基于国产数控系统控制的五坐标联动大型铣车复合加工中心的应用验证
大型五坐标联动龙门铣车复合玻璃钢加工中心的研制开发及示范应用,涵盖了数控机床设计、五轴复合摆头、回转工作台铣车复合双驱、数控系统多坐标联动控制优化以及铣车复合机床加工应用、切削加工工艺、自动编程置处理及仿真、精度控制与评估、质量保证等覆盖整个数控加工过程的关键技术。通过实施“高档数控机床与基础制造装备”科技重大专项课题“高档数控装备及工艺在导弹大型整体舱段集成制造中的示范应用” 课题(编号2015ZX04002202),攻克了如下技术难点:数控系统与主机和功能部件的适应性、功能强化和可靠性评价,航天复杂产品在加工过程中的定位基准、加工效率、变形控制和在线检测等。
五坐标铣车复合总体结构
1. 铣车复合机床总体结构
国产大型铣车复合机床采用定柱动梁式龙门结构(如图1所示),主轴头沿横梁水平移动(X轴),工作台前后移动(Y轴),横梁沿龙门立柱上下运动(Z轴),摆动主轴头绕B轴45°旋转。回转工作台(C轴)在车削时提供主切削力、铣削时实现数控旋转分度,可完成X、Y、Z、B和C轴五轴联动控制与加工。机床配华中数控HNC-848C系统、液压系统及整齐美观的全封闭防护罩、自动换刀装置和吸尘除尘系统。图2所示为裸机总体构造。
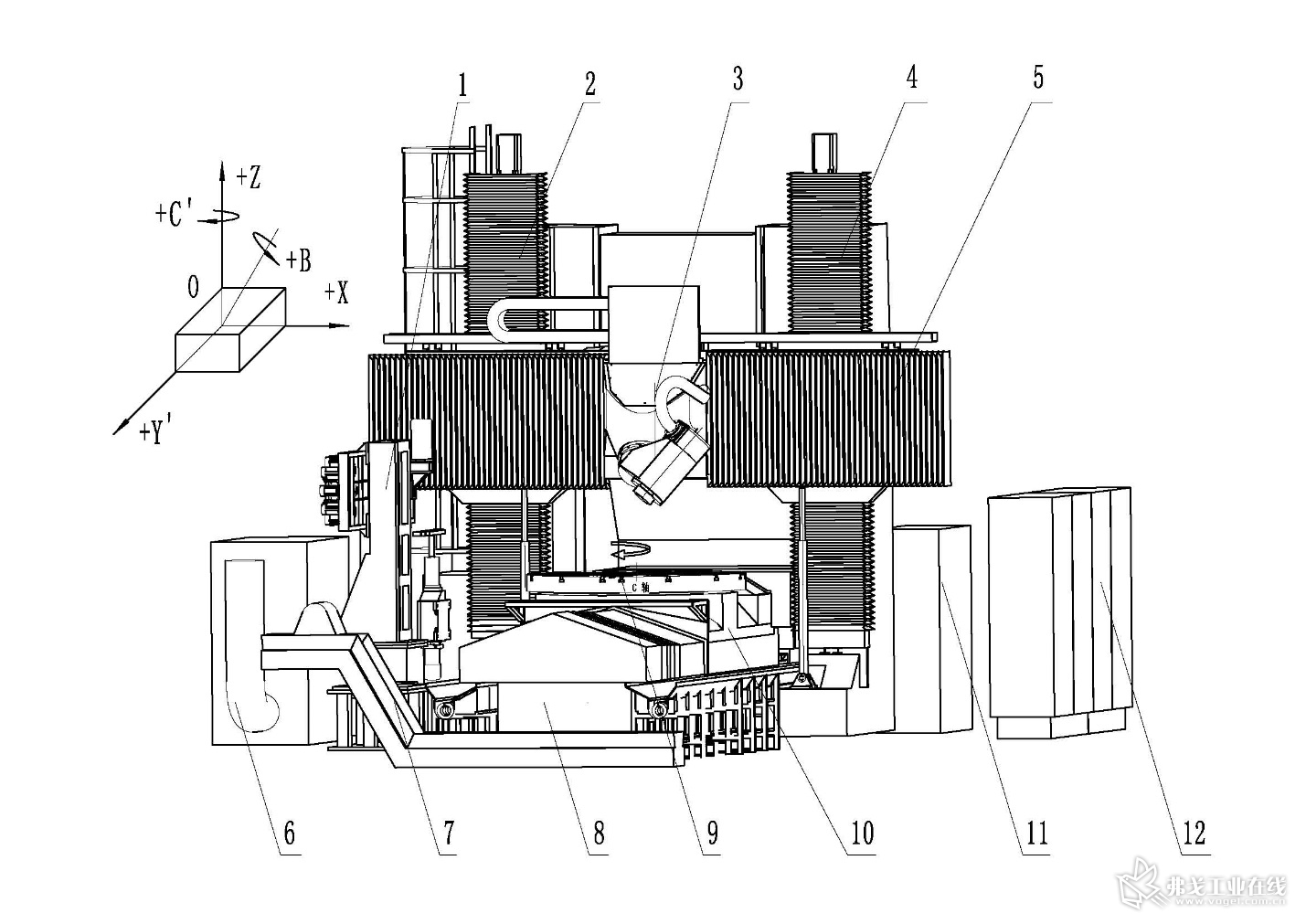 1.刀库 2.左立柱 3.45°摆动主轴头 4.右立柱 5.横梁 6.吸尘除尘系统 7.排屑器 8.床身9.工作台 10.滑座 11.液压站 12.电柜
1.刀库 2.左立柱 3.45°摆动主轴头 4.右立柱 5.横梁 6.吸尘除尘系统 7.排屑器 8.床身9.工作台 10.滑座 11.液压站 12.电柜
图1 机床结构简图

图2 主机外型
为满足加工新型复合材料的要求,对机械部件进行了二次防尘保护,并配吸尘除尘系统,有效解决了加工过程中的环境污染。机床具有间隙补偿、螺距补偿、刀具补偿、直线插补、圆弧插补和自动报警显示等功能,一次装夹可实现车、铣、钻和镗等多工序的复合加工,不仅减少了装夹次数,缩短了辅助时间,还提高了加工效率、定位精度和加工精度,满足了航空航天、核工业、船舶和印刷等行业加工复杂形状的曲面零件和异型零件的需求。
2. 铣车复合机床机械特点
