锐科激光100W MOPA脉冲激光器在汽车新能源、五金机械、精密加工等行业打孔工艺案例
低功率 MOPA 激光器主要应用为打标、深雕等,相比传统应用工艺具备加工精度高、效率高等优势,相比较常规激光器,MOPA 打标机的突出特点为脉宽可调,频率范围大。各种参数组合多,可加工多种材质,且应用效果多样。本文主要介绍了100W MOPA脉冲激光器在新能源、汽车、五金机械和精密电子行业的打孔应用工艺,以期为客户在实际工艺应用方面提供参考。
1、脉冲激光钻孔优势及四种常见的打孔方式介绍
1.1脉冲激光钻孔相比传统钻孔的4大优势
相比传统钻孔方式,脉冲激光打孔具有较大优势,主要体现在四个方面:(1)非接触式,无工具磨损,无机械应力;(2)不受材料材质、加工孔型等限制;(3)加工精度高,效率高;(4)设备灵活,适合自动化产线。因此,脉冲激光加工的钻孔工艺被广泛应用于精密电子、航空航天、医疗、五金机械、汽车等行业。

航天煤油滤芯
加湿雾化器微孔

喷嘴
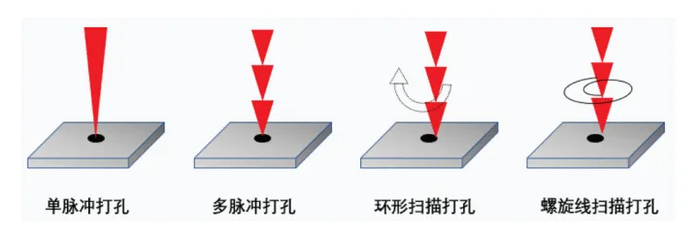
1.2 脉冲打孔的四种常见打孔介绍
常见的脉冲打孔方式加工方式有单脉冲打孔、多脉冲打孔、环形扫描打孔、螺旋扫描打孔等。单脉冲打孔方式利用一个脉冲加工一次,形成一个熔融区,效率高,需要较高的单脉冲能量。多脉冲打孔方式通过高重复频率的多个脉冲加工在材料同一位置,通过多次加工获得所需孔。环形扫描打孔利用聚焦光束在材料上,根据所加工的形状轮廓,制定工件运动轨迹,形成孔。螺旋打孔指采用螺旋线轨迹方式在加工材料上移动。单/多脉冲钻孔加工方式受光斑圆度和聚焦光斑大小影响比较大,打孔的大小比较受限制,适合加工较小的孔,效率高,操作简单,精度低,适合工艺要求不高的打孔。后两种打孔方式属于轮廓法,将光束旋转起来,对材料进行切割,可以实现异性孔打孔,不受激光光斑及圆度影响,孔径大小可调,光路复杂,操作复杂,精度高。四种加工方式各有各的优缺点,可根据加工实际情况选择。
脉冲激光打孔影响因素有平均功率、脉冲宽度、重复频率、单脉冲能量、功率密度、扫描速度、线间距等,其中脉宽及平均功率是主要影响作用。打孔质量主要从孔直径、圆度、间距、锥度、径深比、边缘形貌等方面评估。
2、锐科100W脉冲光纤激光器打孔应用案例
2.1 金属支撑架打孔案例
金属支撑架打孔,应用于新能源行业,具有多孔结构的不锈钢作为气体传递的流道,组装出以氢氧为燃料和氧化剂的燃料电池,使得燃料电池结构更加紧凑。
