基于国产数控系统的六轴双模式五坐标联动加工中心的应用验证
航天产品的技术发展,离不开国产高档数控装备和先进制造技术的支撑。在“高档数控机床与基础制造装备”科技重大专项(以下简称“04专项”)的支持下,通过实施“国产高档数控装备在异形复合材料结构件制造的示范应用”课题(编号2016ZX04002001),令专项支持开发的六轴双模式五坐标龙门玻璃钢加工中心在航天型号复杂产品的高速切削加工中得到了示范应用,为航天重点用户提供了成套技术解决方案。通过应用验证,提高了国产高档数控机床的加工适应性、精度保持性和可靠性,以及国产高档数控机床、数控系统、功能部件和共性技术在航天领域的应用水平,这对于提高航天领域的整体制造能力、实现航天装备产品集成制造的自主可控意义重大。
通过课题的实施,完成了大型五坐标龙门中心整机的设计与制造,提升了整机在高速加工下的动态响应性和精度稳定性、自制双摆角数控万能铣头的性能和精度,以及大型数控转台五坐标联动的高速动态响应性、精度可靠性和稳定性,规避了反向间隙及零位漂移等精度丢失问题;完成了对大型五坐标龙门玻璃钢加工中心的可靠性检测与验证;完成了对国产六轴双模式五坐标联动数控系统高端功能的验证和应用。
大型龙门六轴双模式五坐标联动玻璃钢加工装备的研制开发和示范应用,涵盖了数控机床设计、数控系统优化、机床应用、切削加工工艺、自动编程、后置处理、精度控制与评估、质量保证等覆盖整个数控加工过程的关键技术,攻克的技术难点包括:数控系统与主机、功能部件之间的适应性,功能强化及可靠性评价,航天复杂产品加工过程中的定位基准协调、加工效率、变形控制和在线检测等。
机床总体结构
1. 总体结构
如图1所示,机床采用高架式龙门结构,固定式工作台中间镶嵌旋转工作台,横梁沿左、右床身导轨水平纵向移动(X轴)。横梁上配有溜板,铣头滑枕既可随铣头溜板沿横梁导轨水平横向移动(Y轴),也可沿溜板导轨垂直升降(Z轴)。双摆角数控万能铣头的主轴随铣头摆动体在垂直面内绕X轴摆动(A轴),双摆角数控万能铣头的主轴随铣头叉形体在水平面内绕Z轴回转(C轴)。配备¢2000mm数控分度转台和链式刀库。采用华中五轴数控系统HNC-848,整机可实现五轴联动。

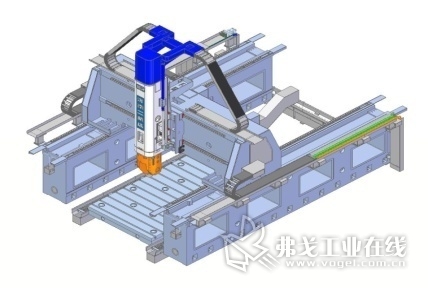
图1 大型六轴双模式五坐标联动加工中心
整机大件采用铸铁件加钢板焊接件的最优组合,工作台、床身为树脂砂造型、高强度优质铸铁件,横梁、溜板和滑枕为钢板焊接件,X、Y和Z轴均采用重载精密滚柱直线导轨,全闭环位置反馈。在SIEMENS交流伺服电机直联减速箱降速后,通过驱动滚珠丝杠螺母副,实现了各轴的直线运动。三轴的直线导轨和Y、Z轴的滚珠丝杠均采用南京工艺装备制造有限公司的国产功能部件,数控分度转台采用济南二机床集团有限公司的自制产品。主机系统开发流程如图2所示。

图2 主机总体研发工作流程
2. 机床主要技术规格参数
