CCMT2024展品综述 | 复合类机床
1.复合类机床概况
复合类机床指具有两种或两种以上不同类型的独立主轴,工件在一次装夹中能完成多种加工工艺和多道加工工序的机床。据已有资料,复合类机床展商30多家,展品50多台,展品数和CIMT2023相比增长近2倍,包括车铣/铣车复合加工中心、车铣磨复合加工中心、磨削复合激光加工中心、车铣复合齿轮加工中心等。截至2024年1月20日。
2.复合类机床展品主要技术特色
复合类机床一直是历届机床展靓丽的存在,如果用“接天莲叶”来形容展会各色丰富的加工中心、车削中心、磨削中心等展品,那么复合类机床就可以称得是“映日荷花”,它们共同展现出“接天莲叶无穷碧,映日荷花别样红”的景致,而复合类加工中心机床的独特性值得大家驻足流连。
(1)突出的工艺和工序复合能力。复合类机床普遍具备强大的工艺和工序复合能力,相较于普通加工中心和车削中心的一专多能,复合类加工中心机床则具备双专多能或多专多能。复杂独特的机床结构、严苛的刚性要求及丰富的刀具配置,使工件一次装夹就可完成车削、铣削、镗孔、钻孔、铰孔、攻丝、磨削、制齿加工、电加工等工序的加工。
(2)高精、高效。复合机床集成多种加工工艺于一体,减少了工件装夹次数,避免了由于多次装夹和定位基准转化而导致的误差积累,工件的各加工部位的相对位置精度能得到更好的保证,提高了加工精度。同时,通过提高工序集中度,减少多工序加工中零件的上下料时间、在不同机床间进行工序转换输送和等待时间,提高了效率。
(3)结构模块化。多数复合类机床兼具五轴加工中心和车削中心的模块化设计特点,提供了诸如铣削主轴、第一主轴、第二主轴、下刀塔、刀库、尾座、自动上下料、数控系统等多种可选配置,赋予了机床丰富的综合加工潜力,给客户带来了灵活的可选择性。
3.典型展品介绍
山崎马扎克(中国)有限公司INTEGREX i-250H S AG混合式铣车复合加工中心。车削主、副主轴端面最大距离为1500mm,第一/二主轴(车铣)最大转速4000 r/min,功率分别为30/26kW,铣削主轴最大转速12000r/min,功率24kW,配置HSK63A主轴38把刀库,第一/二主轴分别选配了8寸中空卡盘。选配了雷尼绍RMP60测量系统,X/Y/Z轴选配光栅尺进一步保证了稳定的高精度加工;配备V轴控制功能,可实现全能自由车削。机床可搭配GL系统或定制自动化,实现无人运转。搭载了马扎克Smooth AI系统,也是“DONE IN ONE”理念的最佳体现。它将齿轮加工功能和测量功能融合在车铣复合加工机上,可以实现3种齿轮加工方式,如:刮齿加工、滚齿加工、铣齿加工。配置新型平行式下刀塔,可在下刀塔上配置中心架,两个车削主轴卡盘卡爪可配置自动更换装置,可配工件卸料器、工件搬运装置,可配备长钻刀具的第二刀具库,并可进行该刀具自动更换。
大隈机械(上海)有限公司MULTUS U3000铣车复合加工中心。是MULTUS系列中复合加工机床的典型产品,最大加工直径Φ650mm,最大加工长度1000mm,可选配1500mm。具备同级别最大Y轴行程并采用高刚性立柱移动式结构,B轴分度角度-30~+210°,使主轴和副主轴拥有同等的加工区域,B轴驱动采用了零反向间隙的滚子齿形凸轮驱动,主轴和副主轴均可实现精密分度的高精度C轴,C轴定位精度4",旋转刀具主轴转速50~12000r/min,主轴转速50~5000r/min,X/Y/Z轴快速进给速度50/50/40 m/min;双滑鞍机构可将加工时间缩至最短,支持倾斜轴的车削,可选用齿轮加工程序包,只需输入刀具种类、齿轮规格、加工条件等参数,即可实现高精度制齿。
