年省238万!用朴精密成型铣刀助力换挡拨块加工降本增效实战案例
在制造业降本增效的核心诉求下,用朴精密凭借定制化成型铣刀解决方案,为某换挡拨块加工客户打造了一套从工艺到刀具的全流程优化方案,实现单件加工耗时从15分钟锐减至6分钟,结合年产30万件的产能规模,为客户创造了年省超238万元的显著效益。
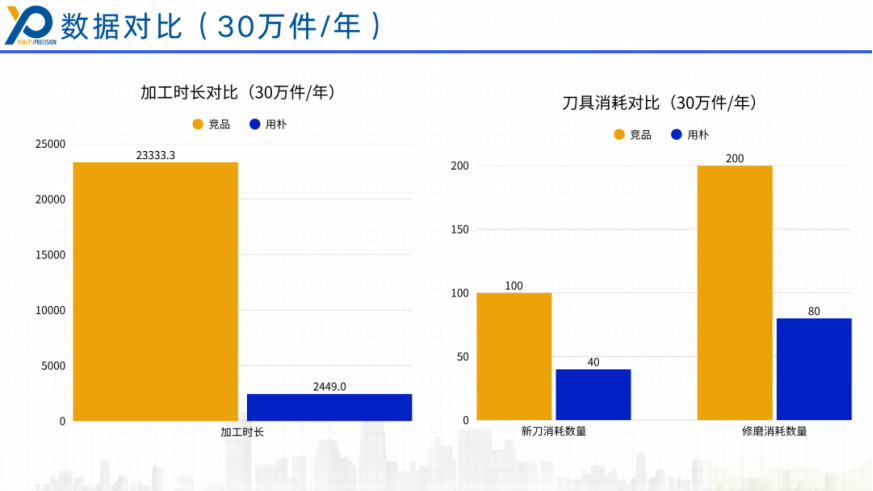
核心效益数据:
按年产30万件计算,
累计节省加工时间20893.4小时,等效减少5台机床投入;
年节省机床折旧与人工成本约208.9万元;
年降低刀具成本约30万元;
综合年节约成本达238.9万元。
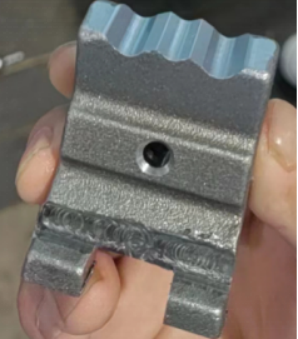
▲工件

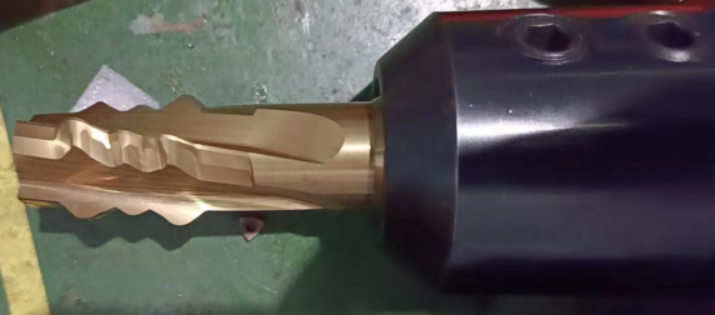
▲工装夹具
工件信息
产品名称:换挡拨块;
材料牌号:ZG310-570;
材料硬度:HB179-217;
加工要求:粗铣和精铣成型轮廓面至尺寸,表面粗糙度:Ra1.6,轮廓度要求:0.05;
加工设备:VMC850P立式加工中心,BT40主轴;
冷却方式:外冷,乳化液;
产 量:30万件/年;