图3所示为大型龙门玻璃钢复合材料铣车复合加工中心的复合立-卧式转换运动状态。机床配国产华中数控系统HNC848,采用高精密光栅尺、圆钢栅尺,全闭环位置反馈控制。床身、立柱、横梁、滑座、旋转工作台和主轴箱等主要基础件及关键结构件均为铸造结构,确保了机床的高刚度和精度稳定性。X、Y和Z直线轴均采用高精度直线导轨支承,由伺服电机带动高精度滚珠丝杆移动。直线导轨和滚珠丝杠采用双层防护,可避免加工中的粉尘污染。

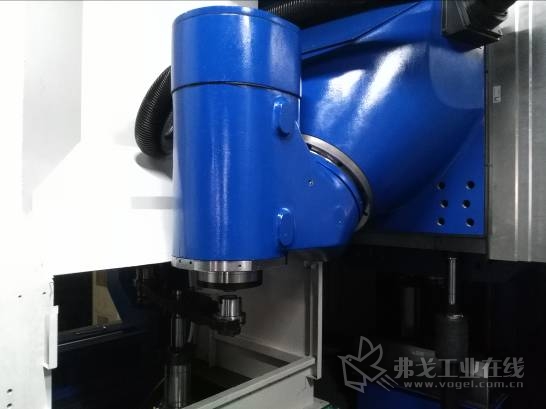
图3 铣车复合立-卧式转换运动状态
铣车复合旋转工作台,由交叉滚子轴承支承,由双电机带动变速齿轮箱驱动其旋转,车削时提供主切削力,铣削时实现数控旋转分度。主轴系统采用45°回转的B轴摆动头,可实现立、卧转换,安装车刀和旋转刀具后,具备车、铣复合功能。主轴配HSK A100高速铣削刀柄及CAPTO车削刀柄,转速可达10000r/min。机床左侧的链式自动换刀装置装有40把刀具,换刀时间低于5s。
机床配有平行于床身的两个螺旋排屑器和一个链板式排屑器,可以将铁屑方便地排入积屑箱。自动润滑系统定量地对各轴及其他运动副进行自动润滑,带报警提示,可保证机床稳定工作。大功率吸尘除尘系统有效解决了复合材料加工中的粉末收集与处理问题。
针对新型复合材料零件的加工特点,如切削转速高、粉尘大等,对机床采用了全封闭设计,对导轨采用了双层防护,对刀库、头库采用了防护罩,对电气系统采用了单独的防护措施,以此提高了机床主体、电气及电气系统的防护等级,避免受到冷却液和液压油的污染。
该大型铣车复合加工中心填补了国内空白,其规格和技术参数见表1。
表1 铣车复合机床规格参数
| 项目规格 |
技术参数 |
项目规格 |
技术参数 |
| X/Y/Z轴行程 |
3050mm,2500mm,1600 mm |
工作台最大输出扭矩 |
40233 Nm |
| 立柱间距 |
2300 mm |
工作台分度速度(C轴) |
0~5 r/min |
| X/Y/Z轴快移速度 |
15m/min,12m/min,8m/min |
B轴转动范围 |
-30°~180°,立式0°,卧式180° |
| 最大车削直径 |
φ2500mm |
转动速度 |
5r/min |
| 加工最大工件高度 |
1600mm |
刀柄形式 |
HSK A100 |
| 主轴转速 |
12000r/min |
换刀形式 |
立式 |
| 功率 |
20kW |
刀库形式 |
链式 |
| 扭矩 |
201Nm |
刀位数 |
40把 |
| 主轴锥孔 |
HSK A100 |
X/Y/Z轴定位精度 |
