国产数控车床可靠性提升的“024”框架体系
目前,我国已掌握了数控机床的部分关键技术,形成了自己的数控机床产业。但是,与国际先进水平相比,中高档数控机床的可靠性尚存在很大的差距。可靠性低已成为国产中高档数控机床市场占有率低的主要原因之一,是制约国内机床产业发展的瓶颈,引起了机床行业和学术界的高度关注。
随着“高档数控机床与基础制造装备”科技重大专项(以下简称“04专项”)的实施,数控机床可靠性技术的提升取得了初步进展,包括:制定了一批数控机床可靠性技术的规范和标准,研制出多套可靠性试验台,初步建立起产品可靠性保障体系。
虽然如此,由于我国数控机床可靠性技术研究、开发工作起步较晚,目前尚存在机床可靠性试验工作及数据积累不够、数控机床可靠性技术体系尚不完善,以及企业尚未建立起完善的产品可靠性保障体系等问题。
“千台国产数控车床可靠性提升工程”课题,在结合前期04专项支持的可靠性课题研究成果的基础上,整合行业资源,凝聚科研力量,通过与云南 CY 集团有限公司、安阳鑫盛机床股份有限公司、东北大学、吉林大学、南京工艺装备制造有限公司和广州数控设备有限公司合作,系统地建立了上、下游全产业链的数控车床可靠性提升技术体系。在课题实施过程中,针对数控车床可靠性的提升,形成了“024”的方法架构、实施内容并取得了初步成效。
课题目标
课题的总体目标是,在前期课题可靠性研究成果和企业可靠性保障体系建设的基础上,进一步开展集成性和创新性的研究,开发覆盖数控车床全生命周期的可靠性系列实用技术和制造一致性技术。研究成果在中高档数控车床主机和关键功能部件产品上大面积推广应用,以确保主机产品的可靠性MTBF达到1500h,提升国产数控车床及其关键功能部件的市场竞争力,同时进一步推动我国数控机床可靠性技术创新基地和创新团队的建设。
取得的阶段性成果
1. 顺利通过了第三方测试
2016年10月,国家机床质量监督检验中心对课题研制的i5T3.3数控车床及MTC46车削中心开展了第三方可靠性测试(如图1所示)。结果表明,i5T3.3数控车床的CPK值为1.78,MTBF值为1543.4h;MTC46车削中心的CPK值为1.39,MTBF值为1726.9h,测试结果达到了课题考核指标。

图1 国家机床质量监督检验中心的测试现场
2. 搭建了完善的支撑体系
通过课题的实施,现已形成了覆盖外购外协件、可靠性设计、可靠性试验及可靠性增长等环节的企业标准和规范,共计31项;拥有了用于主轴、刀架和液压站等关键功能部件的18台份试验台;升级了数字化的量检具,推广实施了SPC系统,提升了对测试和中间环节进行控制的效率。
3. 切实提升了产品的可靠性水平
通过课题的实施,2016年,针对设计、制造等环节,累计实施了97项改进措施,从而使2016年全年的故障反馈数量同比降低了24%,维修费用同比节省了32%。
数控车床可靠性提升的“024”框架体系
