立式加工中心综合误差补偿技术应用
“高精度”是装备制造重要的发展方向之一!随着国内外经济环境的不断变化与发展,制造业对高精度、高质量和高效率的要求在不断提升。作为制造业基础装备的数控机床,其精度等综合性能的提升,是制造业提高整体水平以及机床企业提升竞争力的关键所在。立式加工中心作为应用广泛的基础制造装备之一,在汽车、轮船、航空航天和模具等制造行业中应用广泛,其加工精度的提高,对于提升整个机械制造业的整体水平和质量起着十分重要的基础性作用。在我国大力发展航空航天业的推动下,高精度机床面临着巨大的市场需求,因此,采取切实有效的方法来提高数控机床的加工精度,其意义不言而喻。
作为“数控机床测量、分析与补偿技术”课题的参研单位,宝鸡忠诚机床股份有限公司联合高等院校,通过开展对机床误差预估、分析与优化设计的研究,在确保立式加工中心实现加工一致性的基础上,运用数控系统或模块补偿功能,建立了立式加工中心的综合误差补偿体系,并实现了示范应用,从而提升了立式加工中心的综合精度水平。
通过项目实施,宝鸡忠诚机床股份有限公司研究应用了对立式加工中心进行综合补偿的两种方式,在企业建立了立式加工中心综合误差补偿体系,有效地提高了加工中心产品的精度及稳定性,为持续提升机床产品的性能奠定了基础。目前,这项成果已被批量应用于宝鸡忠诚机床股份有限公司的立式加工中心单机、智能立式加工中心机及生产线装备中。
基于国内补偿技术的应用研究
宝鸡忠诚机床股份有限公司依据课题要求以及实际应用对整机成本控制的要求,选用了国内成熟的、能市场化应用的综合补偿系统,作为对立式加工中心的批量化综合补偿。根据补偿技术的成熟度、产品化能力以及合作的稳定性和系统的匹配性等综合要求,采取了两种用于立式加工中心的综合误差补偿方案:一是内置拥有综合补偿功能的华中高档数控系统,二是FANUC-0iMF数控系统配国产补偿功能模块。
1. 华中数控系统的补偿效果
采用华中HNC848CM数控系统的补偿原理是:为实现机床热误差补偿,必须测量指定温度条件(T)下机床各运动轴在行程范围内的误差值序列,并根据误差值序列绘制热误差曲线。在满足一定精度要求的前提下,热误差曲线可以用一条直线代替,该直线可以通过斜率与补偿参考点P0唯一确定,因此,机床各轴热误差可以由两部分构成:补偿参考点P0处的基准热误差,该误差在行程范围内为恒定值,并随温度的变化而改变,针对基准热误差的补偿被称为“位置无关式热误差补偿”;其余各点的热膨胀误差,在基准热误差的基础上存在额外偏置,偏置值随着补偿点与补偿参考点距离的增加而增大,因此被称为“位置相关式热误差补偿”。以X轴补偿为例,补偿值Compx由当前指令坐标值Px以及温度传感器测量得到的温度值T确定,补偿原理如图1所示。
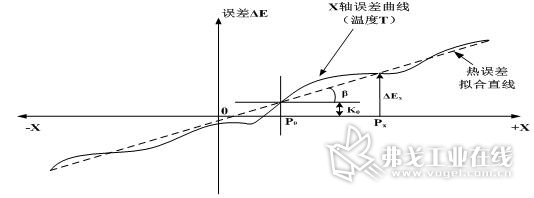
图1 热误差补偿原理
补偿与建模步骤是:
(1)测量并补偿机床的几何误差,包括测量并补偿:螺距误差与反向间隙误差、垂直度误差和直线度误差。
(2)测量机床各温升状态的热误差。
(3)计算斜率。整理以上测量的不同温度下的机床X轴线性误差,取其中某一温度下的线性误差数据作为纵坐标(因变量,单位为um),以机床X轴位置为横坐标(自变量,单位为mm)所得到的曲线,即为所需要的热膨胀线性误差曲线(如图2所示)。利用数据处理软件拟合计算此曲线斜率,将所有不同温度下的X轴线性误差数据均按照以上方法处理并拟合计算。
(4)将斜率按照要求补偿到数控系统中。
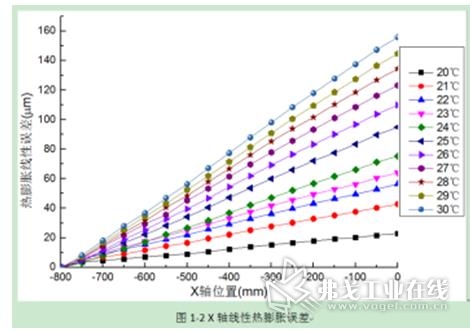
图2 轴热膨胀线性误差曲线
补偿效果对比:以机床X轴为例,X轴20.9℃与29.9℃的温度变化线性误差,API激光测量的定位误差由0.0452mm上升到0.1605mm,也就是说,X轴温度变化全长800mm,误差为0.1153mm。X轴升温到29.9℃时,未补偿定位精度变化如图3所示。
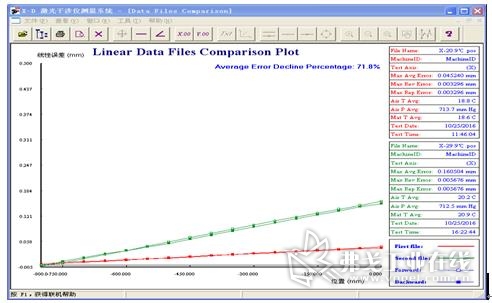
图3 补偿前平台II的29.9℃线性误差
采用误差补偿后,X轴温度由21℃变化到28.2℃时,在800mm的全长上线性误差范围为0.015569~0.114430mm,如图4所示。
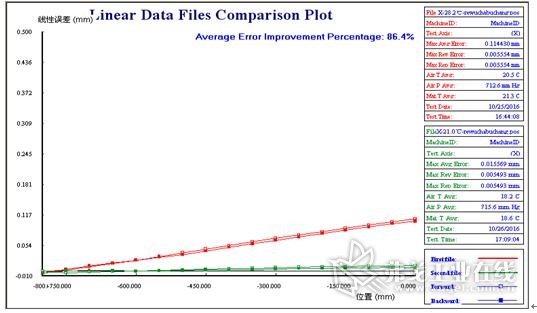
图4 补偿后平台II的28.2℃线性误差
机床的X、Y和Z这3个轴采用热误差补偿前后,在冷态和热态下的补偿效果见表1,3个轴的直线度补偿效果见表2,3个轴的垂直度补偿效果见表3。
表1 热误差定位精度补偿效果
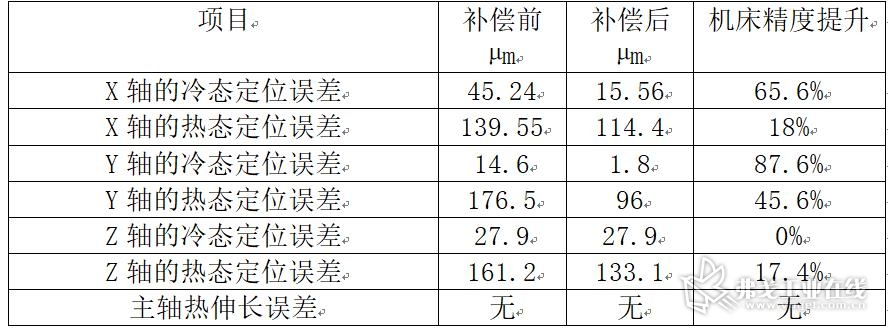
表2 直线度补偿效果
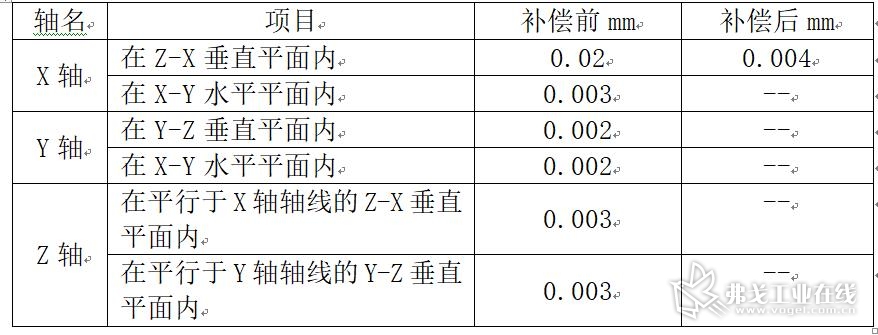
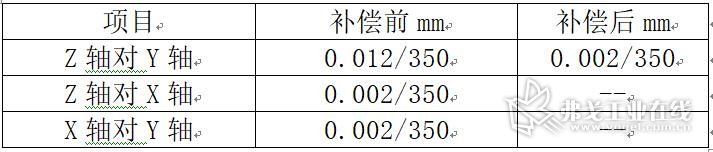
表3 垂直度补偿效果表
2. FANUC数控系统+补偿模块的补偿效果
由于机床的运动发热,在没有补偿时,X轴热态的定位误差范围为0.000~0.1249mm,最大偏差量129µm,比冷态时的定位误差膨胀了29µm。而采用误差补偿后,X轴热态定位误差范围为-0.0015~0.006mm,最大偏差量7.5µm,精度提高了94.2%。补偿前的定位精度如图5所示,补偿后的定位精度如图6所示。
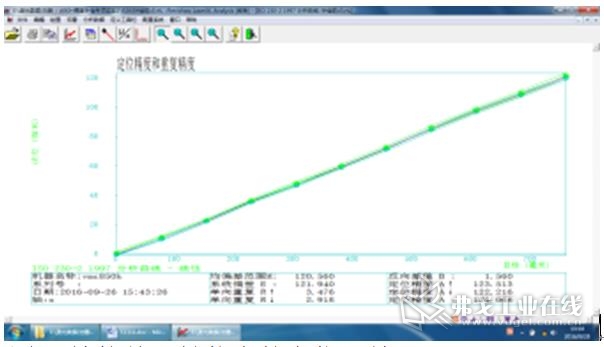
图5 补偿前X轴热态的定位误差
图6 补偿后X轴热态的定位误差
补偿前后,整机的X、Y和Z轴的定位精度大幅提升,见表4。
表4 热误差定位精度补偿效果

