激光电弧复合焊接技术再突破,锐科20kW激光器高效达成20mm厚碳钢单面焊双面成型!
随着国家对节能环保的重视程度和相关行业对生产效率的要求进一步提高,制造产业转型升级正不断推进,激光电弧复合焊接这一新技术因其具备效率更高、质量更好、成本更低、应用场景更为丰富等特点,必将逐步取代传统焊接方式。目前业内一般较容易实现12mm及以下厚度对接焊的单面焊双面成型,而锐科实现技术突破,可高效达成20mm厚碳钢单面焊双面成型。本文呈现了锐科RFL-C20000连续激光器在激光电弧复合焊接工艺方面的应用案例,以期为客户在实际工艺应用方面提供参考。
01、激光电弧复合焊接的优势及应用场景
激光电弧复合焊接是结合了激光焊和电弧焊两种工艺方式的新型焊接方法,两种热源同时作用于板材,激光可以提高电弧的稳定性,电弧可以吸引光致等离子体促进材料对激光的吸收,集结了激光焊接与电弧焊接的优点,尤其适用于厚板的焊接,能发挥出1+1>2的效果。与单电弧和单激光焊接对比,激光电弧复合焊接优势明显,主要体现在以下几个方面:
· 焊接效率更高:传统弧焊的速度多被限制于0.6m/min左右,且单层熔深一般在3mm;激光电弧复合焊接速度可达1.8m/min,目前实验室条件可以做到20mm板材单面焊双面成型,板材越厚,效率优势越明显。
· 焊接质量更好:相对于电弧焊,复合焊热影响区更小,可减少材料的变形,也相对更为智能化,焊接质量可控;相比于单激光焊接,复合焊桥接能力更好,对间隙容忍度较高。
· 运营成本更低:激光电弧复合焊接具有更高的熔深,可减少焊材消耗;相对弧焊,前期设备投入相对较高,但后期人力成本、运营成本可大幅下降。
· 材料适应性更强:复合焊可焊接多种材料,均能获得相对良好的焊缝接头。
也因激光电弧复合焊具备的这些优势,它可适用于多行业焊接应用场景:(1)船舶制造:甲板,舱壁等大型结构件焊接;(2)工程机械及桥梁:钢构、箱梁等结构件的焊接,主要多为T接,角接,以及U肋结构;(3)汽车行业:车身、底板等焊接,材料多为铝合金;(4)轨道交通:车身,转向架等焊接;(5)油气管道:管道、储罐等焊接。
02、技术领先,锐科20kW激光器高效达成20mm厚碳钢单面焊双面成型!

图1 RFL-C20000
本文案例采用锐科高功率RFL-C20000连续激光器进行复合焊接,它具备光电转换效率高、光束质量高、可靠性好、寿命长、免维护等特点,良好的性能为焊接的稳定性提供了有力保证,其主要性能参数见表1。

激光电弧复合焊接工艺技术相对复杂,工艺参数众多。一般而言,采用复合焊接的方式焊接板材,焊接的板材越厚,对激光器、弧焊以及整个系统的稳定性等要求越高。目前业内一般较容易实现12mm及以下厚度对接焊的单面焊双面成型,而锐科激光不断迭代高性能、高功率激光器,同时结合自身成熟的工艺经验,已能高效完成20mm厚度的碳钢单面焊双面成型。
本案例采用的复合焊接系统配置的激光器为锐科高功率RFL-C20000激光器,实验材料为碳钢,牌号为Q235,厚度20mm,板材长度为200mm,焊接方式为对接,要求为单面焊双面成型。

正面(左)背面(右)
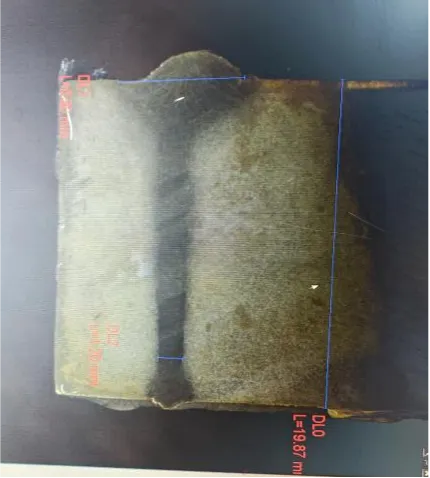
金相
焊接激光功率为19000W,焊接速度可达1.8m/min,仅7s内即可完成200mm长、20mm厚度的碳钢板材的高速复合焊接,由上图可看出,焊接焊缝效果美观,一致性好,充分发挥了激光器高深宽比、高稳定性的特点,可高效达成客户要求。
03、结语
本文案例主要描述了武汉锐科高功率连续激光器在激光电弧复合焊接方面的探索性的研究和应用,期望能够为行业应用的发展提供参考。未来,锐科激光将紧跟各行业发展需求,并积极联合产业链上下游相关的企业,更为深入地探索在激光电弧复合焊接方面的工艺应用,助力相关行业和应用高质量发展。
文章来源: 锐科激光
图片来源: 锐科激光
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

G4020 HP专业高速激光切割机,开启“快、稳、精”效率革命
2026-07-08
-

-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13








评论
加载更多