山特维克可乐满:PrimeTurning™
经典产品名称:PrimeTurning™
公司:山特维克可乐满公司
发布日期:2017年3月
众所周知,采用小主偏角可以提高进给量。然而,在传统车削中,为了加工台肩以及避免小主偏角带来的切屑控制问题,大多都使用90°左右的主偏角。山特维克可乐满从调查纵向车削的潜力着手,发现了一种由夹头端部开始,向零件尾端方向进行切削,既利用了小主偏角,又能加工台阶面的车削方法,这就是PrimeTurning™。山特维克可乐满据此成功开发了相应的CoroTurn® Prime车削刀具,不仅大大提高了生产效率,还解决了切屑控制的问题。这种概念再进一步,就是“全向车削”,即不仅仅是“向后”车削,同时也能进行传统方向的车削以及端面和仿形车削。PrimeTurning™和CoroTurn® Prime车削刀具使车削技术迈上了新台阶,可获得更好的机床利用率、更长的刀具寿命、以及更少的刀具库存。
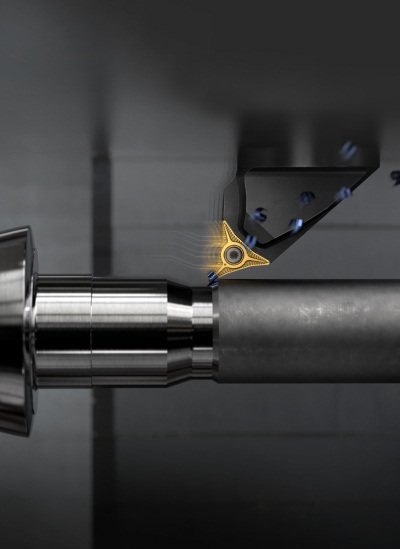
2017年春季,山特维克可乐满正式推出了革命性的全新车削方式PrimeTurning™和相应的CoroTurn® Prime车削刀具系列,使用单把车刀即可实现全向车削的解决方案。不仅显著地提高了生产率收益(与现有车削方法相比可将加工效率提升50%,甚至更高),还提供更高的加工灵活性。这一加工方法的原理是让刀具在靠近零件夹持处切入,然后在向零件末端或外端移动的过程中去除材料,这使我们可以在加工中应用更小的主偏角和更高的切削参数并获得更长的刀具寿命,同时避免了令人头疼的挤屑问题,提高了加工安全性。当然,也可用同一刀具进行传统车削。目前推出了CoroTurn® Prime A型和CoroTurn® Prime B型两种类型。A型刀片(共9款)拥有三个35°夹角的刀尖,用于轻型粗加工、精加工和仿形切削;具有两个坚固80度夹角刀尖的CoroTurn® Prime B型刀片(共5款)则专门用于高效粗加工。
PrimeTurning™是一种新的方法,使用比传统车削更高效的方式在所有方向上进行车削。该概念包括新的切削方法、相应的CoroTurn® Prime刀具和代码生成器。
PrimeTurning™方法可缩短装卡时间,减少换刀停机,降低实现更高的机床利用率和整体生产效率。
目前推出了CoroTurn® Prime A型和CoroTurn® Prime B型两种类型。A型刀片(共9款)拥有三个35°夹角的刀尖,用于轻型粗加工、精加工和仿形切削;具有两个坚固80度夹角刀尖的CoroTurn® Prime B型刀片(共5款)则专门用于高效粗加工。与这两种刀片相配套的有52种不同的刀柄。
PrimeTurning™代码生成器所创建的ISO刀位代码可确保最佳加工效果。
PrimeTurning™方法和支持刀具可以让大量制造商从中受益。特别是对于航天航空和汽车等制造行业来说,这些行业往往需要在大批量生产中执行外圆车削操作,或需要经常性地多次装卡和换刀,PrimeTurning™方法和支持刀具将为这些行业的客户带来颠覆性的变革。PrimeTurning™方法和相应的CoroTurn® Prime车削刀具可以使包括汽车制造业在内的大批量外圆车削生产商从中受益。对需要频繁换刀和渴求延迟刀具寿命的航空航天等行业的帮助也很明显。
创新点:
1、PrimeTurning™可以仅用一把刀具就完成纵向车削 (前进和后退)、车端面(向内和向外)和仿形车削操作,可大幅减少刀具数量和走刀次数,节约宝贵的刀位,提高加工效率;
2、较小的主偏角形成的切屑更薄,可采用更高的切削参数。与常规车刀相比,在提高50%切削效率的同时还能提高50%的刀具寿命;
3、主要切削方向背离台阶方向,消除了因挤屑给刀片或零件带来的损害;
4、CoroTurn® Prime车刀片不仅切削负荷和切削热远离刀尖圆弧部分,而且纵向和端面车削时刀尖圆弧介入切削的部位不同,可更加有效的利用刀刃和提高刀片寿命;
5、CoroTurn® Prime车刀应用了山特维克可乐满的独特的精确冷却技术,i-Lock技术,修光刃技术,以及最新的材质和槽形技术;
6、刀位代码生成器不仅可以生成相应的NC刀位代码,还可以自动修改标准车削循环生成的NC程序,极大的简化了NC程序编制,提高了安全性。



































获取更多评论