3. 两种补偿模式的热补偿效果测试
上述两种补偿效果数值,是在误差建模过程中采集的数据。为综合直观地测试热补偿效果,依据ISO230-3直线轴热变形试验规范标准,对两种补偿方式进行测试。试验结果如图7、图8所示。
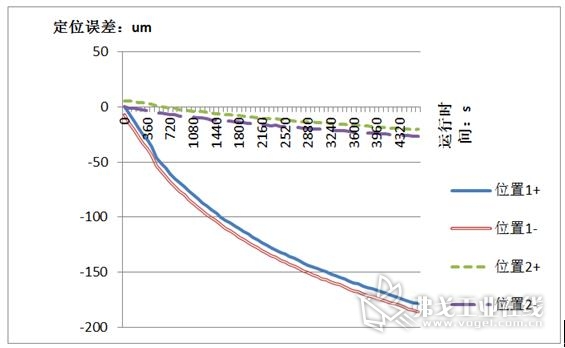
图7 华中数控系统补偿直线轴热变形试验结果
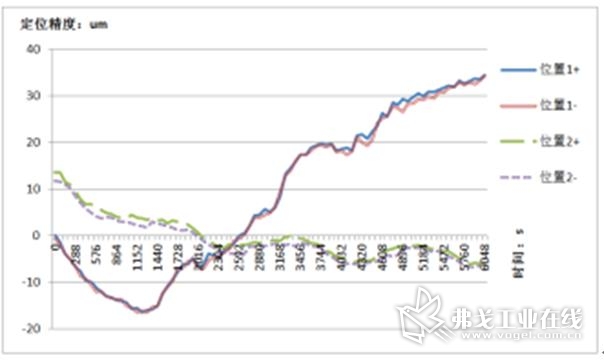
图8 FANUC+补偿模块补偿直线轴热变形试验结果
成果的批量应用
在本课题实施的过程中,宝鸡忠诚机床股份有限公司制定了4项补偿规范及标准,申请发明专利2项,所开发的制造一致性技术,已在宝鸡忠诚机床股份有限公司所有的立式加工中心上得到了批量应用,显著提高了零部件的加工一致性以及机床整机的制造精度,其中,整机的几何精度一致性经初步统计计算后达到CMK1.33。目前,宝鸡忠诚机床股份有限公司已邀请具有国家检测资质的第三方机构,对整机制造一致性的几何精度CMK值进行统计分析,现已累计测量机床60余台(如图9所示)。