大型六轴双模式五坐标联动龙门玻璃钢加工中心带电器防爆除尘装置以及玻璃钢石墨除尘装置,可兼顾部分金属干切削,具备六轴双模式五坐标联动加工功能,主要技术规格参数见表1。其中,X、Y和Z轴的行程分别大于或等于3500mm、2500mm和1500mm,C轴±360°连续转动,A轴-110°和≥110°连续转动,工作台回转直径≥φ2000mm,线性轴定位精度≤0.012mm、重复定位精度≤0.008mm,快移速度≥15m/min,主轴最高转速≥12000r/min。
表1 六轴双模式五坐标龙门机床参数
| 机床基本配置 |
参数 |
机床基本配置 |
参数 |
| 工作台尺寸(宽×长) |
2500 mm ×4000 mm |
A轴锁紧力矩 |
3000 Nm |
| 立柱内侧间距离 |
3600 mm |
C轴驱动力矩 |
1000 Nm |
| 主轴端面至工作台面距离 |
300~1800 mm |
C轴锁紧力矩 |
3000 Nm |
| X/Y/Z轴行程 |
3500 mm /2500 mm /1500 mm |
电主轴功率(S1/S6-40%) |
40/52 kW |
| X/Y/Z轴工作进给速度 |
15000mm/min |
电主轴扭矩(S1/S6-40%) |
73.8/96.1 Nm |
| X/Y/Z轴快速移动速度 |
15000mm/min |
电主轴转速 |
10~18,000 r/min |
| 滑枕截面尺寸 |
550mm×550 mm |
电主轴锥孔 |
HSK—A100 |
| 整体式滑枕五轴头尺寸 |
800mm ×525mm ×2500 mm |
A轴摆角 |
±110° |
| 机床外形尺寸(长×宽×高) |
10000m×6800m×6100 m |
C轴行程 |
±nx360゜(n为整数) |
| 双摆角数控万能铣头配置 |
力矩电机直驱控制 |
A轴进给速度 |
0~60r/min |
| A轴驱动力矩 |
1000 Nm |
C轴进给速度 |
0~60r/min |
3. 核心功能部件
表2为3种不同驱动方式的典型AC摆头性能对比,力矩电机直驱双摆头参数可以满足航天复杂结构件的加工要求。
为提升双摆角数控万能铣头的性能,开展了如下研究:双摆角数控万能铣头的先期技术性能和精度的提升;双摆角数控万能铣头的相关检测测试技术和规范;双摆角数控万能铣头在用户现场的可靠性测试和增长技术研究。
表2 3种不同驱动方式的典型AC摆头性能对比
| 项目 |
机械主轴式双摆头 |
电主轴式机械驱动双摆头 |
电主轴式力矩电机驱动双摆头 |
| 技术特点 |
大扭矩加工 |
高速加工 |
|
| 铸铁、铸钢、钛合金 |
粗加工、精加工 |
精加工 |
|
| 铝、复合材料 |
强力切削粗加工 |
粗加工、精加工 |
|
| 叉形体截面尺寸 |
较大 |
较小 |
较大 |
| A/C轴进给速度 |
5r/min |
10r/min |
60r/min |
| A/C轴定位精度 |
10" |
7" |
6" |
| 应用行业 |
航空航天、船舶、能源 |
航空航天、轨道交通、模具 |
|
