配置独立主轴和刀塔,拥有两个加工区域,可通过工件自动传递功能连接,使得一台机床能够完成两道加工工序。

大隈机械(上海)有限公司LB3000EXⅢ卧式车床。中心距520mm,X/Z轴行程为260/565mm,C轴行程360°。主轴最高转速为5000r/min。V12复合刀塔,动力刀具最高转速为6000r/min。拥有使机床能够自主保持高精度和稳定性的智能化技术Thermo-Friendly Concep,在“LB-EX”系列的“良好切割、精确切割和使用安全”基础上进行了改进,通过强化先进的脱碳解决方案,省力化和自动化对应的灵活性不断进化,实现脱碳和高精度、高生产率。具有与众不同的倾斜箱式床身结构,主轴台和刀塔的主要单元在箱型床身上进行了优化布置,在重切时也能发挥稳定的加工精度。配置新一代CNC系统OSP-P500及“数字孪生”,能忠实再现设备控制和加工操作。
因代克斯贸易(上海)有限公司INDEX C200车削中心。棒料直径Φ65mm,装配有两个高功率电主轴、3个刀塔和42把刀具、专利设计的W型刀具定位槽,刀具定位准确快速,可以实现2个或3个刀塔同时加工,并可进行高质量的背部加工,加速度1g,快速移动50m/min。INDEX移动导轨有良好的吸震性,垂直床身保证了排屑流畅,可配龙门式工件自动卸料系统。
哈斯自动数控机械(上海)有限公司ST-10Y+RobotST-10Y加工单元。ST-10Y车削中心 经过重新设计升级迭代,加装Y轴和动力刀具后,能够进行铣削、钻削和攻丝作业,动力刀具最高转速6000r/min,X/Y/Z轴行程200/±51/406mm。Haas机器人套装配置一台即插即用的7kg机器人系统,该系统由Haas控制器全面控制,机器人调试通过Haas系统直接完成。
力劲精密机械(昆山)有限公司LG500卧式轮毂数控车床。最大切削直径Φ500mm,最大棒料直径Φ90mm,主轴最高转速4000r/min,标配下刀塔12工位动力刀塔,上刀塔8工位伺服刀塔,动力刀具最高转速4000r/min。采用45°斜床身结构,搭载双通道数控系统,具有主轴C轴和副主轴C’轴,上刀塔为高刚性伺服刀塔,下刀塔为高刚性动力刀塔,具备上下同时车削,一次装夹完成车、镗、钻、攻丝等功能。可以加工各种形状复杂的轴、套、盘类零件。适用于新能源汽车轮毂、商用汽车轮毂、汽车零部件、航空航天、工程机械、国防等领域的机械加工。
村田机械(上海)有限公司MW200C平行双主轴数控车床。卡盘尺寸为10″,2个主轴平行布置,主轴的最高为2400r/min和3500r/min,两个刀塔,每个刀塔有10个工位,主轴正面面向作业者。另外搭载村田自主研发的机械臂,可搬最大工件尺寸Φ250×150mm,最大重量6kg,实现自动化生产。本机种可以实现更大、更重工件的搬运加工。此外,可以实现需要搭载特殊卡盘的异形工件的加工。

程泰机械(吴江)有限公司GTZ-1500Y多刀塔型车铣复合机。最大回转直径Φ270mm,最大车削直径Φ250mm,最大车削长度590/600mm,刀塔容量12T/16T。创新的双主轴双刀塔机型,上、下刀塔可依加工工序弹性调配,生产量较一般机型大幅提高。上、下刀塔皆可支持第一或第二主轴,工序安排更有弹性。使用滚柱导轨,低重心45°斜床结构,提供机头、刀塔稳固的基座。

浙江博谷精密机械科技有限公司Mixtech T42 MT超精密车削中心。最大回转直径Φ685mm,最大车削长度280mm,最大车削直径Φ240mm,最大棒料直径Φ42mm,X、Z轴定位/重复定位精度0.002/0.001mm,车削工件圆度≤0.001mm,主轴径跳/轴跳≤0.0005mm。该机X、Z两轴为互相垂直布局,具有足够的静态刚度、动态刚度、热稳定性与精度,系统具有良好的动态品质。选配轴向/径向跳动≤0.0005mm的超精密电主轴,超强刚性的一体式矿物质床身,全闭环光栅尺反馈,高刚性滚柱导轨,X、Z、C三轴可以联动加工。一次装夹,完成复杂零件全部工序的加工,使“软车”和“硬车”集成于一台机床。机床适用于加工各种形状中心筒及中心杆,以及盘类零件、环状零件、轴类小零件、精密复杂形状零件等多品种小批量生产。