作为高度复杂的机电产品,数控机床的设计、制造和运行,覆盖机、电、液、控等多学科的知识,不仅取决于设计阶段,还取决于制造和使用阶段;不仅涉及到主机,还涉及到功能部件和辅机;不仅涉及到工程技术,还涉及到企业管理。因此,提升国产数控车床的可靠性,是一项非常复杂的系统工程,需要从技术和管理两个维度去综合考虑。
通过实施“千台国产数控车床可靠性提升工程”课题,针对国产数控车床可靠性的提升,提出了“024”框架体系。“0”是指以零故障为目标,采取“故障零容忍”的改进措施;“2”是指建立两个体系,一是可靠性管理体系,二是可靠性支撑体系;“4”是指4个环节,分别是设计环节、制造环节、试验环节和迭代改进环节。总之,“024”方法体系就是以零故障为目标,以两个体系为平台,以4个环节的改进为手段,来提高数控车床的可靠性。体系架构如图2所示。
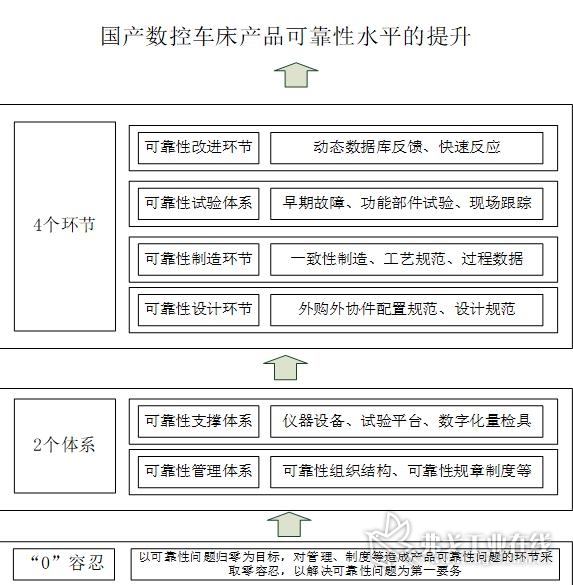
图2 “024”的可靠性方法体系
1. 贯彻可靠性问题“零容忍”
可靠性提升过程中的首要任务是让企业领导和普通员工都树立起“可靠性为先”的思想观念,通过不懈努力,不断提升企业领导和员工对可靠性的重视程度,并采取相应的行动。
以课题支撑的重点产品的可靠性问题归零为目标,课题组建立了相应的可靠性管理制度,针对用户反馈回来的故障信息,随时开展故障模式及原因分析,第一时间通过管理系统将电子版的整改要求发送给相关人员,以解决问题,从而实现了信息从生产端到客户端的高效流转。
总之,没有观念上的转变,就没有产品可靠性水平的提升。只有对可靠性问题采取零容忍态度,才能提升各环节可靠性工作的执行力。
2. 搭建2个可靠性支撑体系
没有体系支撑的技术研究是无源之水,无本之木,无法做到贯彻充分且长久执行。因此,在课题实施过程中,课题组搭建了可靠性管理体系和可靠性支撑体系,从而为课题实施及国产数控车床可靠性提升过程中的各项工作提供了支持。
(1)可靠性管理体系的建立。可靠性是一个技术问题,但更是一个管理问题,没有高效的管理体系,仅从技术层面进行攻关,要想提升产品的可靠性几乎是不可能的,因此,必须下大力气打造可靠性管理体系。紧密围绕产品制造和用户使用两个环节,课题组建立了可靠性管理体系(如图3所示),对整改流程、技术研究流程做出了明确规定。
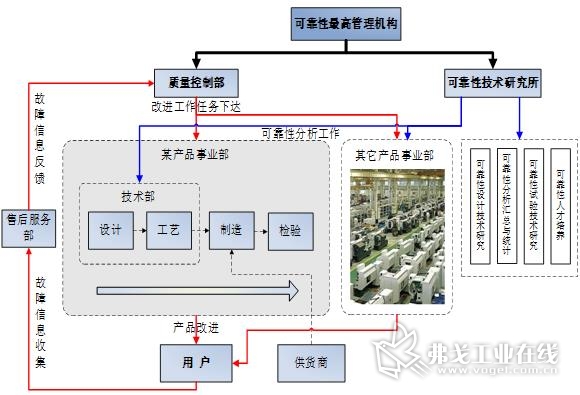
图3 可靠性管理体系
可靠性管理体系各环节需要相应的工作标准和文件体系来支撑,但所有的工作标准还需要落实到实际中,否则就只是一堆“文件”。课题组建立的各环节文件体系如图4所示。
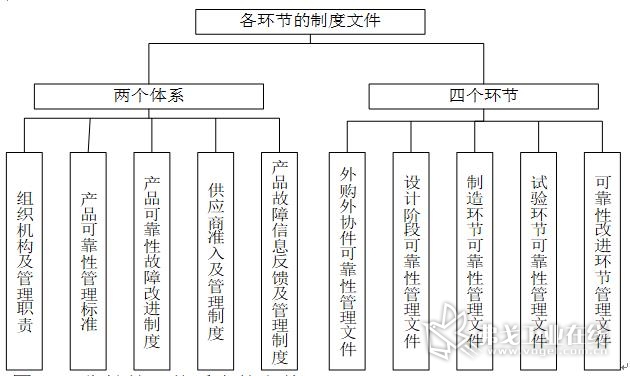
图4 可靠性管理体系中的文件
(2)可靠性支撑体系的建立。如果说可靠性管理体系的核心是“管理”,那么可靠性支撑体系的重点就是“支撑”。可靠性支撑体系包括课题实施过程中建设的各项软硬件。如果没有这些条件提供有效的支撑,就无法顺利开展数控车床可靠性提升过程中的各项工作。
按照可靠性研究4个环节的需要,课题组开展的支撑体系建设包括:动态数据库的升级、功能部件可靠性试验台的建设以及数字化量检具的升级等。