双摆角数控AC摆头为济南二机床集团有限公司自主研制的高档功能部件,是2009年04专项课题(编号2009ZX04011-013)成果。其主体方案采用了A/C双摆角铣头与滑枕一体化的结构,C轴传动部分安装在滑枕内部,主运动由电主轴单元实现。铣头的A、C轴采用德国IDAM力矩电机直接驱动技术,可通过液压夹紧装置而被锁定在任意位置。HEIDENHAIN高精度角度编码器实现了A、C轴的全闭环位置反馈。铣头的A轴摆动体内装有大功率高速电主轴,功率52kW,最高转速18000r/min。图3所示为力矩电机驱动的AC摆头结构原理及实物。
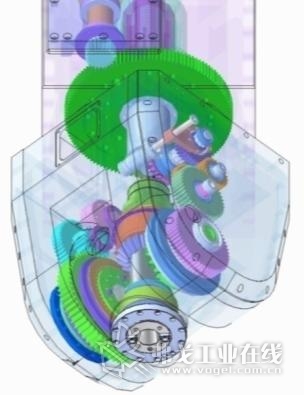

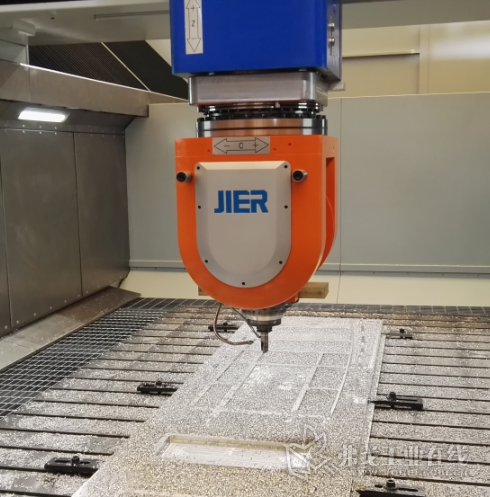
图3 力矩电机直驱双摆角AC铣头
华中数控系统配套解决方案
1. 国产数控系统五坐标配套解决方案
图4所示为华中8型HNC848高档数控系统框架构成,它不仅具有8轴联动的控制功能,而且支持8通道。系统的最小分辨率为0.001um,插补时间为0.125ms,G代码前瞻段数可达2000段。大型五坐标龙门玻璃钢加工中心配套的华中数控系统方案见表3。
图4华中8型数控装置
表3华中数控系统配套五坐标龙门加工中心方案
| No |
功能 |
数量 |
No |
功能 |
数量 |
| 1 |
五坐标龙门加工中心总线数控装置HNC848 |
1 |
17 |
A轴驱动器(全套插头)带西门子力矩电机 |
1 |
| 2 |
MCP键盘线 |
1 |
18 |
主轴驱动器(全套插头)带进口异步主轴 |
1 |
| 3 |
数控系统UPS电源 |
1 |
19 |
X/Y轴电抗器 |
2 |
| 4 |
数控装置电源电缆10m |
1 |
20 |
Z/刀库轴电抗器 |
1 |
| 5 |
1000系列总线I/O单元底板模块 |
1 |
21 |
A/C轴电抗器 |
2 |
| 6 |
以太网通信版 |
1 |
22 |
主轴电机电抗器 |
1 |
| 7 |
输入模块(16点/块)PNP型 |
4 |
23 |
X/Y/A轴制动电阻 铝壳 |
5 |
| 8 |
输出模块(16点/块)PNP型 |
4 |
24 |
Z/C轴制动电阻 铝壳 并联 |
4 |
| 9 |
总线电缆10m |
2 |
25 |
刀库制动电阻 铝壳 |
1 |
| 10 |
X/Y轴伺服电机 扭矩27Nm 3000r/min |
4 |
26 |
主轴制动电阻 铝壳 并联 |
4 |
| 11 |
Z轴伺服电机 扭矩33Nm 3000r/min 抱闸 |
1 |
27 |
X/Y轴电机动力线 2.5mm² 10m |
4 |
| 12 |
刀库轴伺服电机 扭矩15Nm 3000r/min |
1 |
28 |
X/Y轴电机指令线 10m |
4 |
| 13 |
X/Y轴驱动器 (全套插头) |
4 |
29 |
刀库轴电机动力线 1.5mm² 10m |
1 |
| 14 |
