
技术名称:汇先手持式超声气钻针对碳纤维复合板制孔工艺方案
公司名称:汇先精密工具有限公司

工艺描述:
碳纤维复合材料具有质量轻、比强度高、比模量大、减振性好等优点,被大量使用在飞机的主要结构件 中。但作为一种典型难加工材料,碳纤维复合材料在制孔加工中,始终存在切削阻力大、制孔难度高、 材料分层、纤维拔出及严重断裂等难题。 为此,汇先精工将传统气钻和超声技术相结合,研发出手持式超声气钻,并形成针对碳纤维复合板制孔的工艺方案。该工艺通过超声波振动辅助制孔,有效降低切削力,大幅提高加工效率,显著提升制孔质量,从而解决飞机制造中,复合材料及其他难加工金属材料制孔难题,为客户提供高质高效的解决方案。
工艺创新亮点:
创新亮点: 在碳纤维复合板制孔工艺方案中,使用了汇先精工自主研发的手持式超声气钻,其主要特点包括:
1、超声振幅为 0.5~18μm,可加工材料范围广;
2、超声辅助加工 提升制孔质量,有效抑制分层、减少撕裂;
3、超声辅助加工有效降低切削力,降低工人劳动强度,提升加工效率;
4、超声加工显著减少刀具磨损,延长刀具寿命;
5、符合人体工学设计,双手把持,加工更稳定;
6、操作灵活,适用于有限空间内的移动制孔作业。

超声钻削技术原理: 手持式超声气钻搭配具有自主知识产权的超声钻削技术,该技术通过将超声频电振荡转变为机械振动,在刀具旋转加工的同时施加每秒几万次的振动,超声振动使得钻头在钻削过程中与工件产生周期性分离,有效降低切削力更好断屑和排屑,促进热量排出,降低切削温度。
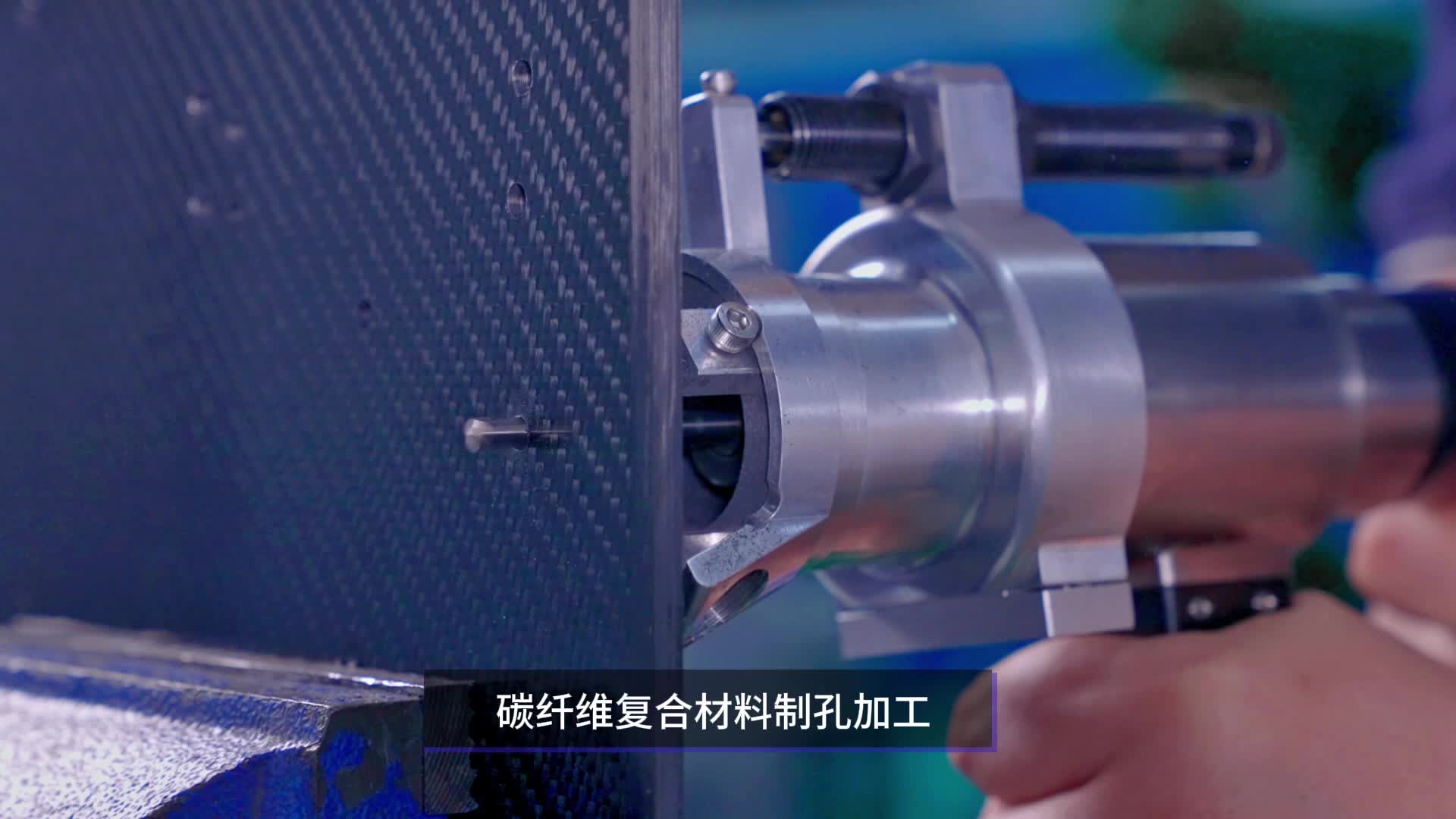
加工案例:
碳纤维复合板制孔

工件尺寸:350(L)x 260(W)x 5(T)mm
▶ 传统气钻 (无超声) 加工方案: 刀具磨损严重,孔口分层撕裂严重,测量撕裂长度达 6.51mm。

传统气钻与超声气钻加工效果对比
▶ 汇先精工手持式超声气钻加工方案: 超声气钻加工对比传统气钻加工,刀具磨损从 0.08mm 降低至 0.029mm,下降 64%; 随着超声功率增大,分层撕裂现象显著改善,圆孔切口完整,撕裂长度降至 0.75mm,下降 88%。

相关设备:

文章来源:汇先精密工具有限公司
图片来源:汇先精密工具有限公司
转载平台:企业供稿
责任编辑:朱晓裔
审 核 人:李峥







评论
加载更多