图9 整机制造一致性的CMK值检测
目前,宝鸡忠诚机床股份有限公司已对8台立式加工中心整机实施了综合误差补偿(如图10所示),其中一台在2018上海机床展览会中作为智能化立式加工中心而得到了展示。通过该项目的实施,宝鸡忠诚机床股份有限公司积累了经验,从而为实现数控车床等产品的综合误差补偿奠定了基础,目前,公司已在3台以上的车床上应用了这项综合误差补偿技术,使用效果良好。

图10 批量应用综合误差补偿技术的立式加工中心整机
结语
通过将“数控机床测量、分析与补偿技术”课题的成果——综合误差补偿技术批量应用于立式加工中心产品上,宝鸡忠诚机床股份有限公司大幅提升了立式加工中心整机的几何精度以及运行精度的稳定性,同时,还使该补偿技术扩展应用到数控车床等主导产品上,从而使这项综合误差补偿技术进一步得到了验证。
通过在立式加工中心上进行补偿研究测试可以看出,上述两种方法各有所长,机床精度都有不同程度的提升。通过功能应用和性能实测,也显现出了两种方式需要提升和改进之处。
FANUC数控系统+补偿模块的优点是,热误差补偿功能全面,效果良好,但缺点是,没有几何误差补偿功能,综合成本较高,不利于市场推广。同时,补偿系统模块集成化、工业化水平还有待提升。
华中数控系统的补偿优点是,拥有热误差和几何误差补偿,综合补偿功能全面,几何误差补偿效果良好,且补偿功能内置,补偿控制性好,误差曲线光滑,补偿成本较低,但缺点是,热误差补偿功能弱,需要继续提升。
热点文章
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

IMAO今尾【产品介绍】气动旋转式夹具:无需工具的夹具气动型
2026-07-20
-

IMAO今尾【产品介绍】楔型锁紧器(收销式)、代替螺栓的缔结部件 "快速锁紧"
2026-07-20
-

以智造装备育新质人才 | 拓璞亮相服务型制造研修班,全维度布局产教融合新赛道
2026-07-24
-

幅面升级 | 百超强劲性能激光切割机:ByCut Smart
2026-07-23








评论
加载更多