0.015/1000 mm |
| 工作台直径 |
φ2000 mm |
B/C轴 定位精度 |
8" |
| 最大载重 |
10000 kg |
X/Y/Z轴重复精度 |
0.01 mm |
| 工作台转速(车削) |
5~150 r/min |
B/C轴 重复精度 |
5" |
| 车削主电机功率 |
37×2 kW |
数控系统 |
华中数控HNC848 |
核心功能部件系统解决方案
1. 铣车复合双驱转台
铣车复合双驱转台,采用双电机驱动,通过双速换挡齿轮箱驱动工作台回转。转台在车削工作时,电机以主从模式控制,两个电机的功率叠加,可实现大扭矩切削,为车削主轴提供主切削力;在铣削工作时,两个电机可以转换为电气预载模式,可使数控旋转的C轴消除反向间隙,实现数控旋转分度。用于支承转台的交叉滚子轴承承载大,可承受高倾覆力矩,保证了工作台的径向和轴向刚度。工作台旋转中心装有高精度反馈装置,可对台面(C轴)进行位置反馈,对车削主轴进行速度反馈,有效地保证了加工工件的分度精度和车削精度。图4和图5所示为双驱转台运动示范及实物。
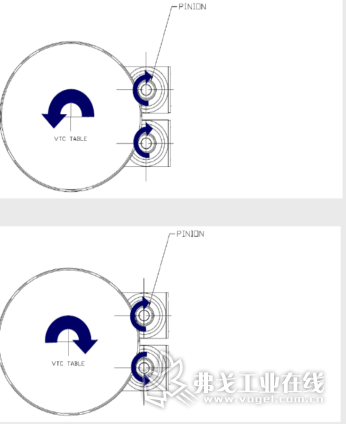
a车削工作时 b铣削工作时
图4 双驱转台驱动运动示意图


双驱换挡齿轮箱 台面大齿圈
图5 双驱转台实物结构图
2.主轴铣头45°复合摆动
如图6所示,绕45°回转的B轴摆动主轴头,在-30°~180°的范围内摆动,0°时为立式,180°时为卧式,可实现主轴立、卧转换。B轴采用力矩电机直接驱动,以恒力距输出动力,采用全闭环位置反馈,具有扭矩大、承载能力强和动态响应快的特点。自动锁紧机构在断电时能自动锁紧。采用的电主轴结构具有车、铣复合功能,即可安装车刀,也可安装旋转刀具,实现车削、铣削复合加工。主轴配带的车削自动锁紧机构可保证车削刚性。车削刀具与铣削刀具可在刀库上自动交换,提高了加工效率。图7所示为配备的车铣主轴功率扭矩曲线图,既可实现大扭矩低速切削,还可实现铝合金、复合材料的高速切削。
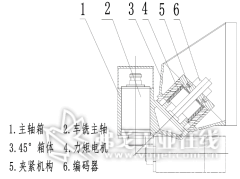

图6 45°摆动主轴头结构示意图
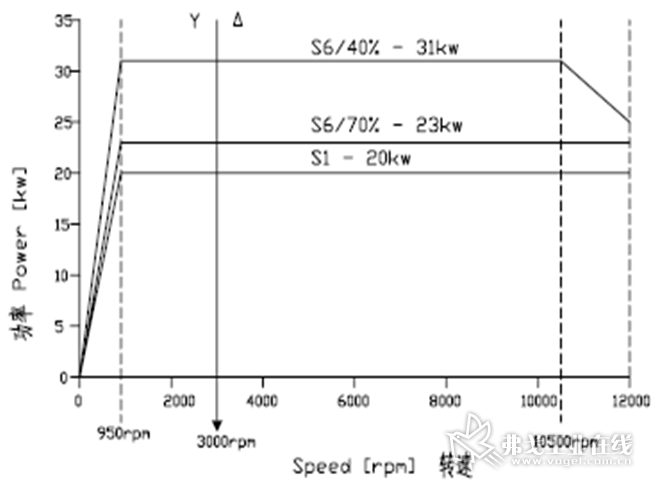
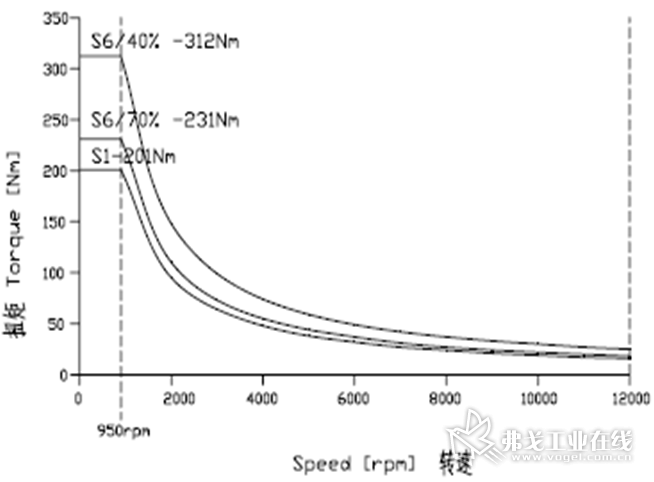
图7 车铣主轴功率扭矩曲线图
3. 高效除尘系统及防护