用朴方案刀具持续优化历程
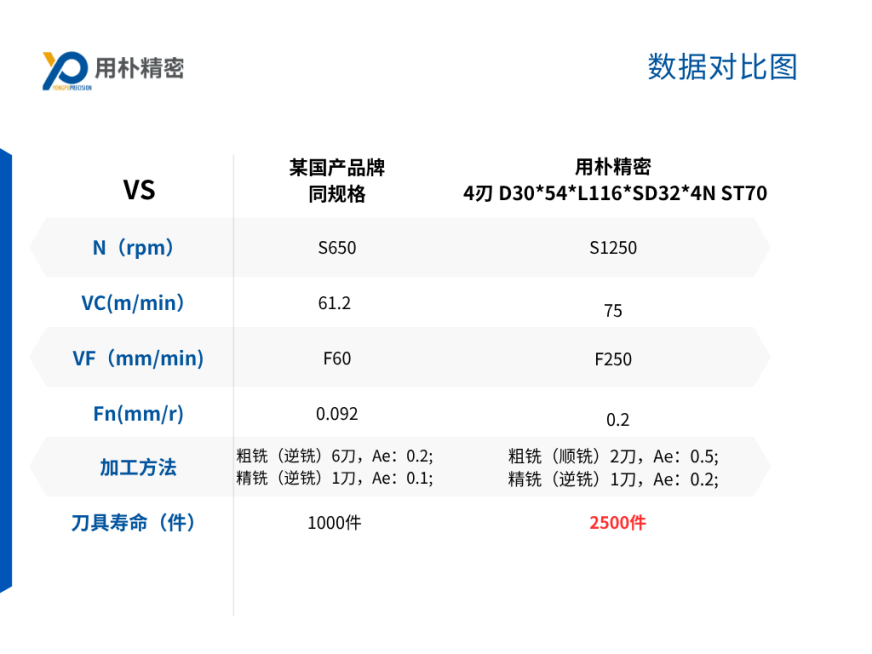
01、加工策略革新,工件整体加工效率提升150%
客户现状:
客户原工艺采用粗铣6刀(逆铣)+精铣1刀(逆铣),切削力大、工件震动、刀具磨损快,一对工件加工时间长达15分钟。
改进优化措施:
1. 粗铣:逆铣改成顺铣,降低切削阻力,减少震动风险,避免刀具异常磨损失效。
2. 粗铣6刀改成2刀+精铣1刀;
3. 通过计算切屑厚度,优化切削参数,增加每齿进给,提高加工效率。
改进优化成果:
一对工件的加工时间从15分钟降至6分多钟,效率提升150%。
02、刀柄升级,寿命稳定性提升
优化加工参数后,客户反馈刀具寿命波动大,工件轮廓度超差导致换刀,希望进一步优化改进。
改进优化措施:
采用强力铣刀刀柄替换侧固刀柄,显著提升刀具装夹跳动精度,避免刀具跳动不良导致铣刀异常磨损失效及铣削工件轮廓度超差。
改进优化成果:
刀具寿命稳定至800件以上,轮廓度合格率提升至99%+。
03、刃口强化,寿命再翻倍
客户现状:
刀具早期失效主因为刃口崩刃,尤其加工过程包含粗加工和精铣的逆铣加工,对刀具刃口磨损加大。
改进优化措施:
优化刃口强度,提升刃口抗冲击性能。
改进优化成果:
刀具寿命从800件提升至2000件。
04、优化刃型设计,寿命突破2500件
客户现状:
刀具磨损后,工件轮廓精度逐渐恶化,客户被迫提前换刀。
改进优化措施:
优化前角与槽型,使切削更轻快,降低切削阻力。
改进优化成果:
1. 即使刀具刃口后刀面磨损量达到0.15mm,仍能保证轮廓合格。
2. 刀具寿命进一步提升至2500件以上。
加工参数及与对手的比较数据
案例总结:从“被动救火”到“主动预防”的全面升级
用朴精密通过加工策略革新、刀柄选型升级、刃口强化处理、刃型结构优化四步递进式方案,帮助客户实现了四大核心突破:
✔ 效率跃升:加工效率提升150%,单件加工节拍从15分钟压缩至6分钟
✔ 寿命飞跃:刀具寿命从初期1000件级别,突破至2500件以上
✔ 质量稳控:工件轮廓度合格率从90%提升至99%+
✔ 成本骤降:年节约成本超238万元,实现机台产能翻倍
降本增效需求迫切?即刻联系用朴精密,获取专属定制化刀具解决方案!
文章来源:用朴精密
图片来源:用朴精密
转载平台:企业供稿
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

强强联合破局高端机床国产化!黄鹄×EMCO车铣复合机床长兴下线
2026-08-03
-

-

江恒阀业携手Fastems打造高端阀门柔性智造新标杆
2026-08-05
-

【雷尼绍】工业之眼(二)| 编码器分类图谱与选型指南
2026-07-31
-

山特维克可乐满任命徐培耀为中国区销售总经理
2026-08-03
-

德国 PEMTec 旗舰机型 PEM 800S 技术与应用解析
2026-08-03
-

喜讯!精锐D160高速双五轴卧式加工中心获评“2026年度全国压铸行业创新技术及产品”
2026-08-04








评论
加载更多