可靠性动态数据库(如图5所示)的建设完成,挑战了传统的服务管理模式,实现了客户服务业务体系的管理创新,加快了信息传递与反馈速度,使得2h之内的响应及时率达到97%。同时,还提高了客户服务效率,平均客户满意率由系统上线前的66%提高到90%以上,已经接近家电行业的服务水平。
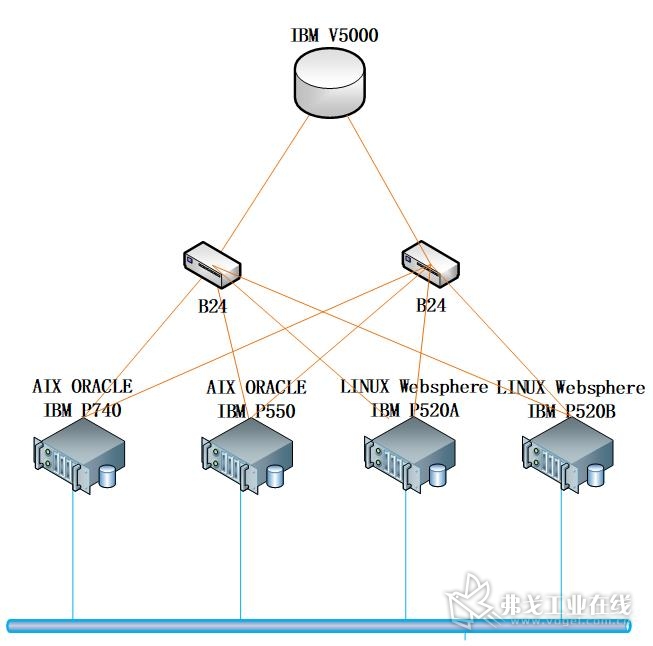

图5 动态数据库系统
针对功能部件等外购件故障率居高不下的问题,课题组搭建了多台份的功能部件试验台(如图6所示),覆盖主轴、刀架等主要功能部件。依托功能部件试验台,课题组多次组织了功能部件的可靠性试验,为整机可靠性水平的提升奠定了基础。




图6 课题搭建的功能部件可靠性试验台
为了对过程数据进行更好的定量化统计和测量,课题组购置了零件检测内径三针千分尺、电子水平仪、大理石平台及平尺、马尔比较仪和马尔数显千分表等数字化量检具,为提高装配质量提供了保证,如图7所示。
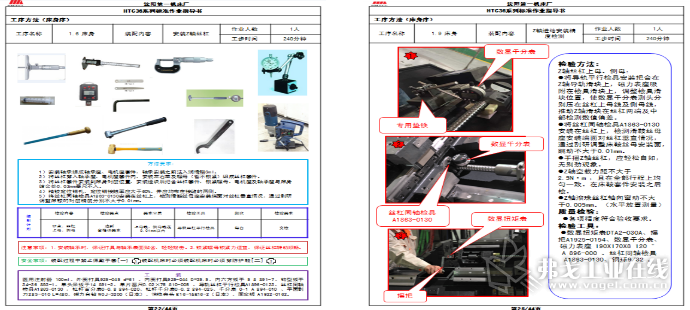
图7工具作业的标准化要求
(3)可靠性技术团队的定期培训。针对数控机床全生命周期各个阶段所采取的可靠性技术,课题组定期组织了系统性的培训,累计培训人次达450人次,如图8所示。


图8定期举行的可靠性技术培训
为提升产品设计人员的综合素质,课题组还组织人员翻译了在日本具有一定影响力的《机床设计学(基础篇)》,并印刷400册分发给课题参与单位,供相关人员学习参考。
3. 深化4个技术环节
数控车床可靠性水平的差距,体现在产品开发的各个环节。为了从根本上实现数控车床可靠性水平的提升,需要对数控车床的各个环节开展可靠性的分析研究,在此基础上,建立针对各个环节的可靠性技术体系,细化可靠性技术,并使可靠性技术与各产品的开发环节深度融合,最终实现数控车床可靠性水平的提升。
本课题主要针对可靠性设计、可靠性制造、可靠性试验和可靠性改进等4个环节,探索构建了具有数控机床特色的可靠性实用技术体系。
(1)可靠性设计环节。可靠性首先是设计出来的,设计保证了产品的固有可靠性。国产机床可靠性差的一个主要原因,是在设计伊始没有从可靠性设计的角度来考虑。因此,为了提高产品的可靠性水平,必须做好可靠性设计方面的工作。
根据数据统计,目前机床产品近80%的零部件属外购外协件,如供应商的质量保证能力不强,就会造成产品故障频出,对整机可靠性带来不利影响。结合自身产品情况,课题组要求产品设计人员对外购外协件提出了一系列的控制标准(见表1),并在选型、样机试制过程中严格把关,通过采取入厂检验与供货商自身质量控制相结合的措施,取得了良好的效果。
表1课题建立的部分外购件控制标准
| 序号 |
检验控制标准明细 |
| 1 |
变压器检验控制标准 |
| 2 |
排屑器检验控制标准 |
| 3 |
液压站检验控制标准 |
| 4 |
润滑站检验控制标准 |
| 5 |