Z轴驱动器(全套插头) |
1 |
30 |
Z轴电机动力线 4.0mm² 10m 含抱闸 |
1 |
| 15 |
刀库驱动器(全套插头) |
1 |
31 |
刀库/Z轴电机指令线 10m |
2 |
| 16 |
C轴驱动器(全套插头)带西门子力矩电机 |
1 |
32 |
手摇操作盒(6轴) |
1 |
华中数控HNC848系统与五坐标机床配套,需根据航天复杂结构件的特点和实际加工要求,通过对机床定位精度、运动精度、功能可靠性和精度保持性等进行分析与测试,开展基于零件工艺性和机床性能的研究,包括:开发基于机床机构参数的加工精度与控制模块,研究高档数控系统与六轴龙门玻璃钢加工中心的双模式五坐标联动匹配性的适应性技术,以及开发基于六轴双模式五坐标联动的后处理模块等。
对机床定位精度与运动精度的分析和测试,需要依据复合材料航天结构件的工艺要求,有选择性地对各运动部位在数控装置控制下的运动所能达到的直线运动定位精度(X、Y、Z)和重复定位精度、回转定位精度(A、B、C)和回转重复定位精度、各轴机械动态特性等进行控制保障。在功能可靠性和精度保持性的分析与试验方面,需要有选择性地开展空运转试验、主轴和进给轴加载试验、实际切削试验、空运转加速试验、安全试验、进给轴和旋转轴的精度保持性测试、主轴回转精度保持性测试等。
2. 华中数控系统技术创新成果应用
数控加工过程中,由于各种误差因素的存在,使得加工过程始终偏离给定进程,造成加工误差。通常,基于经验和反复试验的方法制定加工工艺,可以保证零件的加工精度,但周期长,成本高。若在加工前准确预测零件的加工精度,则可替代试切环节,缩短生产周期,降低成本,并指导工艺方案的优化。通过预测结果而对加工误差进行补偿,可以提高零件的加工精度。如图5所示,具体过程是:制订数控系统与大型五坐标龙门玻璃钢加工中心的配套验证方案,确定配套设施需要验证的数据和参数,明确数控系统的理想运行状况。根据所确定的验证标准及现有的大型五坐标龙门玻璃钢加工中心来拟定配套方案,确定配套所需的设备列表,针对该方案明确配套所需验证的参数及测试流程,对拟定的方案进行修改、论证、验证和完善。在多轴控制多坐标联动、多通道复杂加工技术方面取得的创新成果包括:
(1)高同步NCUC2.0现场总线,支持高速高精、多轴和多通道技术。在同步性方面,采用新型全自动式漂移补偿和偏移补偿来提高同步初始化效率。冗余处理:封装时间戳,支持周期和非周期通信,安全的数据重发和检测机制。控制通道8个、最多控制轴数6个。NCUC2.0的时钟同步精度达到12纳秒,时钟同步初始化效率达到85帧。相对于EtherCAT模式的时钟同步精度为38纳秒,时钟同步初始化效率为7850帧,具有较大的优势。如图6所示。
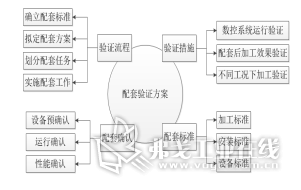
图5 数控系统工况配套方案框架

图6 数控系统多通道系统测试