材料:0.5mm厚度不锈钢
工艺参数:功率40%,频率80kHz,脉宽100ns,多脉冲打点方式
效果:边长20mm方形区域内,孔数目10000个,间距0.2mm,效率67s,正面孔径40μm,背面孔径12μm,材料无明显变形,孔径较好,边缘热影响区域小,无明显飞溅。
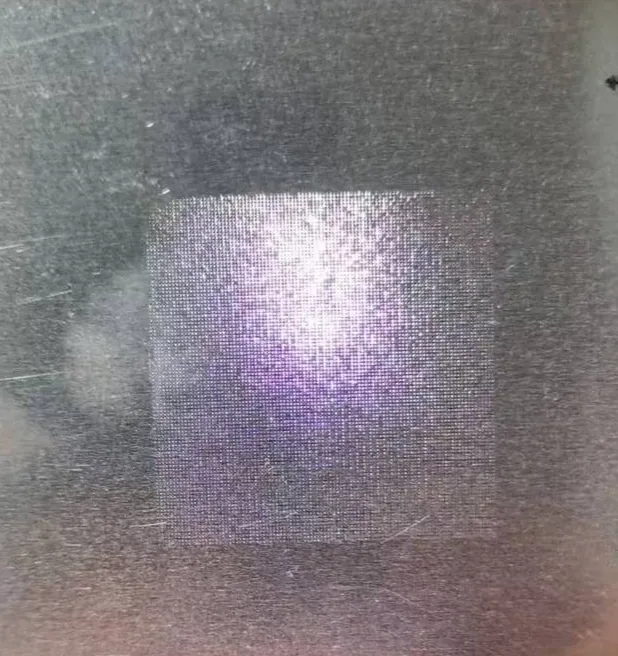
(a)整体形貌
(b)正面孔径直径约40μm (c)背面孔径直径约12μm
图1 0.5mm厚度不锈钢板通孔效果
2.2 极片打孔案例
极片打孔,应用于新能源电池行业,在极片上进行微孔阵列结构,增加电解液接触面积,提高了电解液浸润能力,可快速充放电,从而提高电池性能。
材料:石墨金属复合材料,厚度小于0.1mm
工艺参数:功率25%,脉宽200ns,频率80kHz,多脉冲打点方式。
效果:极片涂覆区打盲孔,深度20um~40um,宽50um~80um。
(a)微观效果图
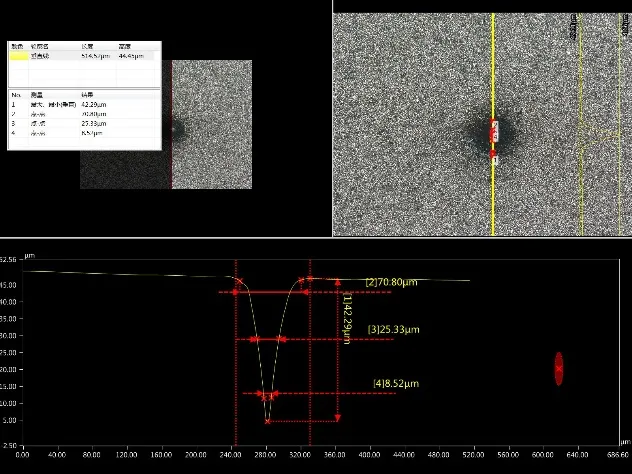
(b)盲孔深度测试
图2 极片钻盲孔效果
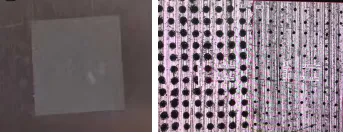
2.3 金属面板打孔案例
金属面板打孔,应用精密电子行业,不锈钢薄片透气孔,微米级孔径,用于气体的流动,为了保障气流的稳定性,对孔径一致性要求比较高。
材料:50微米厚度不锈钢
工艺参数:功率25%,频率50kHz,脉宽100ns,多脉冲打点方式。
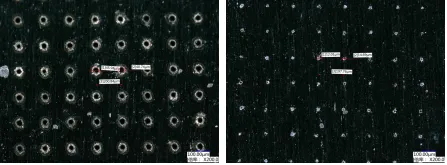
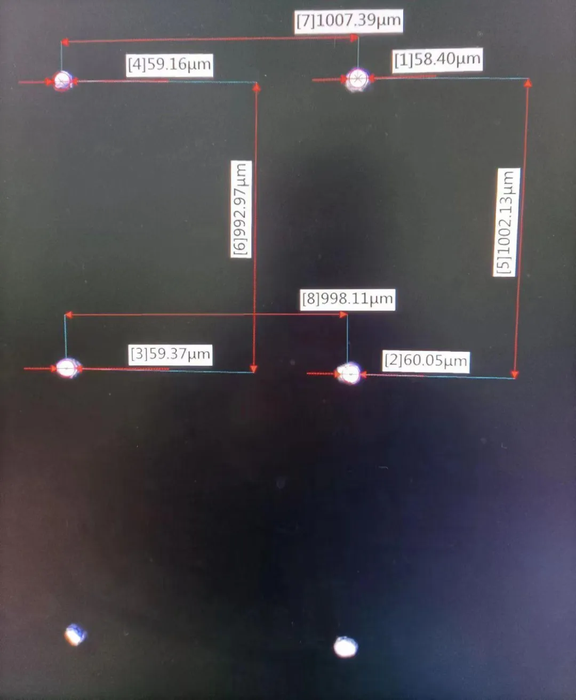
效果:直径16mm圆形区域内,孔数目1141个,整体节拍8s。正面孔径24μm,背面孔径5μm,材料无明显变形,孔径较好,边缘热影响区域小,无明显飞溅。
(a)整体形貌
(b)正面孔径直径约24~25μm (c)背面孔径直径约5~6μm
图3 50μm厚度不锈钢板钻通孔效果
2.4 金属连接器件打孔案例
金属连接器件打孔,主要应用五金机械行业,圆形铝管打孔,可以用于器件链接。
材料:铝管,外径约19mm,管壁约2mm
工艺参数:功率100%,频率80kHz,脉宽350ns,螺旋线扫描方式
效果:孔直径5mm,效率30s/个,边缘光滑,无毛刺,对下壁无损伤。