因代克斯贸易(上海)有限公司INDEX G220铣车复合中心。主轴和副主轴的通孔直径为Φ76mm, 最高转速为 6000 r/min。卡盘最大直径Φ230mm,12个动力刀位,每个都为VDI 30接口并带W齿,具有五轴联动功能。具有高刚性阻尼的人造大理石整体床身,并在X轴和Z轴上具有大尺寸直线导轨。三个滑台以及多达169个刀位的刀库能够在复杂工件的完整加工中提供最大柔性,总计16 个运动轴确保了工件加工的多种可能性。具有宽敞的加工区域,加工长度可达 900mm,三把刀具可以同时加工。光滑的垂直床身确保了最佳的排屑流畅性。排屑器可以根据客户要求安装于机床左侧或右侧。

奥地利魏因加特纳机械制造有限公司mpmc700-1200系列万能铣车复合加工中心。最大车削和铣削直径可达Φ2800mm,最长加工长度可达20m。能够加工达80t的超大工件。床身从60°调整为45°,保证流畅排屑的同时,底盘更低,刚性更强,集成旋风铣工艺,通过自动头库快速切换车铣工艺和旋风铣工艺;工作区顶部实现机械手飞速换刀,并可以随动送刀、立换立切;带缓存区的两侧自动刀库,及自动头库,按需配置。每台mpmc机床均配备有 pick up 系统,并提供一系列存放方式。可生产发电机轴、注塑机筒、塑机螺杆、挤出机螺杆、曲轴、起落架、燃气和蒸汽涡轮轴、大型压缩机轴、印刷胶辊、轧钢辊和其他车削和铣削部件。
富信国际贸易有限公司HYPERTURN 65 PM带桁架EMCO铣车复合加工中心。双主轴、双刀塔配Y轴,上方刀塔演化成加工中心的铣削头,铣削头高功率、高转速、带B轴、带刀库,构成了一台9轴5联动的铣车复合加工中心。床身最大回转直径Φ500mm,最大棒料直径Φ65mm(可选Φ76/Φ95mm)。依据VDI/DGQ3441标准,直线轴定位/重复定位精度0.005/0.003mm,旋转轴定位/重复定位精度为9"/5"。主,副主轴可实现工件自动对接;铣削主轴转速为12000r/min的高功率电主轴,配合HSK T63刀柄;B轴为力矩电机驱动,摆角范围为±110°;下刀塔是12刀位标准的VDI30车削中心刀塔,可12刀位全部配动力刀座,下刀塔有利于内孔的加工特别是精车精镗,及高要求的外圆车削,可以安装防震镗杆,可以当尾座,可以安装中心架;配置20个托盘库的桁架机械手。可进行高速铣削、钻削,也可进行车削,在一台机床上可自动完成一个零件的六面所有铣削和车削的车铣中心(包括空间曲面和斜孔),加工零件的圆度可达到0.0005mm。

迪恩机床(中国)有限公司SMX 2100ST铣车复合加工中心。最大车削直径Φ600mm,最大车削长度1040mm,标配卡盘尺寸8″。机床共有9个轴,采用正交Y轴结构,可将加工空间最大化,通过优化的冷却解决方案和智能热补偿将主轴和进给轴的热位移最小化,配置12位高刚性伺服刀塔,前置式刀库和方便的ATC操作面板,便于维护和维修刀具。结合左右主轴、B轴铣削功能和下刀塔,具有更高的多任务处理能力,适用于更复杂零部件加工。

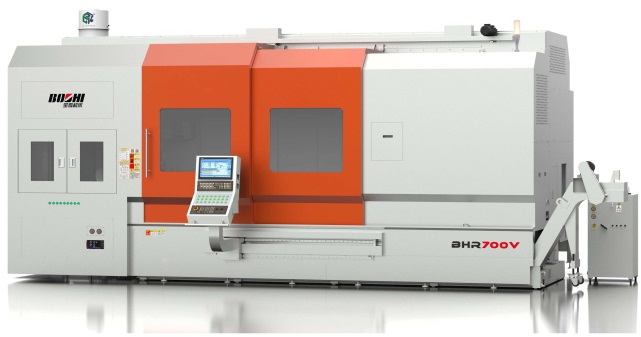
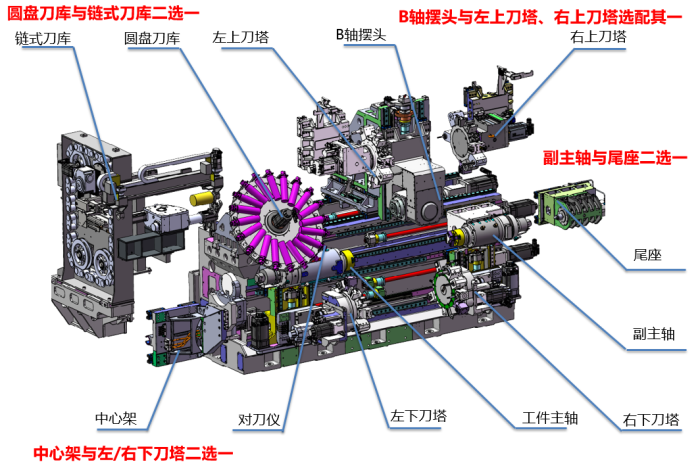