(2)研发了五轴联动控制技术(如图7所示):功能全面覆盖国外高档数控系统的五轴功能,采用统一的多轴运动学模型,满足了多种结构的五轴机床控制要求,如五轴联动RTCP、五轴大圆插补、五轴定向加工、五轴机床结构误差测量和补偿、直线轴和旋转轴动态特性匹配等。
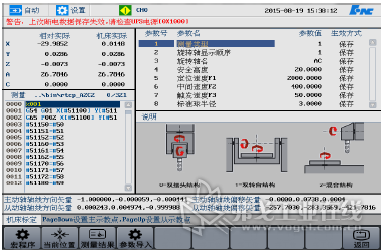
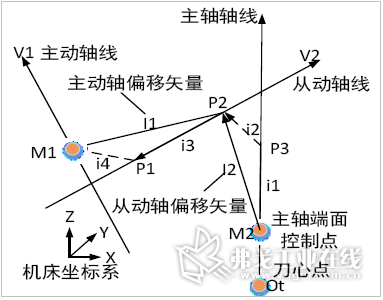
图7 五轴联动控制技术数学模型
(3)模块化、全数字伺服装置软硬件平台,由高性能DSP、FPGA和IGBT组成,电源模块和驱动模块独立控制。应用层与算法层不依赖于硬件平台,实现了软件跨平台,满足了伺服电机、直线电机、主轴/电主轴电机和力矩电机的控制。图8和图9分别为伺服驱动控制平台和多种电机统一控制模型。
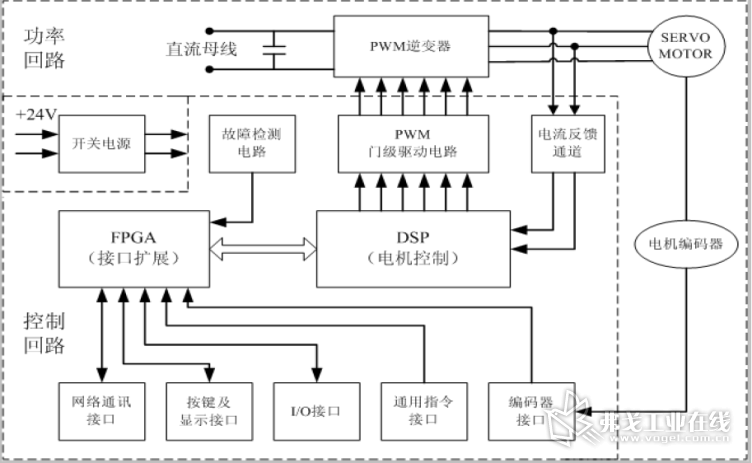
图8 伺服驱动控制平台
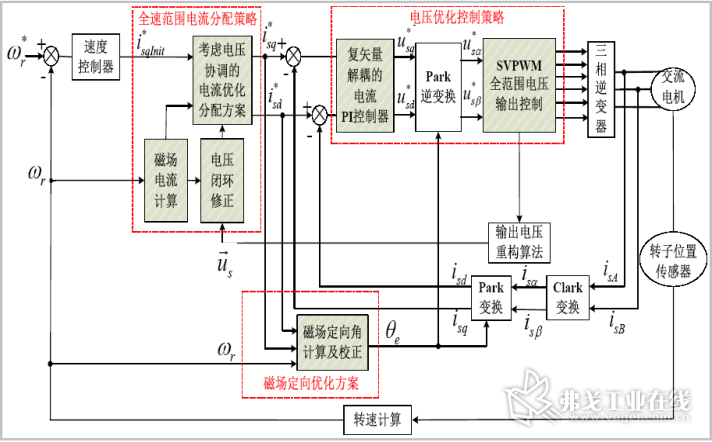
图9 多种电机的统一控制
(4)实现了对多品种规格系列化进给伺服和主轴伺服驱动产品的应用,应用的系列化伺服电机功率范围30W~250kW,最高转速30000r/min。
五坐标机床标准件加工检测
1. 国家标准三坐标立式与卧式综合测试
针对五坐标机床需同时实现立式和卧式两种加工状态,以及需要按照标准对三轴国标测试件进行加工,增加了2处3°斜角加工,以检测斜度精度;增加了4处圆孔加工,以检测孔的位置;增加了圆孔中的台阶孔加工,以检测两孔的同轴度。经加工及检测,产品合格,如图10所示。

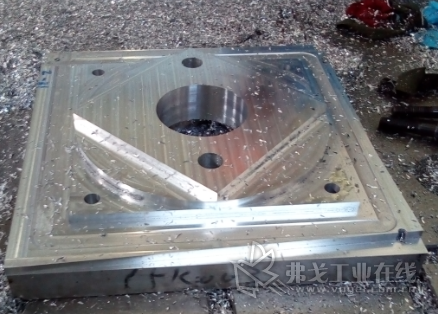

图10 国家标准件测试
2. 五轴国际标准NASA及S件加工测试
五轴联动侧刃加工如图11所示的国际标准NASA件及图12所示的新型五轴联动测试标准S件,产品综合质量检测合格。同时,对某模具进行了加工检测,达到国外高档数控机床的同等加工水准,如图13所示。

图11 NASA件测试
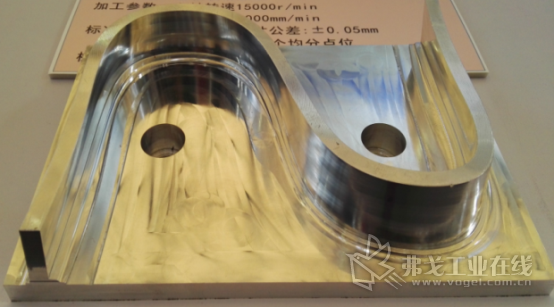
图12 S件侧刃加工测试
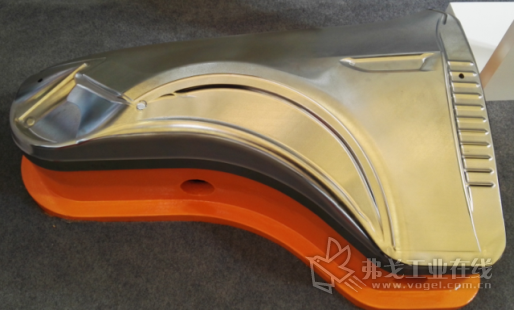
图13 模具加工应用
五坐标金字塔形件测试
1. 五坐标编程后处理
(1)后置处理配置。五坐标龙门玻璃钢加工中心机床结构如图14所示:X轴横梁沿固定立柱床身导轨纵向运动,Y轴滑铣头溜板沿横梁导轨往复运动,Z轴滑枕式铣头沿溜板导轨垂直运动,双摆角数控万能铣头分别为C和A轴,底座固定在地基上,回转工作台B轴(先期设置为B轴,后由于与钢丝攻丝功能冲突,则将B轴改为U轴)位于底座工作台中部。通过UG自带的后置处理构造器,配置此机床后置处理,其中,限制C为-360°~360°,A轴-110° ~110°,若AC轴超程,后置处理限制允许重新进出刀。
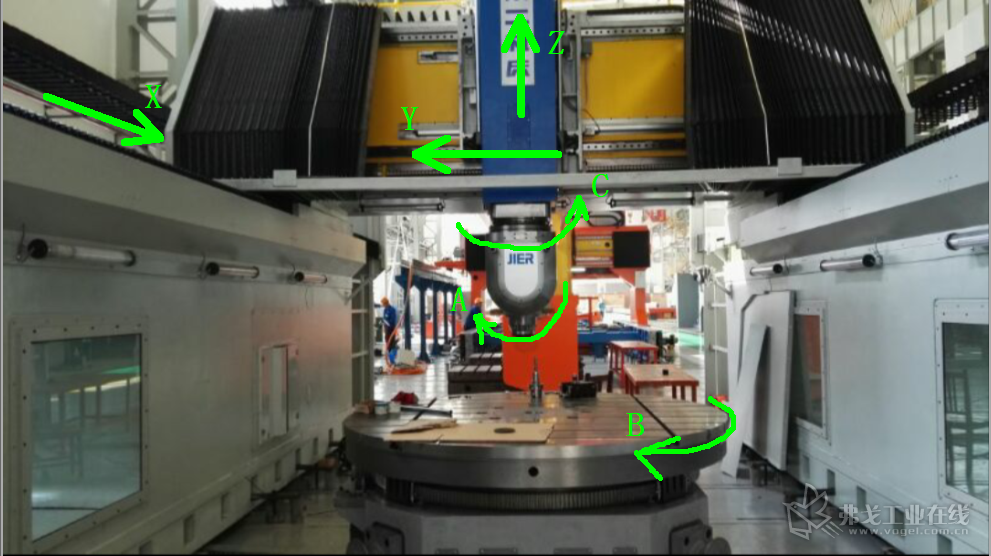
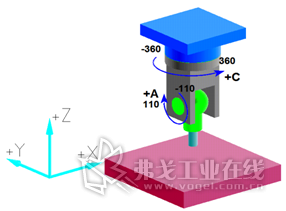