气动部件检验控制标准 |
| 6 |
接管器等阀块类零件检验控制标准 |
| 7 |
控制阀检验控制标准 |
| 8 |
刀架检验标准 |
| 9 |
电箱检验控制标准 |
| 10 |
机械手检验控制标准 |
| 11 |
拉罩检验控制标准 |
| 12 |
通用件检验控制标准 |
| 13 |
齿轮检验控制标准 |
| 14 |
主轴检验标准 |
作为一个复杂的机、电、液复合系统,数控机床既不像一般的电子产品和机械产品那样具备相对完整的可靠性理论体系,也不像军工装备那样可以不计成本地开展可靠性技术体系的建设与实施,更不具备汽车及消费电子产品所拥有的批量大、工艺成熟和基础数据积累丰富的优势。
因此,想要提高数控机床产品的可靠性,必须从设计和分析环节入手,将数控机床可靠性技术贯彻到产品的设计、分析和评审环节,才能从根本上提高产品的可靠性水平。在课题参与单位东北大学的支持下,课题组针对数控车床开展了可靠性设计与分析工作,形成了FMECA、FTA等分析规范,并将其应用于产品的可靠性设计和分析过程中。流程及技术框架如图9、图10所示。
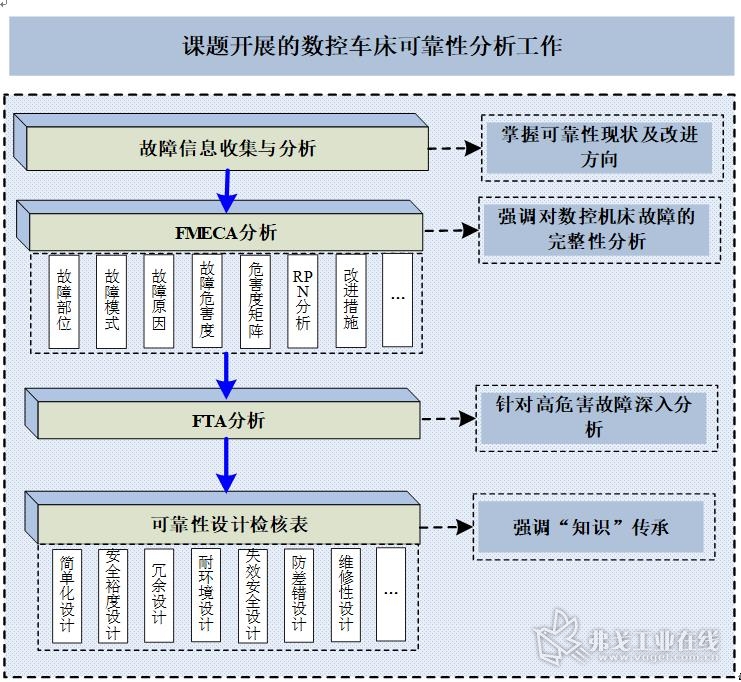
图9数控车床可靠性分析技术
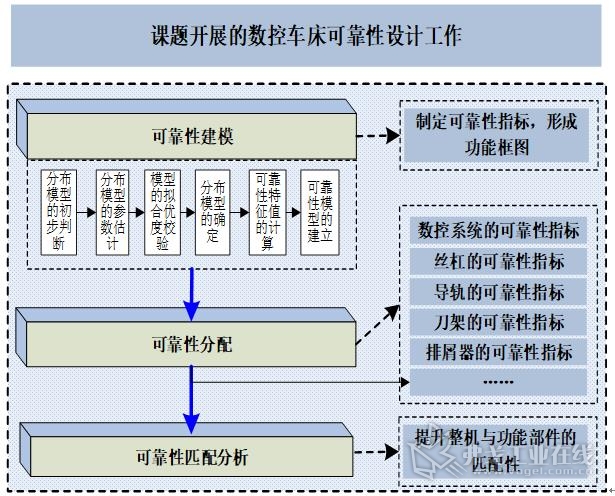
图10数控车床可靠性设计技术
在课题实施过程中,通过积累数据以及开展相应的研究,课题组还联合东北大学的张义民和孙志礼两位教授一起,编著了《数控刀架的典型结构及可靠性设计》、《数控机床性能分析及可靠性设计技术》,系统地阐述了数控机床、数控刀架的可靠性设计理论和方法。
(2)可靠性制造环节。制造装配是数控机床生产过程中一个非常关键的环节,不仅会影响产品的交货期和成本,也会影响数控机床的可靠性。目前,数控车床的制造环节存在着可靠性与精度等性能的离散化现象——采用同样的设计图纸和加工工艺,制造出来的车床,它们的可靠性水平和精度保持性水平却参差不齐。针对这一情况,课题组对制造环节采取质量控制措施,通过研究制造一致性技术,确保了同一规格的数控车床关键零件的精度稳定在1.33以上,整机出厂检验精度达到1.33,满足了课题要求。
在制造及装配过程中,严格贯彻“管理标准化、现场可视化、流程表单化及信息数据化”的规范要求(见表2),制定了自检与互检制度,对各环节的制造、装配规范以及作业指导书进行了细化,从而确保了产品质量的层层把控。可视化的操作模式,为操作人员对规范的理解和执行提供了便利。
表2 制造过程中的部分规范要求
| 序号 |
相关标准及规范 |
| 1 |
T2系列主轴系统动平衡及振动检测暂行规范 |
| 2 |
T系列机床主要部件螺栓做标记线暂行规定 |
| 3 |
机床拉罩装配方法规范 |
| 4 |
机床关键部位螺栓防篡改标识规范 |
| 5 |
外协零件质量要求 |
| 6 |
机床防护成品检验标准 |
| 7 |
关于机床主电机皮带轮胀紧套设计规范 |
| 8 |