粉尘从除尘器进风口进入,烟尘进入预处理装置,大颗粒的粉尘和火花被分离直接落入集尘盒,较细的粉尘进入除尘器过滤段。粉尘气体均匀地流入过滤器,吸附在滤筒外表面,在负压作用下,过滤后的洁净气体进入滤筒内,再经出风口进入大气。图8所示为采取的导轨防护措施,以规避粉尘污染。
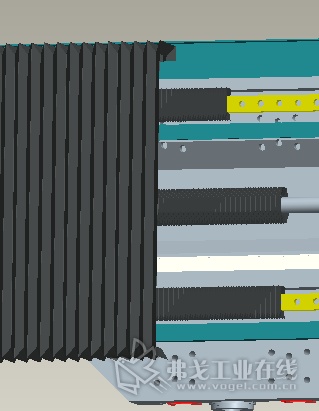
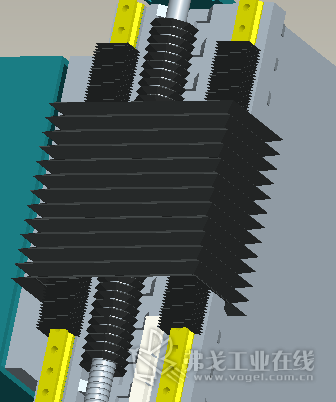
图8 导轨密封防护结构
华中数控系统配套解决方案
图9所示为大型五坐标龙门玻璃钢加工中心配备的华中8型HNC848高档数控系统的框架构成,它不仅具有8轴联动控制功能,还支持8通道,最小分辨率0.001um,插补时间0.125ms,G代码前瞻段数可达2000段。

图9华中8型数控装置
华中数控HNC848系统与五坐标机床的配套,需根据航天复杂结构件的特点和实际加工要求,开展基于零件工艺性和机床性能的研究,通过对机床定位精度、运动精度、功能可靠性和精度保持性等进行分析与测试来进行研发,包括:基于机床机构参数的加工精度与控制模块开发,高档数控系统与六轴龙门玻璃钢加工中心双模式五坐标联动匹配性、适应性的技术研究,以及基于六轴双模式五坐标联动后处理模块的开发等。
对机床定位精度和运动精度的分析与测试,依据复合材料航天结构件的工艺需求,有选择性地对各运动部位在数控装置控制下所能达到的直线(X、Y和Z)运动定位精度和重复定位精度、回转定位精度(A、B和C)和回转重复定位精度、各轴的机械动态特性等进行控制保障。对功能可靠性和精度保持性的分析与测试,有选择性地开展了空运转试验、主轴和进给轴加载试验、实际切削试验、空运转加速试验、安全试验、进给轴和旋转轴的精度保持性试验以及主轴回转精度保持性试验等。
在数控加工过程中,由于各种误差因素的存在,使得加工过程始终偏离给定的进程,造成加工误差。通常,基于经验和反复试验的方法制定的加工工艺,虽然可以保证零件的加工精度,但周期长,成本高。若在加工前准确预测零件的加工精度,则可替代试切环节,缩短生产周期,降低成本,指导工艺方案的优化,并能预测结果,对加工误差进行补偿,提高零件的加工精度。具体过程为:制订数控系统与大型五坐标龙门玻璃钢加工中心的配套验证方案,确定配套设施需要验证的数据和参数,明确数控系统理想的运行状况。根据所确定的验证标准及现有大型五坐标龙门玻璃钢加工中心来拟定配套方案,确定配套所需的设备列表,针对该方案,明确配套所需验证的参数及测试流程。对所拟定的方案进行修改、论证、验证和完善。