北京北一机床有限责任公司LBR-370M-e复合车削中心。最大加工直径Φ340,主轴转速4500r/min,最大加工长度为500mm(可选择1000mm机型)。该机床采用床身、底座分离结构,使床身受底座热变形、振动的影响降到最小。床身采用30°倾斜面结构,应用有限元分析法设计高刚性的对称矩形箱形构造,使用淬硬磨削滑动导轨结构,具有高刚性、高寿命、高稳定性及吸震性好等特点。采用自动两档切换绕组内装式宽域交流伺服电机主轴,保证了主轴旋转精度的稳定性。机床采用紧凑型高刚性复合V12NC刀架,采用NC交流伺服分度结构,刀架无须抬起动作,所有12个刀位均可根据加工需要,安装L(车削)或M(铣削)用刀具。适用于各类轴、套、盘类零件的直线、曲线、斜线、弧线圆周、台阶加工,能满足各类高温合金、钛合金、耐热合金、不锈钢、铸铁以及复合材料的铸锻件毛坯的粗精重切削、高速、高精度加工。
秦川机床工具集团股份公司CK7530-HY车铣中心(宝鸡机床集团有限公司)。床身上最大回转直径Φ660mm,最大车削直径Φ500mm,主轴最高转速2500r/min,X/Y/Z行程290/±50/1430mm。具有宽矩形淬硬导轨的车铣中心,机床具有C轴、Y轴和铣削功能,可在一次安装下完成复杂零件的大部分或全部加工,除车削各种内外圆柱面、圆锥面、圆弧曲面、公英制螺纹等外,还可进行轴向、径向的钻、铰、镗孔、平面和曲面铣削等加工。床身、床鞍、滑板等主要零件采用高强度铸铁铸造,X/Y/Z轴采用宽矩形淬硬导轨,主轴箱采用大直径精密角接触推力球轴承与双列圆柱滚子轴承组合排列,主轴回转精度稳定可靠,配置12工位带Y轴动力刀架;C轴配以0.001°高分辨率的编码器,并与机床主轴同轴装配,确保C轴定位精度和高可靠性,并可连续分度。
安徽卓朴智能装备股份有限公司SHL60W双C轴Y轴动力刀塔车削中心。最大回转直径Φ610mm,最大切削长度550mm,X/Z/Y/W行程240/610/±50/490mm,主轴转速4500R/min。45°斜床身结构,双动力主轴结构,副主轴是电主轴。双主轴均为高精度C轴,定位精度达40″,重复定位精度达28″。采用带Y轴动力刀塔,大扭矩动力输出,满足大多数铣削、钻削要求。
浙江金火科技实业有限公司T8DTC双主轴双刀塔车削中心。最大车削直径盘类Φ270mm,最大车削长度550mm,正、副主轴最高转速4500r/min,最大通过棒料直径Φ60mm,动力刀具最高转速5000r/min,X/Y/Z轴单向重复定位精度0.002/0.002/0.003mm。床身采用双面整体45°结构,主、副主轴均采用同等规格的内置式大扭矩同步主轴电机,正,副主轴具备相同的加工能力,两个刀塔采用交叉布局形式,上刀塔的中拖板采用箱式结构,上刀塔的拖板结构与底座45°配合,形成低重心的直Y结构。
云南CY集团有限公司CY-STC40m/550m车削中心。滑板上最大回转直径Φ420mm,最大切削直径Ф400mm,最大切削长度500mm,最大通过棒料直径Ф68mm,刀架形式12工位BMT55动力刀架,动力刀具最高转速6000r/min。机床采用45°整体铸造斜床身,Z轴导轨采用液体静压导轨组合结构,X轴导轨采用滚柱导轨。主轴箱体、尾座体均采用包砂设计,主轴配置P4S级高精度轴承,尾座采用整体液压驱动,闭环控制,实现自动编程控制,配置高精度C轴+ 动力刀塔,一次装夹可完成车、铣、钻等复杂加工,实现硬车加工,表面粗糙度Ra0.4-0.8,加工工件的尺寸精度达IT5-IT6级,实现部分零件的以车代磨,提高了生产效率。具有可拓展性,不同配置满足用户不同需求,也可实现自动化组线加工。
