Cimatron E10.0在弯管加工中的应用
弯管是业界公认的难加工零件之一。由于其独特的结构形式(四分之一圆环),造成无法从一端一次性加工完成。在加工时,刀轴的控制是关键中的关键,避免刀具与工件已加工表面发生干涉或者过切是重中之重。
Cimatron是著名软件公司以色列Cimatron公司旗下产品,在CAD/CAM领域内是公认优秀软件之一。Cimatron 为各级用户提供全系列的加工方案,从2.5轴到五轴加工,从平面到曲面加工,从五轴定位到五轴轴联动加工应有尽有。五轴联动航空铣策略更是包罗万象,包括五轴联动粗加工,精确控制前倾角和侧倾角的精加工,侧刃铣削以及刀长较短时自动倾斜功能,五轴铣削能有效地提高加工效率,延长刀具使用寿命,产生高精度的曲面。并且在五轴联动加工时对刀轴的控制更是有11种方法可选,每种方法适用一类零件加工,可以更加精准的控制刀轴位置及刀具轨迹的安全和光顺。
1、 弯管结构介绍
图1为弯管的三维模型示意图,结构要素不多,外形面是正六边形和内圆面是φ30圆环沿φ90圆四分之一导动而成,两端有垂直端面φ34圆环台阶。
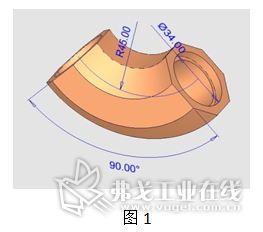
弯管的三维模型示意图
2、分析零件
弯管两端是相互垂直的两个平面,平面加工即可。需要五轴联动加工是φ30圆环内面,由于弯曲角度成90°,刀具很难从一端直接干到另一端,为了降低加工难度,故把弯管分别从两端加工,每端加工46°(大于45°),并且通过实际计算本例φ8球刀就可以满足要求,避免定制棒棒糖铣刀的成本。粗加工计算出合适的定位角度五轴定位加工去除大余量,半精加工与精加工刀具轨迹基本一致,本文主要介绍如何编制精加工刀具路径。
3、 创建高级五轴航空铣加工策略及应用
Cimatron五轴加工策略多种多样,灵活性非常强。主要有以下几种:①平行铣;②沿曲线铣;③两曲线之间仿形铣;④平行于曲线铣;⑤曲线投影;⑥两曲面之间仿形铣;⑦平行于曲面铣。弯管零件的独特性,造成选择加工策略的局限性。弯管内圆面为筒状弯曲面,适合的加工策略有“两曲线之间仿形铣”和“沿曲线铣”,考虑选择曲线的方便性故本例使用“沿曲线铣”。
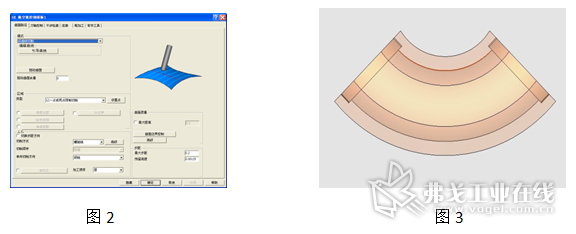
图2 进入五轴航空铣控制面板;图3 选择引导曲线
创建一个高级五轴航空铣刀具轨迹。新建一个程序,主选择选“五轴加工”,子选择选“航空铣”,进入五轴航空铣控制面板如图2。选择引导曲线如图3红色曲线及驱动曲面弯管的内圆曲面,并设置区域类型控制为“以一点或者两点限制切削”,设置好两点的位置控制刀具轨迹过中间位置,保证两端两次加工有1-2mm重合,以免留下残余量。
4 、五轴联动刀轴控制线及应用