图14 五坐标机床运动配置图
(2)后置处理测试。如图15所示,后置处理配置过程经过了反复几次修改测试,最初的加工策略为螺旋方式,因而配置了C轴,按照短路径设置了C从0°到360°;后发现,因机床结构的限制,不能无限旋转C轴,因此作了修改,C轴按上述情况限制为±360°。其缺点是,选择加工策略时,机床要提前限制,通过往复或单向加工方式编写数控程序。若采用螺旋方式编写程序,会在加工过程中出现抬刀(主要是限制C轴旋转,在±360°内加工),存在较大的危险性。程序语句从N307到N310出现抬刀后,C轴回到不超程角度再入刀的情况。
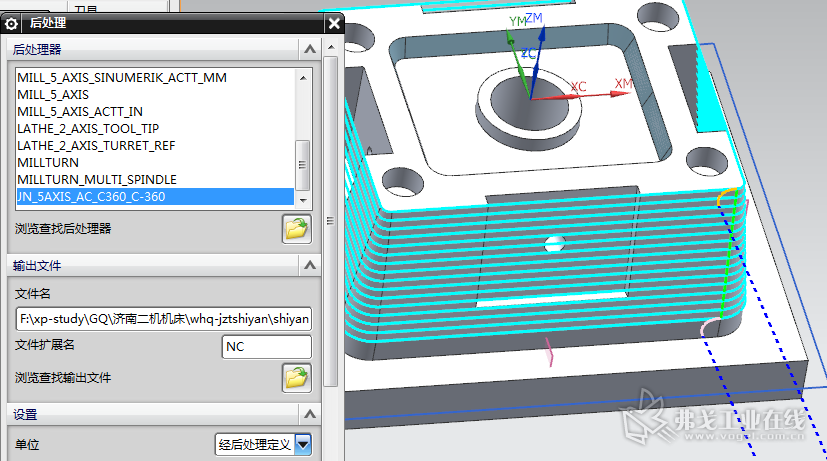
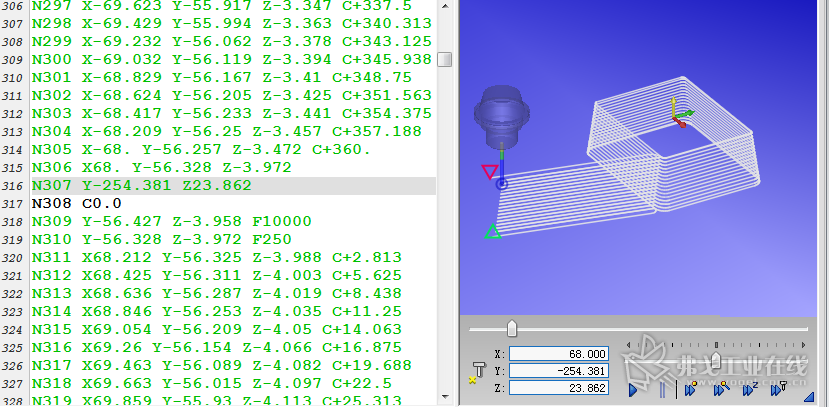
图15 后处理RTCP数控程序测试
(3)Vericut仿真模型配置。在Vericut环境中,按照华中数控系统对机床控制器进行配置,同时还借鉴了七轴五联动车铣复合加工中心的控制系统,过程如下:因原车铣复合为转头和转台联动,现为双转头联动,为实现欧拉角样式定义,为欧拉角命令中的控制系统配置文件C轴*-1,可以实现钻孔攻丝等加工;定义欧拉角后,通过G53.1或G53.2功能,令刀具垂直于加工面,因此,对此命令做了修改;将此C轴旋转的值#100122*设置为-1,使其达到使用要求,如图16所示;若不修改,则在加工槽时(如图17所示),主轴方向反向,不符合加工要求。
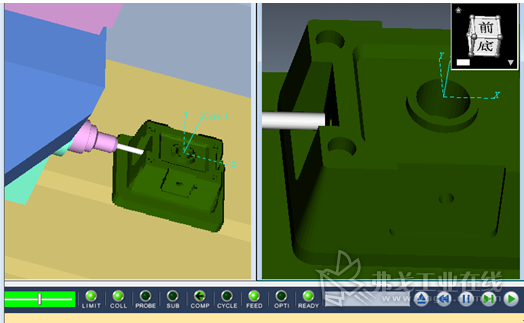
图16含有刀具半径补偿的欧拉角定义加工槽
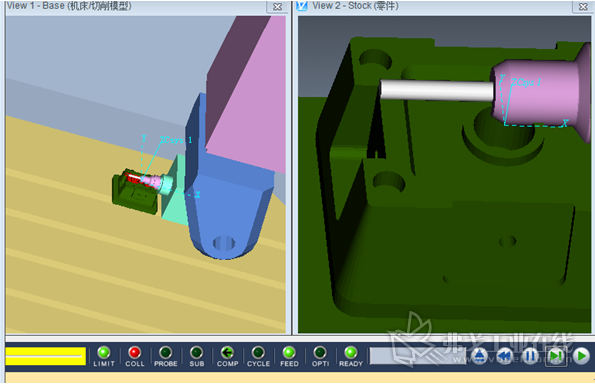
图17 刀轴方向错误(即C轴转向不正确)
(4)为防止转头超程,特把AC轴的行程按照机床行程U(-361°,+361°)、X(-1750,+1750)、Y(-1250,+1250)、Z(0,+1500)A(-110°,+100°)和C(-360°,+360°)进行限制。
2. 金字塔轨迹编程设计
(1)X、Y、Z线性轴+AC双摆头五轴测试(如图18~图20所示)。通过金字塔型件生成数控程序,验证UGNX后置处理和Vericut中的配置,具体的加工顺序为:RTCP方式使用XD20R0粗加工塔形件,侧壁留0.4mm余量;XD20R0五轴底刃加工斜面,留0.2mm余量,看底刃加工效果;XD20R0五轴侧刃精加工斜面到尺寸;XD10R0侧刃精加工上面的斜面;侧面和顶部槽,使用XD10R0侧壁留0.2mm五轴RTCP 方式粗加工;其他特征如孔系,通过欧拉角方式精加工到位,ZTD8.5钻X正方向M10的底孔D8.5。
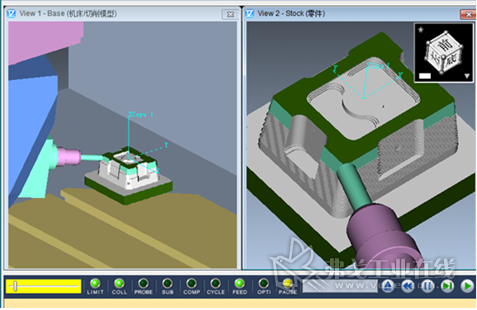
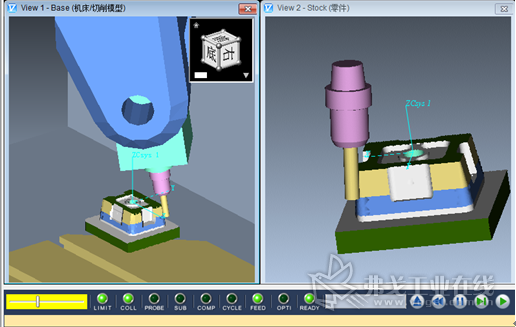
图18 Vericut模拟仿真粗加工
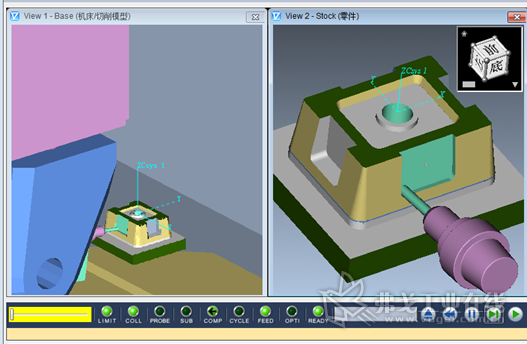