关于机床主轴套件动平衡孔设计规范 |
| 9 |
主机和自动线移动部件运输固定的规范 |
| 10 |
液压表和标牌选择及安装规范 |
| 11 |
机床底层PLC标准程序规范 |
| 12 |
关于加工内螺纹孔口倒角的工艺规范 |
2014年3月,课题组开始推行质量过程控制软件。按照零件的重要程度,选择了9种主轴箱体类零件的精加工工序作为试点,实施监控。
通过软件的应用,对“以公差来评判零件是否合格”以及“以操作者的经验来控制加工精度”的管理方法进行了改进。通过实时记录加工数据,系统按照数据的波动情况对工序加工进行评价,并按统计学的方法对过程的质量保证能力进行分析,从而找出了过程质量波动的原因并予以改进。SPC系统的推广应用,提高了过程加工能力和成品零件的一致性水平,如图11所示。
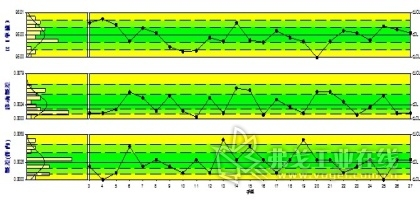
图11 SPC运行控制图
通常,进给系统是影响数控车床稳定性的关键部件。作为课题参与单位,东北大学针对滚珠丝杠装配调试过程中无法准确定位丝杠缺陷的问题,提出了小波分解的方法。即:通过对机床进给系统的摩擦力数据进行处理,获得有关位置变化的位-频特性矩阵,基于此,分析滚珠丝杠的局部特性,揭示丝杠缺陷状态、产生的位置及原因,从而为丝杠的故障判断及性能评价提供依据。图12所示为数据采集过程。

图12 数据采集过程
(3)可靠性试验环节。可靠性是指产品在规定的条件和规定的时间内,完成规定功能的能力。可靠性试验环节是验证产品可靠性能否达标的关键一步。可靠性试验分为工程试验、统计试验,以及环境应力筛选、可靠性增长试验、可靠性研制试验和验证试验等。结合企业实际情况,课题组删繁就简,将主要工作放到了早期的故障筛选、加工一致性测试和功能部件试验等环节。
通过早期的故障筛选试验(如图13所示),排除了产品研制过程中偶然的加工缺陷、元器件质量差异或一些防不胜防的工艺问题,从而避免了故障的产生。试验内容包括:整机连续空运转试验、数控系统功能试验、机床负荷试验及数控车床关键子系统的早期故障排除试验。其中,整机连续空运转试验、数控系统功能试验和机床负荷试验的累计时间不少于72h,数控车床关键子系统早期故障排除试验的累计时间不少于24h。关键子系统早期故障排除试验应安排在最后进行,其他试验内容可视具体机床做相应调整。


图13 早期故障筛选试验
现场运行出现的故障,许多来源于关键配套件和外购件。对此,课题研发了10台套针对关键功能部件的可靠性试验台,开展了功能部件的可靠性试验(如图14所示),并对关键功能部件的故障数据进行了分析处理,提出了改进措施,促进了关键功能部件可靠性的增长。


图14 功能部件可靠性试验
仅2016年,通过对功能部件的可靠性试验,课题组就向供货商提出了13项有关功能部件的改进建议,其中机械部件10项,电气部件3项,涵盖了主轴套件、卡盘部件、进给部件、刀架及刀盘附件、润滑部件和液压部件等。