五坐标机床标准件加工检测
1. 国家标准三坐标立式与卧式综合测试
针对五坐标机床需同时具备立式和卧式两种加工状态,以及需要按照标准的三轴国家标准试件进行加工,增加了2处3°斜角以检测斜度精度,增加了4处圆孔以检测孔的位置度,圆孔中增加了台阶孔以检测两孔的同轴度。经加工检测,产品合格,如图10所示。


图10 立卧转换三坐标联动标准件试验切削件
2. 五轴国际标准NASA及S件加工测试
图11所示为五轴联动侧刃加工国际标准五坐标NASA件,图12所示为五轴联动侧刃加工中国国际标准五坐标S件。经多次反复试验加工,产品表面质量合格,精度达到国家标准和国际标准要求。
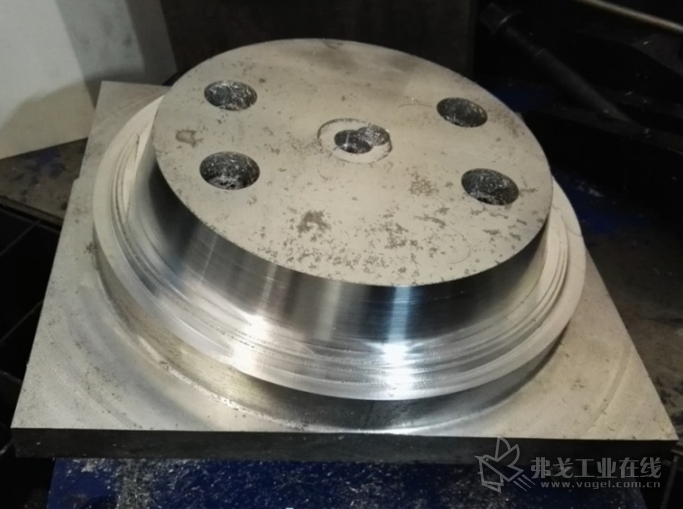
图11 国际标准五坐标NASA件试验切削

图12 中国国际标准五坐标S件侧刃切削测试
金字塔型件考核项目及指标
图13所示为五轴铣削加工的某金字塔型件,该加工综合考核了五轴端铣、五轴侧铣、五轴钻孔、五轴镗孔和五轴攻丝等综合反应五坐标机床的整体性能指标。采用不同类型的五轴机床,分别对铝合金、不锈钢、钛合金和高温合金等进行高速切削和强力切削,以考核五坐标机床及其配套的刀具所能达到的不同加工效果,以进行综合验证,考核指标见表2.
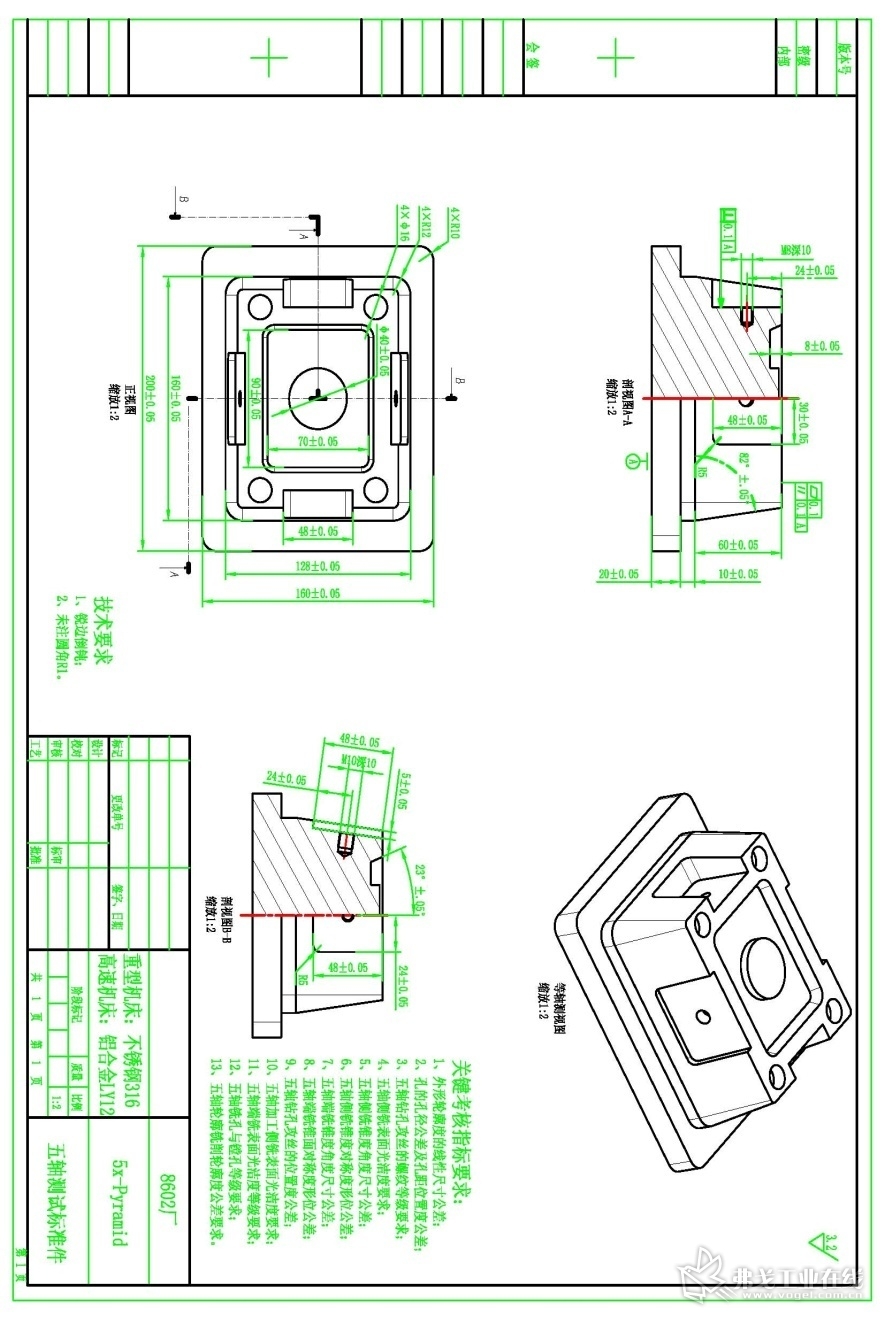
图13 五坐标机床加工精度综合测试金字塔型件
表2 金字塔型件考核项目
| No |
考核项目 |
No |
考核项目 |
| 1 |
外形轮廓度的线性尺寸公差 |
7 |
五轴轮廓铣削轮廓度公差 |
| 2 |
孔的孔径公差及孔距位置度公差 |
8 |
五轴铣孔与镗孔等级要求 |
| 3 |
五轴侧铣表面光洁度 |
9 |
五轴加工端铣表面光洁度 |
| 4 |
五轴侧铣锥度角度尺寸公差 |
10 |
五轴端铣锥度角度尺寸公差 |
| 5 |
五轴侧铣锥度对称度形位公差 |
11 |
五轴端铣锥面对称度形位公差 |
| 6 |
五轴钻孔攻丝的螺纹等级要求 |
12 |
五轴钻孔攻丝的位置度公差 |
金字塔型件适合用五坐标机床及具备五轴联动加工的铣车复合、车铣复合加工中心进行加工,以测试含双摆头式五坐标、双转台摇篮式五坐标、摆头+转台联合式五坐标、立式铣车复合/车铣复合加工中心、卧式铣车复合/车铣复合加工中心等具备五轴联动的铣削、镗削类高档数控切削机床的综合性能指标,具体为:
1. 加工材料:五坐标高速切削机床加工AL-Si系铝合金材料,五坐标重载强力切削机床加工合金钢(硬度HRC28-32)或奥氏体不锈钢,加工尺寸220mm×180mm×100mm。
2. 刀具:采用¢8、¢16立铣刀进行端铣、侧铣、螺旋铣削,采用M8、M10丝锥进行刚性攻丝。
3. 工装:采用高精密虎钳来装夹工件。
4. 程序:在高档CAM软件中分别编制三轴粗铣、三轴精铣(圆柱台)、五轴端铣(外型面、直方槽和斜方槽)、五轴侧铣(内锥台)、五轴螺旋铣(螺纹底孔、位置精度检测孔)和五轴刚性攻丝等加工程序。
5. 仿真:在专用仿真软件或CAM软件中建立基于五轴联动的三维机床运动学仿真模型,配置与机床配套的数控系统。
6. 试切:对金字塔型件进行三轴联动加工及五轴联动切削。
7. 检测:对加工后的产品相关特征进行几何公差、位置公差、表面光洁度和表面光顺度的检测。
8. 判定:依据检测结果,对机床进行综合评判,考核指标要求见表3。
表3 金字塔型件考核指标要求(单位mm)
| No |
加工特征 |
几何公差与位置公差 |
| 1 |
总体外形 |
200±0.025、160±0.025、70±0.05、20±0.025、4-R10 |
| 2 |
侧方槽 |
120±0.05、48±0.025、48±0.025、2-R5、对称度0.05、平行度0.05 |
| 3 |
斜方槽 |
60±0.025、48±0.025、8±0.05°、5、2-R5、对称度0.05 |
| 4 |
中部圆台 |
¢40±0.025、8±0.025 |
| 5 |
四方孔 |
4-¢16±0.025、8±0.025、120±0.025、80±0.025 |
| 6 |
斜锥槽 |
4-23±0.05°、90±0.025、70±0.025、R5、 |
| 7 |
外锥槽 |
4-82±0.05°、160、128、60±0.05、4-R12,底部一条线 |
| 8 |
螺纹孔 |
2-M8H7 、深度10、2-M10H7、深度10,2-82±0.05°,位置度6-24±0.025、2-30±0.025、同轴度0.05 |
| 9 |
其他要求 |
表面光洁度要求3.2;锥面光滑连续且不允许有凹坑、啃伤等 |
金字塔型件五坐标加工测试
1. 五轴三联动粗加工