图4 铝管钻孔效果
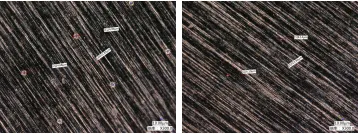
2.5 铝合金内饰条钻孔案例
铝合金内饰条钻孔,用于汽车行业,汽车内饰条透光效果,密集微孔实现各种图案的透光孔效果,可通过孔大小和密集程度控制透光亮度。
材料:0.6mm厚度铝合金
工艺参数:功率80%,脉宽100ns,频率80kHz,多脉冲打点方式,
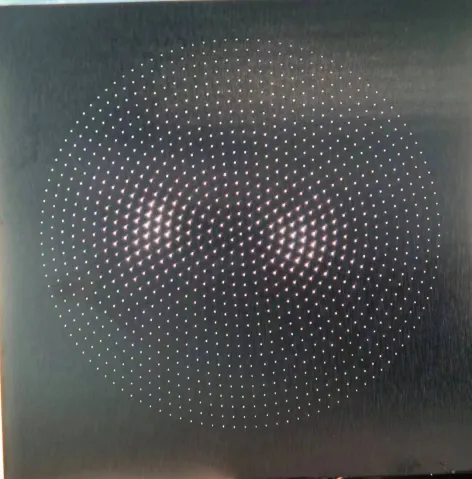
效果:孔正面直径约50μm,背面直径约20μm,孔圆心间距0.1mm。一万个孔7s。表面光滑,无毛刺,热影响小,无变形。
(a)整体效果 (b)正反面孔微观效果
图5 铝合金打孔效果
3、脉冲激光器打孔应用工艺总结
100W脉冲光纤激光器可用于大多数金属和部分非金属打孔,适用性广。对于不同金属材质,当材料厚度一样,打孔效果差异较小;对于非金属,如陶瓷、玻璃、塑料等,材质和厚度对打孔效果影响比较大。孔径<100μm,易采用多脉冲打点方式实现打孔;孔径≥100μm,可采用螺旋或环形扫描方式对材料逐层去除实现打孔。
表1 100W脉冲激光器打孔工艺总结

4、小结
本文主要介绍了锐科100W MOPA脉冲激光器在各行业的打孔应用案例,而MOPA脉冲光纤激光器的应用工艺十分多样,还能应用于3C电子焊接、电池盖打码、钢壳/阳极铝打黑、黄铜/铝合金等切割、氧化层清洗等。未来,锐科激光将紧跟各行业发展需求,联合各行业企业开展更多前沿的工艺应用案例。欢迎有产品应用需求的客户,和我们联系打样咨询。
文章来源:锐科激光
图片来源:锐科激光
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

强强联合破局高端机床国产化!黄鹄×EMCO车铣复合机床长兴下线
2026-08-03
-

智能制造背景下工业机器人产业发展趋势与提质路径
2026-07-29
-

直击2026齿轮与电驱动技术大会:一家中国民企的“正向研发”突围战
2026-07-28
-

【雷尼绍】工业之眼(二)| 编码器分类图谱与选型指南
2026-07-31
-

深耕精密机床60载 普什宁江以国产母机领航新质生产力
2026-07-29
-

MTF2026大连启幕:马扎克以“新技术”破局“新行业”,共绘智造未来新图景
2026-07-30
-

德国 PEMTec 旗舰机型 PEM 800S 技术与应用解析
2026-08-03








评论
加载更多