秦川机床工具集团股份公司BHR700V卧式铣车复合加工中心(宝鸡机床)。床身上的回转直径Φ700mm,最大加工直径Φ700mm,最大加工长度2594mm。采用卧式对列双主轴布局,上刀塔为回转B轴,下刀塔为卧式动力刀塔型结构,机床具有5轴联动功能(X、Y、Z、B、C),车铣复合加工。主副主轴与上下刀架结构,采用平床身和立柱正交的主机结构,Y轴加工范围大;滚子凸轮+伺服电机驱动B轴单元;车铣共用链式刀库;铣主轴、车主轴内置电机、滚珠丝杠采用强制冷却系统。特别适合复杂轴类零件等精密车、铣复合加工。
科德数控股份有限公司KCX 1200 TM五轴卧式铣车复合加工中心。最大加工直径Φ400mm,最大加工长度(两卡盘支撑时)1200mm。配置对置的双车削主轴、双下刀塔以及铣削主轴。整体顶置式正交结构设计,导轨采用直线滚柱导轨,增加了机床结构刚性;运动部件远离切削区,降低了切屑、切削液对导轨和丝杠的污染。车削主/副主轴箱均采用内冷却力矩电机,同时配备高精度电磁角度编码器+液压夹紧,实现C轴高精度任意角度定位,提高铣削精度。控制系统采用科德GNC62系统,实现高速的CNC功能,可同时控制16轴,五轴联动。可选配BMT65动力刀塔、编程尾座顶尖,尾座的顶紧力能够跟零件直径尺寸大小进行编程控制。
上海拓璞数控科技股份有限公司i500五轴铣车复合加工中心。最大车削直径Φ500mm,车削电主轴最大扭矩420Nm,最大棒料直径Φ74mm,铣削主轴最高转速12000r/m,摆动轴转动范围±120°。机床为卧式复合机床结构,配备全闭环反馈系统,可实现铣削加工、定轴斜面加工及5轴联动加工,通过主、副主轴交换实现6面体工件加工。结构分析设计以及整体铸造确保高刚性和高精度,五轴联动加工的车铣复合主轴可应对多样化零部件的高效加工,伺服刀库可实现快速可靠换刀,五轴联动加工实现更广的应用范围,可满足航空航天、机床工具、新能源汽车、光伏光热等行业复杂特征零件的高效批量生产和精加工。
山东普利森集团有限公司CH6163-5/ST铣车复合加工中心。是集车削、铣削、钻削、镗削、攻、铰、扩等功能于一体复合机床。总体采用传统卧式车床布局形式,机床床身采用高刚性的前倾30°后倾15°斜床身结构,导轨为特殊设计的大尺寸重载荷滚柱直线导轨,床身左端为主轴箱,主轴具备C轴功能,主轴传动系统为交流主电机通过同步带带动主轴,右端为尾座。B轴刀架,可沿纵向(Z轴)、横向(X轴)、径向(Y轴)进行直线运动和B轴的摆动回转运动,B轴还可以5°或任意角度为单位分度。Y轴为X和U轴插补虚拟轴。尾座进给为伺服电机+丝杠驱动。在斜滑鞍后面配备一个40把刀位的盘式刀库。
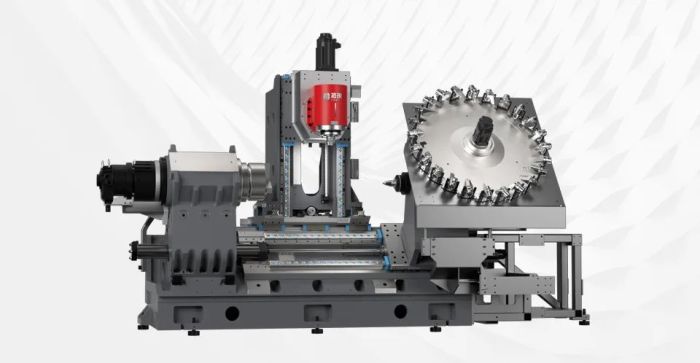
天水星火机床有限责任公司FTM 1250X6000m大型五轴铣车复合加工中心。过刀架最大加工直径Φ1250mm,加工工件最大长度6000mm,加工工件最大重量15t,主轴前轴承直径Φ280mm,主轴通孔直径Φ100mm,主轴最高转速1000r/min,主轴最大输出扭矩12kNm,主轴伺服电机功率55kW,动力头刀柄接口CAPTO C8,刀库刀位数40把,液压中心架范围(夹持最大直径)Φ510mm。该机床能够实现X、Y、Z、B、C五轴联动,车削主轴配备C轴分度功能,铣削主轴配置B轴摆动功能,X、Y、Z、B、C轴全闭环控制。配有自定心液压卡盘、自定心液压中心架、程控液压尾座、B轴、动力刀塔和刀库。用于高强度钢制零件的车削、钻孔、铣削、螺纹、攻丝及磨削等加工。