正式加工塔型件前,分别完成机床三维模型运动仿真构建及后处理程序开发、机床运动模拟仿真。粗加工使用XD20R0铣刀,在风冷冷却条件下,留0.4mm余量,对2A12铝块进行粗加工,如图14和图15所示,满足了粗加工无过切的要求。五轴三联动铣削粗加工,包括:在立式和卧式两种状态下,对φ16mm的销孔进行4处铣削、镗削,在侧壁槽上钻4个φ8.5mm的底孔,并刚性攻丝M10×1.5mm,经检测,加工合格,如图16所示。

图14 塔型件粗加工过程

图15 塔型件粗加工完成后
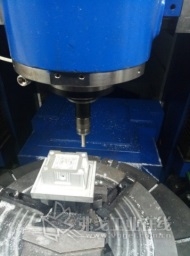
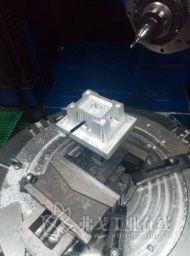
图16镗铣4处φ16mm光孔和M10×1.5 mm刚性攻丝
2. 五轴底刃加工斜面
使用XD10R0 加工,基本满足要求,但平面上有小凹痕,深度接近0.01mm,后续还需优化,如图17~图19所示。
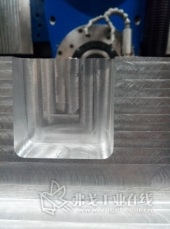
图17铣削倾斜面上的50×50方槽

图18底刃加工4处斜面
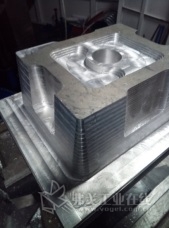
图19 底刃精加工后4处斜面槽口
3. 五轴侧刃加工斜面
如图20和图21所示,使用XD10R0 侧刃半精加工金字塔外形塔身,光洁度基本满足要求,但在圆角拐角处有纵向凹陷,深度0.02~0.04mm。对曲面进行离散化后,重新编制程序,并进行精加工,结果满足了光顺性要求。

图20 侧刃粗加工4处斜面中
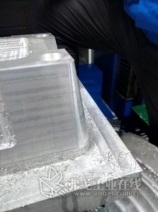
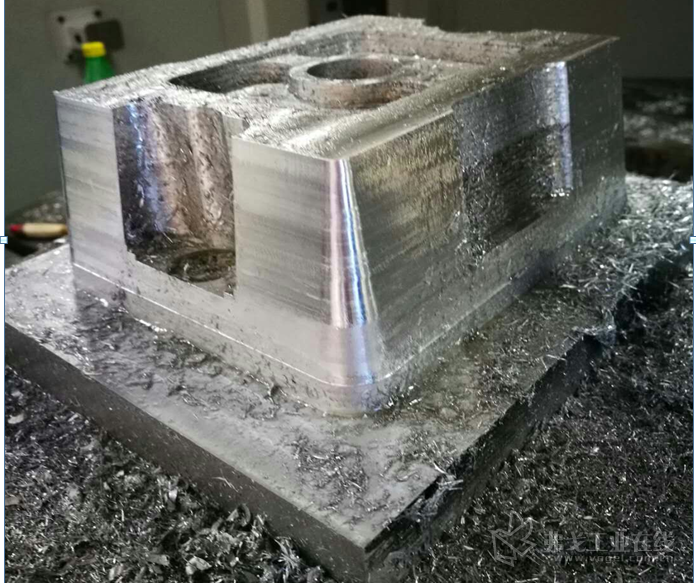
图21 侧刃精加工4处斜面结果
4. DMU125P五轴联动对比切削
为验证上述五轴联动侧刃和底刃的加工质量,选用了进口高档机床DMU125P进行金字塔件及NASA件的铣削对比试验,如图22所示。选用DMU125P的原因,是因为该设备结构采用了工作台旋转C轴,机床头为45°倾斜B轴,其结构运动方式与本铣车复合加工中心基本相同,运动插补合成原理一样。对比测试表明,采用国产华中数控系统控制的大型铣车复合加工中心达到了国外高档机床的同等技术水平。
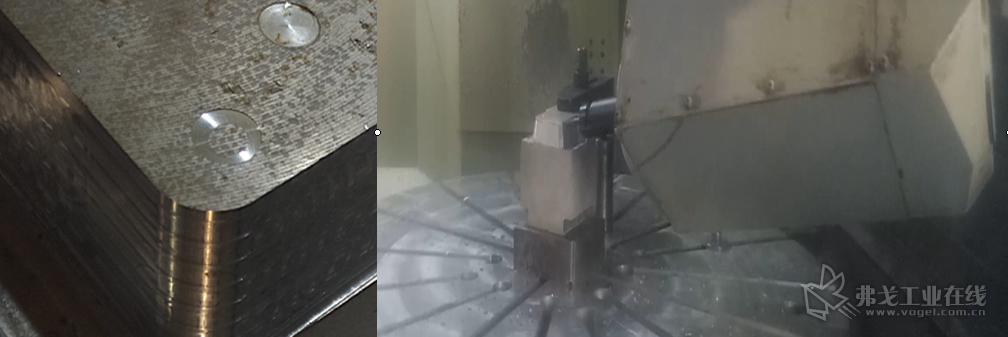
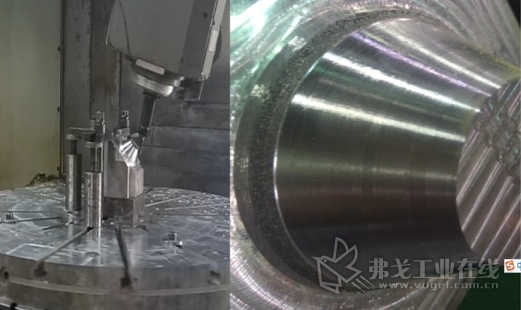
图22 DMU125P对金字塔件及NASA件的铣削效果
小结
