IMAO今尾【夹具技术指南】夹具的4个基本要素与其职责
夹具的4个基本要素与其职责
1、底板、底座
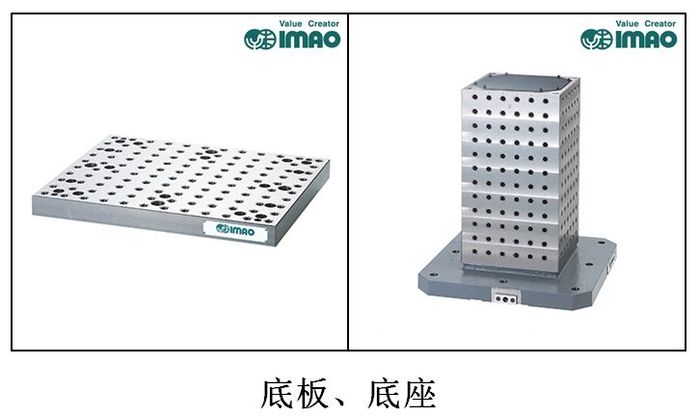
通过设置螺纹孔、铰孔和槽等,使在机床床面上更容易设置安装夹具的东西,成为夹具本体。普通的机床的床面及板面上都按照一定间距设有螺纹孔、铰孔和T形槽等。如果仅使用此类孔和槽,能设计完成工装的数量并不多。这些孔和槽是为了在工装安装需要设置另外的孔或槽的地方而存在的。
底板有立式加工中心用、卧式加工中心用。根据各种加工中心床面的形式和形状,制作不同尺寸、形状的底板。
底座一般使用在卧式加工中心。底部会根据加工中心工作台的形状制作。底板、底座另外还有对工件的高度进行调整、对机床的工作台进行保护的职责。另外,底座还能根据调整工件朝向,提高加工效率(可以进行多面同时加工)的功能。
2、支撑器
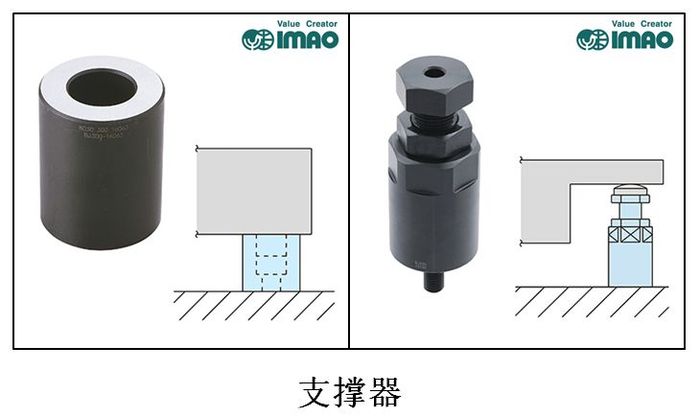
把工件垫高的工具称之为支撑器。 第一章第二节中介绍夹具的职责的时候介绍过,根据工件位置的升高,可以进行贯穿孔及工件侧面的加工。
例如第一工序的时候,高度方向(Z轴方向)不需要精准定位的时候,选择千斤顶这种可调高度的支撑器是比较合适的。第二工序开始,定位面已经完成加工,那么通过使用上下面进行过研磨加工过的支撑器,可以准确定位高度方向(Z轴方向)。
3、定位器

定位工件位置的工具称之为定位器。
第一章第二节中介绍夹具的职责的时候介绍过,NC控制的机床上,如何让工件每次都能在同一个位置进行加工这是提高加工精度的关键。
与支撑器相同,例如在第一工序对毛坯面进行定位时,选择使用螺栓可调型的限位器是比较合适的。第二工序开始,可以通过第一工序加工完的地方进行定位,选择使用工件接触面研磨加工过的限位块或 定位销是比较合适的。
另外,对于通过孔的位置进行定位时,一般都选择使用销子。
4、夹紧器
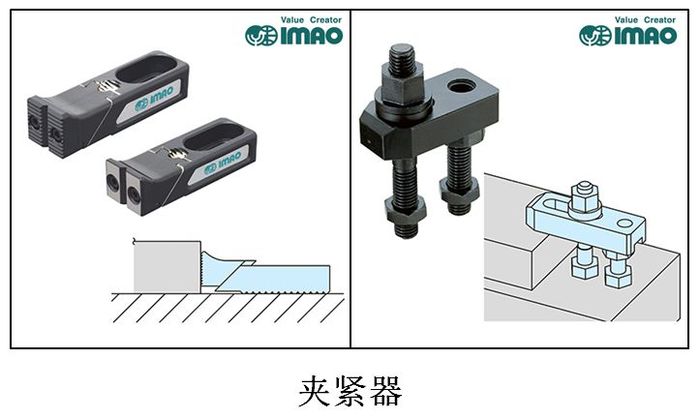
夹持住工件使之保持固定状态的工具称之为夹紧器。 第一章第二节中介绍夹具的职责的时候介绍过,对工件进行夹持时,能够抵抗住切削加工的负荷并同时不产生夹持变形,是至关重要的。
夹紧力一般可以通过螺栓的推进力进行计算,但是也受工件接触面的摩擦系数及施力方向等因素影响,所以在选择合适的工件夹持方法的时候需要综合考虑各种因素。
对于类似铸出面这种外表面每次都有些许差异的情况,可以通过利用齿面压块这种嵌入工件内的工具,达到增强夹紧力的目的。反之,对于加工过的面进行夹紧时,与工件接触面为研磨面的夹具或者是利用黄铜等硬度比工件硬度软的金属、树脂垫块,从而防止工件接触面划伤、磕伤,这也是必须要考虑的。
文章来源:IMAO今尾
图片来源:IMAO今尾
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

强强联合破局高端机床国产化!黄鹄×EMCO车铣复合机床长兴下线
2026-08-03
-

智能制造背景下工业机器人产业发展趋势与提质路径
2026-07-29
-

【雷尼绍】工业之眼(二)| 编码器分类图谱与选型指南
2026-07-31
-

-

深耕精密机床60载 普什宁江以国产母机领航新质生产力
2026-07-29
-

德国 PEMTec 旗舰机型 PEM 800S 技术与应用解析
2026-08-03
-

山特维克可乐满任命徐培耀为中国区销售总经理
2026-08-03








评论
加载更多