宝鸡西力精密机械有限公司XKC-T7SY双主轴双刀塔数控车床。主、副轴贯通直径Φ51mm,主、副轴最高转速4500r/min,主副轴跳动<0.003mm。机床采用对列双主轴、对列双刀塔,导轨大跨距,床鞍和滑板与丝杆螺母座一体化设计。X、Z轴导轨采用滚柱导轨,Y轴采用正交硬轨,配置12工位动力刀塔,一次送料可以完成零件外径及两面的车削、铣削、钻削、攻螺纹加工。
安阳鑫盛机床股份有限公司ADPT 200M数控油管车削中心。床身最大回转直径Φ720,最大切削直径Φ540,最大切削长度2000mm,主轴双卡盘通管内径Φ205mm,主要为油田油岩管的加工而开发,适用于管类零件螺纹和径向孔、槽加工;机床配有挡料、带卡盘大通径移动尾座,可方便组成管类零件加工自动线。能够实现X、Z、C三轴联动,适宜加工各种形状复杂的轴、套、盘类零件,具有车、铣、钻、攻等功能,也可作为通用卧式车削加工中心使用。在机床设计中,对主轴、床身、床鞍的刚度进行合理分配,提高了整机的刚性,确保了重切时的稳定性。
浙江旺邦精密机床有限公司轮毂加工两机组合自动线。本自动线由一台LV24WA双刀塔立车、一台LA24WA立式车钻复合机床和物流系统组成,无需单独增加机器人,将上下料集成于机床本体,清洁、翻转、检测工位也集成于物流路径。最大回转直径Φ850mm,最大切削直径Φ660mm,最大外圆切削长度430mm(至卡爪上沿),最大内孔切削深度345mm。机床采用大扭矩电主轴设计,1400r/min的拐点转速远高于传统机械主轴的750r/min。轮毂粗、精车加工几乎均位于主轴恒扭矩区域,配合增强设计的刀塔与车铣主轴,使其加工效率与质量明显提高。较目前主流的三机联线方案,占地面积大大缩小。
广东圣特斯数控设备有限公司CTXY52-S双主轴对接动力刀塔车铣复合机。机床采用主轴对接,能实现X/Z/Y/C/A/B轴联动加工,支持铣扁位/钻孔/攻牙/雕刻/车削等,可一次完成复杂零件加工。底座床身整体成型,刚性强。两轴独立加工,可根据加工工件选用动力刀塔,灵活性好。可配自动送料机架和自动接料机,能实现单机自动化生产,满足客户从毛胚到成品在一台设备上完成的需求。
济南第一机床有限公司CK6180ix1000重型数控车床。床身上最大工件回转直径Φ800mm,滑板上最大工件回转直径Φ520mm,最大轴类/盘类工件车削直径Φ520/Φ710mm。主轴通孔直径Φ105mm,加工工件圆度0.005mm。床身、床座采用整体铸件结构,床身导轨跨距大,高达610mm。横滑板导轨跨距增宽至330mm,适于重切削环境下工作。主轴箱采用可编程液压三档齿轮换档无级调速结构,既可用于工件的高速精密切削,又可用于工件的低速强力车削。
德州众拓机床制造有限公司CH61160H数控卧式车床。最大工件回转直径Φ1600mm,过刀架最大工件直径Φ1250mm,最大工件重量15t,最大工件长度6000mm,最大加工内孔深度2500mm,主轴通孔直径Φ350mm。重型卧式大孔径车床,采用高精度C轴箱分度、Y轴车铣刀架、异形内孔加工组件,可对重型轴类零件、细长轴的外圆、端面进行车削、铣削加工;对台阶孔、椭形孔等异型孔进行加工。
因代克斯贸易(上海)有限公司TRAUB TNL12走心/走刀式自动车床。具有两个相同的主轴(主轴和副主轴)和两个刀架,两者都有一个插补Y轴;Φ13mm的主轴通孔可以配备一个前端加工模块以及一个复杂的后端加工模块;提供了多达38个可用的刀位;TRAUB TNL12可以在走心和走刀之间来回快速切换。刀架、前后加工模块都是由CNC分度,两个刀架和前后加工附件,可实现同时高效加工。超大尺寸和符合人体工程学的工作区域,刚性、稳定的铸铁床身和热对称设计保证高精度和稳定性。无液压系统,不受液压的热量影响。TRAUB TX8i-s V8控制器确保了操作的简单性,可以直接将TNL12集成到数字化系统iXworld中。
......(未完待续)......
文章来源:中国机床工具工业协会cmtba
图片来源:中国机床工具工业协会cmtba
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-









评论
加载更多