本课题完成了大型五坐标龙门铣车复合加工中心整机的设计与制造,提升了整机在高速加工下的动态响应性和精度稳定性、国产高速复合摆头主轴HSK A100刀柄系统的高速动态性能,以及大型铣车复合数控双驱转台在车削和五坐标联动下的高速动态响应性、精度可靠性和稳定性,规避了反向间隙及零位漂移等精度丢失问题,完成了对大型五坐标龙门铣车复合玻璃钢加工中心的可靠性检测与应用验证。
基于国产华中数控系统控制的大型五坐标联动铣车复合龙门玻璃钢加工中心创新亮点较多,包括:
1. 采用固定式龙门横梁双驱+铣车复合旋转工作台整体结构,通过双电机驱动横梁上下移动,令横梁在8m/min的高速升降时具备了平稳性和精确性,有利于减小加工过程中的刀具震颤,规避了单电机驱动及切削运动中的不平稳性。
2. 采用X、Y和Z 3个线性轴+主轴复合摆头+旋转工作台五坐标配置模式,通过12000r/min的HSK A100主轴刀柄配置CAPTO车削刀柄共用一个刀库,实现了五坐标联动铣车复合加工,除可以实现箱体类零件的五面体立卧转换加工外,还可以利用回转工作台进行舱体类零件的五轴联动加工,同时,利用回转工作台的高速车削功能,可以方便地车削舱体外型面及端面。
3. 采用国产华中数控系统HNC848控制,全部配套国产伺服驱动电机,X、Y和Z 3个线性轴速度分别达到15m/min、12m/min和8m/min,复合摆头转速达到5r/min,回转工作台实现了5r/min的铣削和150r/min的车削控制。凭借RTCP五轴刀心编程控制,以及基于UGNX模式的五坐标联动铣削+立式端面车削+卧式外圆车削的车铣复合自行切换,实现了国产机床的安全自主可控。
4. 采用力矩电机直接驱动AC主轴摆头,配备HSKA100主轴刀柄,通过20kW的主轴电机及201Nm的恒扭矩切削,既可以实现铝合金、复合材料的高速精密切削,也可以实现不锈钢、钛合金和高温合金等难加工材料的强力切削。
5. 大力矩驱动和锁紧高速精密旋转工作台,可实现5r/min的精密铣削和150r/min的高速旋转车削。基于5r/min的精密回转工作控制联合主轴复合摆头实现五轴联动,利用150r/min高速旋转工作台,通过配置CAPTO刀柄,同时实现了大型零件的车削加工。
6. 主机系统配全封闭石墨吸尘装置和导轨防护装置,可吸收切削过程中的石墨、玻璃钢粉尘等,保护环境的同时,避免了机床导轨磨损,保护了机床控制系统,确保了电气安全。



































获取更多评论