Cimatron刀轴控制方式很丰富,主要有以下几种:①不倾斜保持与曲面垂直;②相对于切削方向倾斜;③根据角度倾斜;④以固定角度倾斜至轴;⑤绕轴倾斜;⑥通过点倾斜;⑦通过曲线倾斜;⑧通过直线倾斜;⑨从点向外倾斜;⑩从曲线向外倾斜;⑪相对于叶轮切削层倾斜。在本例中最理想的刀路轨迹就是绕筒状弯曲面螺旋向下铣削,并且内圆曲面内空间有限,这样将对刀轴有严格要求,防止对已加工表面造成过切,故将刀具轴线限制在一条曲线上,即选用用“通过曲线倾斜”。
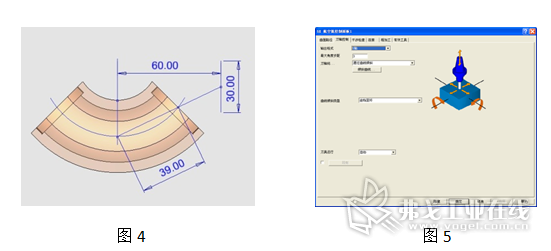
图4 刀轴控制曲线的绘制;图5 设置刀轴控制面板
合理的刀轴控制曲线可以使刀路更加的光顺,并且刀具不会大幅度摆动。刀轴控制曲线的绘制如图4,利用三角函数关系即可完成。刀具长度的确定,图4上39.00尺寸两端点理论上是最短距离,但是考虑刀柄摆动过程中与零件的干涉故需适当大于39.00。刀轴线长短和圆环内孔直径长短相当,这样可以有效保证刀具加工到最底点和最高点时不过切。刀轴线与中心线距离理论上大于刀具长度即可,这里设置为60.00,略大一点可以减小刀具及刀柄的摆动幅度,使机床运行更加平稳。设置刀轴控制面板如图5,选择刀具将通过曲线倾斜,鼠标点开倾斜曲线按钮并选择辅助倾斜曲线,曲线倾斜类型设置为由始至终。设置好合理的干涉面检查后通过计算即可得出刀具轨迹如图6。另外一侧可以镜像刀轴控制曲线,从新选择引导线和驱动曲面从新计算得到相同的刀具轨迹。
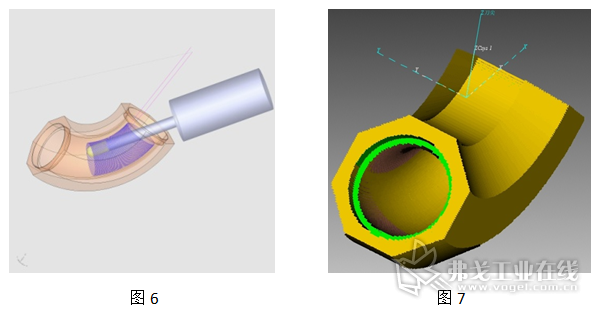
图6 设置好合理的干涉面检查后通过计算即可得出刀具轨迹;图7 仿真模拟
5、仿真模拟及后置处理
仿真模拟为机床实际加工的前期模拟虚拟加工,实际上是加工过程三维动态的逼真再现,可以有效的检测刀具轨迹的正确性及合理性,以及有无过切现象及碰撞现象,有效的降低了对机床的伤害。经仿真模拟无误(图7)后选择合适机床后置处理转换刀具轨迹为上机G代码。本例在MIKRON UCP800五轴联动加工中心上验证过,为弯管五轴联动数控加工提供合理的技术支持。
参考文献:
[1]韩思明.CimatronE10.0三维设计与数控编程基本工特训 电子工业出版社,2013(7)
[2]司徒渝.叶轮五轴联动数控加工关键技术在DMU100T机床中的实现【J】.金属加工(冷加工),2008(7)
[3]王卫兵. Cimatron E10中文版三维造型与数控编程入门视频教程 清华大学出版社,2007(10)
[4]陈良骥. 复杂曲面数控加工相关技术 知识产权出版社 2011(7)
热点文章
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-









评论
加载更多