图19 XD20R0底刃精加工斜面
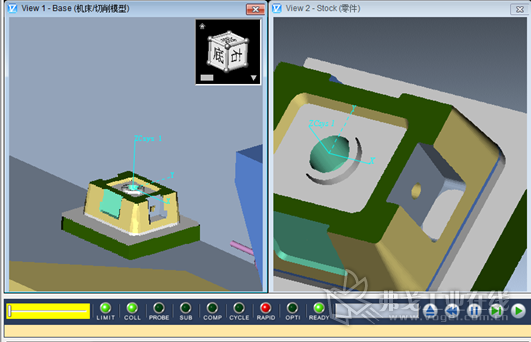
图20 XD20R0侧刃精加工斜面
(2)X、Y、Z线性轴+A摆头+B轴旋转工作台加工过程。因机床工作台B轴还作为与C轴平行的轴,结构类似菲迪亚FIDIA KR214的U轴功能,将B轴做分度使用,可以在加工超大型零件时,如有超程,让零件旋转到合适的位置再加工。此功能的简单验证如下:开始加工塔形件时,随意摆放在工作台上,没有与工作台同心。查看机床坐标,了解到塔形件在工作台上的位置,按此点在UGNX上建立与工作台同心的编程坐标系。通过工作台同心方式,编写数控程序,分别在B0、B-90和B-135上使用AC轴RTCP功能,加工同一个面,以验证此功能。工件坐标系中心与机床工作台回转中心的偏移距离为(X-588.285 Y+36.055),首先在VERICUT中模拟验证B-135°时,RTCP方式加工的倾斜面,然后分别在B0°和B-90°时加工同一个面,均符合仿真,没有出现过切现象。
3. 金字塔型件切削测试
(1)机床功能性验证测试。通过加工塔形试切件,观察华中数控系统及机床的整体运行情况。为测试机床是否能够按照数控程序进行加工,利用几个简单程序对机床进行了测试:首先设置机床的各轴行程、正负方向;验证机床是否能够按照C轴最短路径加工产品,结果显示不能,需在程序中对C轴旋转角度进行限制;测试欧拉角方式是否能够正常运行,编制基于欧拉角算法的数控程序进行验证,结果显示无法实现,经调试,在运行五轴程序时,需在运行程序前增加G43.3命令;对程序进行修改后,机床动作满足要求;测试G53.3 L法相退刀命令,机床动作满足要求;测试刚性攻丝过程时,机床无法实现刚性攻丝动作,需为旋转工作台轴系统配置一个通道。
(2)金字塔形件五轴端铣和侧铣。在粗加工外形轮廓时,未出现异常;半精加工底刃时,未出现异常,产品光洁度较好,两刀接刀痕可以忽略,同一刀拐角位置光洁度较好。拐角处由于给定的步距问题,两刀接刀位置存在阶梯状台阶,半精加工后如图21所示。侧刃精加工过程中未出现异常,整体光洁度较好,两刀接刀痕及拐角位置均满足要求,如图22所示。精加工Y负方向及X负方向的槽侧壁,采用五轴欧拉角定位铣削模式,产品光洁度均满足要求,如图23所示。
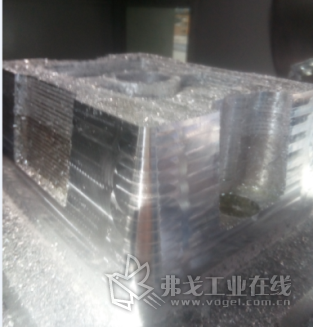

图21底刃端铣测试
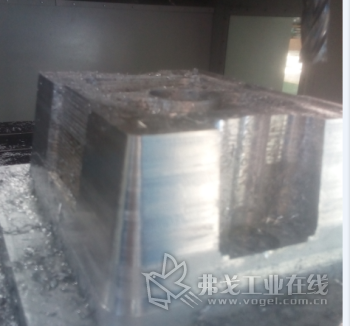
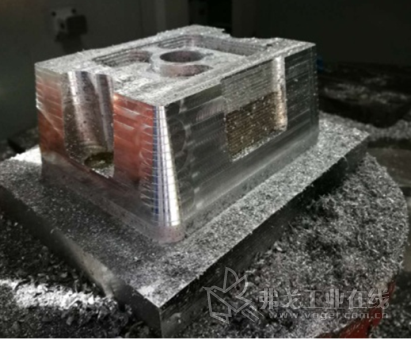
图22 侧刃铣削测试

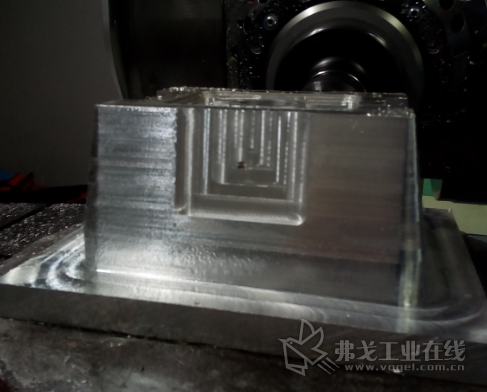

图23 五轴欧拉角定位铣削
