飞机重量每减轻一克,就意味着......
“一代材料,一代飞机”这句话想必大家都听过,材料之于飞机的重要性也在这句话里表现的淋漓尽致。 自从莱特兄弟1903年第一次进行了有动力的飞行后,百年时光,飞机材料的改进从未停止。
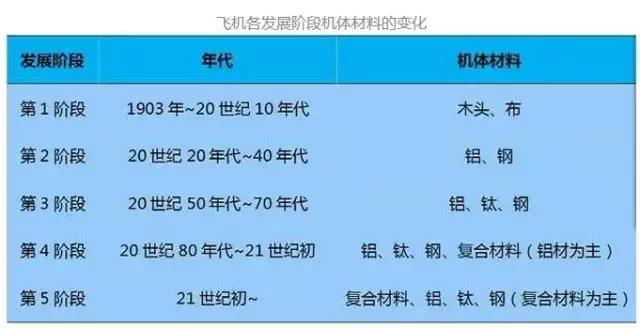
从上面这张表中我们发现一个规律,就是一个世纪以来,无论机身材料怎样变化,共性上它都在向着高强度、轻量化的方向稳步迈进。现阶段飞机材料几乎被复合材料、铝、钛所占据。为什么轻量化的材料如此受欢迎?
在飞机制造中有一句名言是:“为减轻每一克重量而奋斗”。飞机轻量化能带来更低的油耗、更高的运力以及一系列绿色经济效益。其优势和利益不是一两句话就能说明白的。
飞机材料在轻量化的进程中,加工材料的刀具也在发生着巨大的变化,为了更好的加工复合材料、铝合金及钛合金,刀具企业投入了很大的资金研发刀具,有了这些刀具,飞机制造才能顺利进行,这些刀具也可以说是飞机减重背后的“小功臣”。
我们新开发的一款刀具——MFH型铣削刀具正为加工这些航空材料而生.....
MFH型铣削刀具用于航空航天行业、能源行业的钢件以及耐热合金的铣削加工中替换“整体式”工具、替换APMT型、替换RPMT型……都各自获得了可以提高加工效率、提升寿命的高度评价。
MFH还汇聚可对应广泛加工的产品阵容,其中最受好评的是规格为φ16~φ50的MFH-mini以及规格为φ8~φ16的MFH-micro。
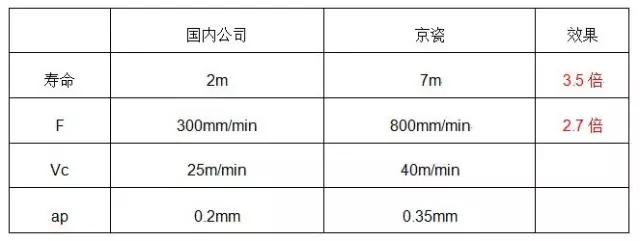
在加工中寿命提高200%~300%,效率提高200%~400%,这样的案例不胜枚举,成绩也令人瞠目。
MFH-mini/MFH-micro取得如此成功的秘诀,有3个关键词。
● 完美解决钢件、钛合金、耐热合金加工
● 轻松对应等高线加工、切槽加工
● 高效替换APMT型以及整体式立铣刀加工
为什么它们在这些加工中容易成功呢。
秘诀是对切屑的处理。APMT型以及整体型立铣刀虽然也采取了阻力低的切刃形状,但如果想要提高效率的话就会导致切屑厚度增加,入刀时的阻力以及切屑变形阻力甚至是发热问题等都变大、多发,最终导致刀具的破损。而且也容易发生咬屑。MFH结构上使用小到极致的10°切入角和波形切刃,切刃厚度达到了APMT和整体型立铣刀的1/5以下。
特别是切屑厚度以及宽度不容易变化的等高线加工相组合,可发挥高稳定性。另外10°切入角也可以大大改善切屑排出性。
特别是与整体型立铣刀以及APMT型在φ8~φ25规格、刃数上没有优势的低刚性刀具相比,MFH能大幅度提升效率,也正是基于上述原因。
应用案例及结论
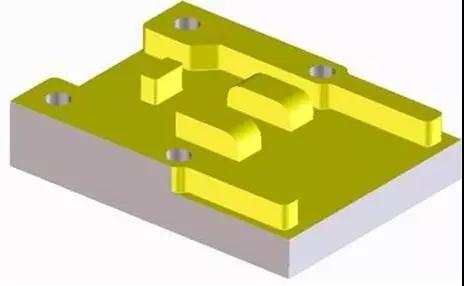
※根据等高线加工黄色的部位
工业:航空航天工业
部件:结构件
材质:钛合金
刀片:LOGU030310ER-GM PR1535
刀体:MFH16-S16-03-2T(MFH-mini)
热点文章
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

IMAO今尾【产品介绍】气动旋转式夹具:无需工具的夹具气动型
2026-07-20
-

以智造装备育新质人才 | 拓璞亮相服务型制造研修班,全维度布局产教融合新赛道
2026-07-24
-

IMAO今尾【产品介绍】楔型锁紧器(收销式)、代替螺栓的缔结部件 "快速锁紧"
2026-07-20
-

幅面升级 | 百超强劲性能激光切割机:ByCut Smart
2026-07-23








评论
加载更多