合理选用刀具结构,巧妙解决耐热合金加工问题
文章来源:京瓷切削工具
发布时间:2018-07-26
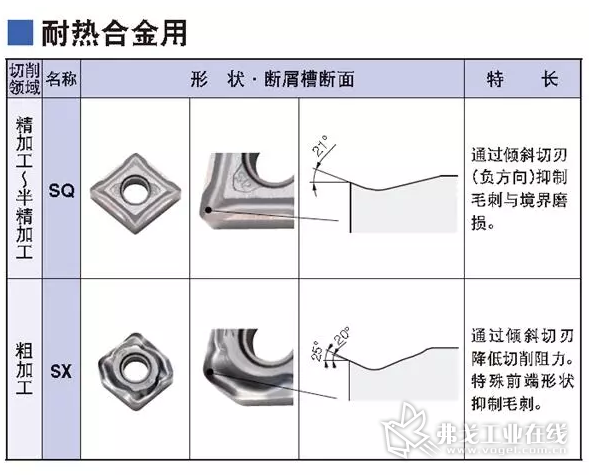
京瓷推出的超耐热合金加工用刀片就通过大的刀具前角,降低切削阻力与特殊的前端形状抑制毛刺。
1、前角
1.影响切屑变形。增大前角,可使切削变形减小,切削力、切削热和切削功率减小。
2.影响切削刃强度及散热情况。增大前角,会使楔角减小、切削刃强度下降,散热体积减小;过大的前角,可能导致切削刃处出现弯曲应力,造成崩刃。
3.影响切屑形态和断屑效果。切削变形程度不同,切屑折断难易程度不同前角
2、后角
1.增大后角,可减小加工表面的弹性恢复层与后刀面的接触长度,减小后刀面的摩擦与磨损。
2.增大后角 楔角减小,刃口钝圆半径减小,刃口锋利。
3.精加工时切屑厚度较小,应增大后角。
3、刃倾角
1 影响切屑的流出方向。
2 影响切屑刃的锋利程度。
3 影响切屑分力的比值。
4 影响刀尖强度及断续切削时切削刃的冲击位置。
京瓷推出的超耐热合金加工用刀片就通过大的刀具前角,降低切削阻力与特殊的前端形状抑制毛刺。
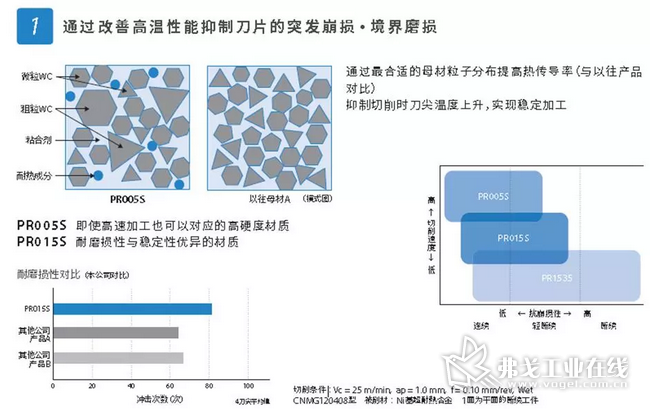
配合超耐热合金加工专用材质
PR005S/PR015S
1.抑制刀片的突发崩损、境界磨损
2.实现超耐热合金的稳定加工
附赠大家一个前角口诀
前角作用大,合理选择它;
工件硬度高,前角要选小;
工件塑性大,前角要选大;
硬质合金刀,前角要选小;
高速钢刀具,前角要选大;
粗加工前角小,精加工前角大。



































获取更多评论