(3)五轴钻孔攻丝和镗孔加工。Y负方向欧拉角钻孔¢8.5及刚性攻丝M10孔,在钻孔过程中未出现问题。在模拟刚性攻丝过程中,由于华中数控系统参数设置问题,整个机床动作无法实现,后对现场参数进行调整,将原来的工作台旋转轴B轴设置成U轴,并在程序语言中加入了特定语句,刚性攻丝模拟动作无误。加工M10螺纹后,采用M10螺钉进行装配,装配无误,如图24所示。刚性攻丝程序需加入特定语句,在后处理软件中进行集成,实现后续生成的程序不再需要手动添加此类特定语句。
精镗孔过程无误。由于镗刀刀片规格和刀杆不匹配,安装后刀片不处于刀杆中心,偏差较大,无法加工实物,因此验证了程序运行的整个动作,依据加工经验,整个过程中进刀、退刀均符合要求。
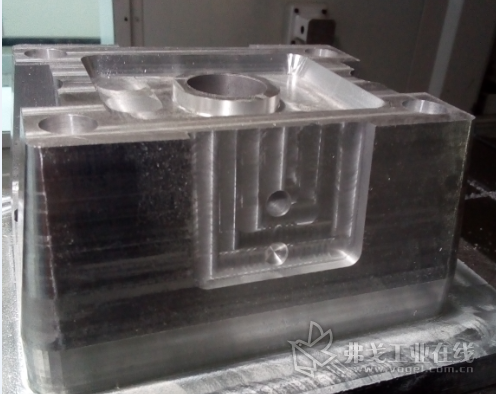
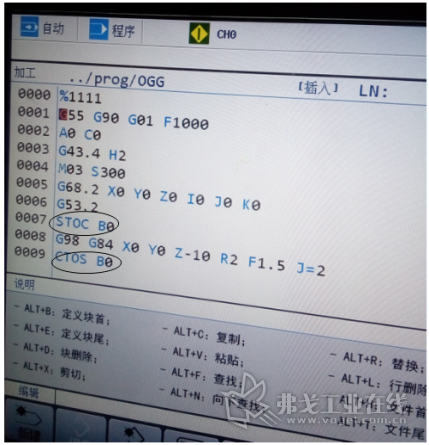
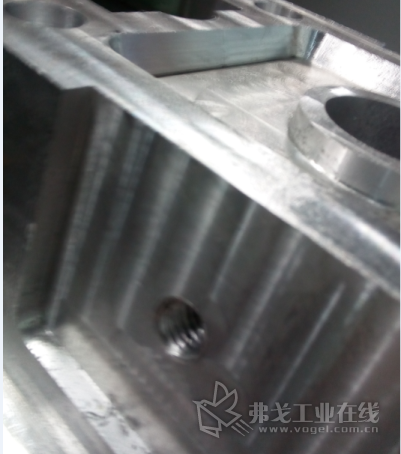
图24 基于欧拉角的五轴钻孔攻丝测试
(4)基于转台联动的五轴铣削加工综合测试。如图25所示,验证通过工作台同心方式编写数控程序对零件的加工情况,现抽取U轴旋转135°来进行简单模拟,整个加工过程未出现异常。由于产品已完成精加工,机床在进行面加工时,无切屑产生。


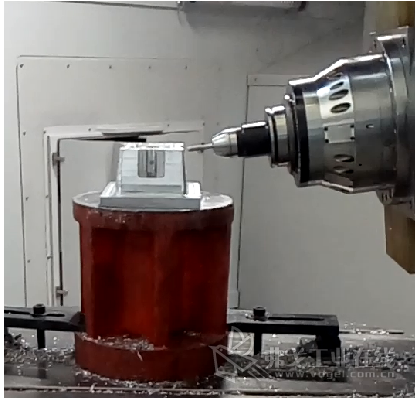
图25 回转工作台联动系统综合测试
小结
对基于国产华中数控系统控制的大型龙门六轴双模式五坐标联动玻璃钢加工中心进行的示范应用,创新亮点较多,具体为:
1. 采用高架式龙门移动+固定工作台镶嵌旋转工作台整体结构,通过双电机驱动,确保了龙门在高速移动(15m/min)下的平稳性和精确性,有利于减小加工过程中的刀具震颤,规避了工作台移动时的大功率驱动及切削运动过程中的不平稳性。
2. 采用X、Y、Z 3个线性轴+主轴AC摆头+旋转工作台配置模式,实现了六轴系统控制双模式五坐标联动加工。通过XYZAC1(摆头)、XYZAC2(转台)双模式五坐标联动加工功能,在有限的空间行程范围内,不但可以实现矩形毛坯的五坐标加工,还可以利用回转工作台进行舱体类零件的加工,有效地扩宽了加工对象。利用回转工作台的回转分度特性,方便地实现了舱体内型面的五轴联动加工。
3. 通过采用国产华中数控系统HNC848配套国产伺服驱动电机、RTCP五轴刀心编程控制以及对双模式五坐标联动后处理的开发(双模式五轴联动自行切换),实现了国产机床的安全自主可控。
4. 采用力矩电机直接驱动AC主轴摆头,配备HSKA100主轴刀柄,既可以实现铝合金、复合材料的高速精密切削,也可以实现不锈钢、钛合金和高温合金等难加工材料的强力切削。
5. 大力矩驱动和锁紧高速精密旋转工作台,可实现60r/min的高速旋转。除联合A摆头单独实现五轴联动外,还可以配合AC摆头五坐标联动实现分度分区加工。利用高速旋转工作台,通过配置CAPTO刀柄,可以实现大型零件的车削加工。
6. 主机系统配备全封闭石墨吸尘装置和导轨防护装置,可吸收切削过程中的石墨、玻璃钢粉尘等,因而有利于加工环境的改善和对机床的保护。



































获取更多评论