武汉重型机床集团有限公司XKC5640x2龙门移动双刀架铣车复合加工机床。最大车削工件直径Φ3000mm,最大车削工件高度2750mm,最大车削工件重量40t,主轴最大铣削转速4000r/min,五轴联动,铣车复合加工中心;直线轴定位/重复定位精度0.012/0.010mm,旋转轴定位/重复定位精度8"/5"。九轴五联动铣车复合加工中心,可以选配铣刀库、车刀库、工件测量等功能。双刀架、铣刀架和车刀各有一个独立溜板,可分别参加进给运动,采用静压导轨,承载能力大,运行平稳。一次装夹,可进行车、铣、镗、磨等工序,通过五轴联动的方式,可完成内外圆柱、内外圆锥、平面、沟槽、锥面、圆弧面、螺纹以及各种旋转曲面体等车铣复合加工能力,适用于铸铁、钢及合金钢、不锈钢和钛合金各种黑色金属、有色金属、非金属材料等加工。

辽宁西格马数控机床有限公司VT50M立式铣车复合机床。最大回转直径Φ800mm,最大车削直径Φ680mm,最大车削高度600mm,车削主轴最高转数1500r/min,铣削主轴最高转数8000r/min,卧式液压+伺服12工位刀塔,BT40/16位刀库。采用整体床身、动立柱型结构设计,卧式12工位液压伺服刀塔,BT40型16位刀库,具有车削主轴和铣削主轴双主轴,除满足正常的车削功能外,还可以对工件的轴向进行大扭矩的铣削、钻孔、攻牙等工序进行重切削加工。
安徽力成智能装备股份有限公司VQX125球笼硬车硬铣复合机床。最大夹持直径Φ110mm,夹持工件长度60-180mm,球道内径(PCD)Φ47-Φ95mm,工件内球径Φ45-Φ90mm。采用高精度分度旋转复合工件主轴、重型带光栅反馈的摆动工作台、高刚性切削电主轴、内置式全套工件自动上下料及检测装置、对话式操作界面。主要应用于汽车等速万向节钟形壳或星形套的一次装夹球道硬铣和球面车削的倒立式复合加工。
瑞士斯达拉格公司Bumotec 191neo 五轴联动车铣复合加工中心。是一款经典高精度高效的复合加工中心,在机床内部实现复杂零件的全部加工,具有极为通用的模块化结构,针对各种加工任务打造多种类型的机床。主轴通孔直径有Φ42mm、Φ50mm和Φ65mm三种规格,背面加工单元有四种不同的类型:“P”型-单虎钳机构、“PRM”型-多副虎钳和夹具组合、“R”型-立卧转换副主轴结构、“RP”型-副主轴+虎钳或顶针结构。Bumotec 191neo向市场提供的不是一种单一的生产方式,而是基于一个平台的12种配置。比如Bumotec s191包括配7个数控轴和3个主轴,能够实现七轴任意五轴联动加工。副主轴可沿45°斜面进行立卧转换,主轴采用动静压轴承(陶瓷球),主轴的润滑和密封有独特的方案。主轴转速从0到30000r/min只需1.5s,B轴从0°摆动到90°只需0.35s,加速度1.2g,快速进给50m/min,换刀1.8s。机床上能配置最多90刀位的刀库,内置了一个刀具断裂检测装置,检测和加工能同步进行。再加上工件托盘库或者模块化或定制的机床自动化单元,可以实现24小时/7天的自动生产。

瑞士威力铭-马科黛尔公司408MT铣车复合加工中心。是一款高度融合车削和铣削性能的七轴五联动复合加工中心,尤其适用于加工具有复杂几何形状棒料或零件,工件一次装夹能完成多个面加工,再通过全自动背面加工,完成工件六个面加工。最大棒料直径为Φ36mm,全自动背面加工单元安装在U轴上,有0°和90°两个工位,配置自动定心虎钳或夹持器,应用内部或外部夹紧方式,压力可编程控制;高精度卧式轴分度头具有双重功能,低速运转时是个转台,高速运转时是一个车削主轴,车削主轴最高转速为6000r/min;铣削主轴为高精度的电主轴,主轴最高转速为30000r/min(可选配42000r/min),主轴接口为HSK-E40、HSK-A40 或 Capto C4,电主轴安装在摆动B轴上,B轴旋转范围为-15°~100°。刀库容量为48把(可选配72把),刀对刀的交换时间为0.8s。能配置个性化的自动化系统或机器人,达到大批量加工效果。机床结构紧凑,占地面积为2.8㎡,是制表、珠宝、医疗和精密模具等领域精密零件加工的选择。