数控车床加工精度的一致性是评价产品性能的一项非常关键的指标,加工精度波动越大,对产品可靠性水平和精度寿命带来的影响就越大。在机床整机装配完成后,课题组还实施了CPK切削(如图15所示),以此来检验机床整机加工零件的一致性,从2014年至今,已抽取了近630台机床整机开展此类试验。

图15 切削样件
2016年,对110台机床进行了CPK值检测,一次抽检,96%的产品CPK值达到了1.33以上,出厂检验100%的产品CPK值达到1.33以上。
机床最终是由用户使用,因此用户最有发言权。为了掌握用户实际使用情况,课题组还安排可靠性研究人员前往机床用户单位,采集载荷数据、故障数据和维修数据等信息,为产品的可靠性评价、可靠性设计和可靠性增长提供数据支持。按照任务要求,完成了25台数控车床3000h以上的用户跟踪考核试验,具体考核信息见表3及表4。通过对采集的用户现场试验数据进行统计分析,完成了4份用户现场试验报告及4份数控车床可靠性分析报告,并对前期调研数控车床以及新研数控车床进行了对比分析。
表3 数控车床用户跟踪考核试验
| 主机厂 |
机床数量 |
用户单位 |
考评时间 |
| 沈阳机床 |
3台ETC3635np 6台ETC3650nu |
湖北欧福思 |
7个月 |
| 8台HTC3230 10台HTC1608 |
烟台西蒙西 |
7个半月 |
|
| 云南CY |
5台CY-K40 |
烟台西蒙西 |
4个月 |
| 8台SL320 |
烟台西蒙西 |
5个月 |
|
| 安阳鑫盛 |
5台CKJ6163 |
深圳星油能源 |
20个月 |
| 6台ADJ-15 |
湖北欧福思 |
7个月 |
表4 数控车床(新研)用户跟踪考核试验
| 主机厂 |
机床数量 |
用户单位 |
考评时间 |
| 沈阳机床 |
1台i5T5.2 |
辽宁营口译达 |
3个月 |
| 22台i5 T3 |
宁波北仑惠丰模具 |
4个月 |
|
| 1台MTC-46 |
广东明晖气动科技 |
16个月 |
|
| 云南CY |
4台CY-HTC2050 |
烟台西蒙西 |
4个月 |
(4)可靠性改进环节。数控车床的可靠性改进环节是之前所有研究环节的最终目的,只有通过不断发现和消除产品在设计、制造、试验及使用过程中的缺陷和故障,才能实现逐步提高产品可靠性的目标。
目前课题采取的方式是,无论是在厂内采集到的故障信息,还是通过动态数据库在用户处采集到的故障信息,都会第一时间得到处理分析,并落实到责任人。现在,已经能够对装配等制造过程进行追溯,通过明确相关责任人,限期进行整改。
结论
总之,本课题的实施取得了初步成果:数控车床的MTBF已稳定在1500h以上,在企业内部建立起了“024”可靠性实施框架。下一阶段,课题组将在已有成绩的基础上,进一步细化制造过程的各项可靠性控制指标,并开展更深入的可靠性试验及评价研究,争取在更大的范围内推广和应用课题研究成果。
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多