格劳博机床(中国)有限公司G550T五轴联动车铣复合加工中心。首次在中国展会上展出。托盘尺寸630×630mm,最大旋转直径Φ900mm,电主轴最高转速10000r/min/HSK-T100/340Nm/66kW (40% ED)。卧式主轴可达到同类机床中最长Z轴行程,机床床身采用焊接设计,三个直线轴的独特布局将导轨与工作点之间的距离降至最小,使机床具有最佳稳定性,“隧道”设计可使电主轴和刀具完全缩入机床尾部,在轴任何位置利用最大长度刀具加工大尺寸工件;A′轴旋转可达230°的车铣工作台。机床驱动设计基于Y轴两个对称分布的滚珠丝杠与配重补偿来实现,A′/B′轴上的扭矩电机可进行动态无损的车铣复合加工。选装冷却设计确保了工件、刀具和机床准确的温控。适用于航空航天,机械制造,工具模具,汽车工业,能源技术等行业。

北京精雕科技集团有限公司JDMRMT600精雕五轴车铣复合加工中心。工作台直径Φ630mm ,X/Y/Z 轴工作行程670/840/500mm,A/C 轴回转角度-120°~90°/360°,主轴最高转速15000r/min,X/Y/Z 轴快速移动速度48m/min,A/C轴快速旋转速度:60/900r/min,X/Y/Z 轴最高切削进给速度32m/min,A/C 轴最高切削进给速度60/900r/min,X/Y/Z 轴定位精度0.003mm,A/C 轴定位精度8″。配置Φ180铣车复合高速精密同步电主轴,可装夹车刀、铣刀,并具有中心出水功能。配置北京精雕在机测量系统,对工件、刀具、机床状态进行在机检测与修正。适用于壳体类、轮盘类、套类等含有回转体特征零件的五轴高效铣车复合加工。机床采用了工序集约的设计理念,具有铣、车、镗、钻、铰、攻等复合加工能力。
孚尔默(太仓)机械有限公司VHybrid 260数控机床。最大刀具直径Φ150mm , 最大刀具长度60mm, 最大砂轮和电极直径Φ150mm,磨削主轴转速8500r/min。通过一次装夹,即可完成对硬质合金以及PCD刀具的磨削或电火花放电加工。通过两根水平主轴垂直布置的方式实现多重加工。在VHybrid 260上,下部主轴既可用于磨削,也可用于电火花放电加工,而上部主轴只预留用作磨削。在对PCD(聚晶金刚石)刀具进行电火花放电加工时可达到Ra0.05的表面质量。可选的V@ boost解决方案专为直径1.0mm以上的钻头和铣刀设计。

埃马克两合责任有限公司VL 200 GT立式车磨复合加工中心。卡盘直径Φ210mm,回转直径Φ270mm,工件最大直径Φ160mm,工件最大长度100mm,X/Z轴行程为1700/250mm。通过硬车和磨削的组合加工,缩短了加工时间,工件表面不会有车削纹路。在进行磨削时,材料磨除量非常微少,砂轮磨损更加缓慢并且无需经常修整,由此大大提高了生产效率。一次装夹完成全部加工,硬车工艺能容易解决工件背面因难于触及而很难磨削的问题。

作者:沈华红(协会市场部)
责编:兰海侠
文章来源:中国机床工具工业协会cmtba
图片来源:中国机床工具工业协会cmtba
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多