高刚性可转位高效钻头横空出世——DRV
车削的内外径加工以及铣削的面加工等,都可以通过一个工具实现其通用的功能。
但是孔加工必须依据孔径、深度等不同准备不同的工具。还必须充分注意工具设置时要避免干涉、冲突等出现。也因为再研磨的精度不同对工具性能有很大影响,所以为100%发挥工具能力、设置加工条件的难度就是必须克服的困难之一。
今年来为对应更广范围的加工,出现了更换可转位刀片的需求,我们为您推荐新开发的DRV型钻头。
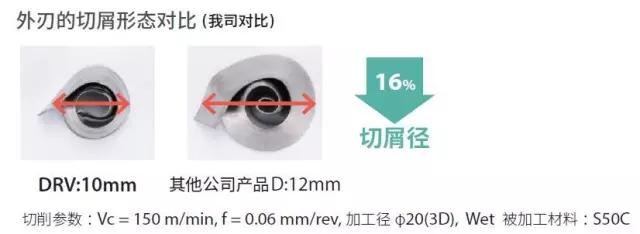
DRV钻头,着眼于以往使用可转位刀片客户的心声,可以控制加工径的变化。

DRV型钻头
DRV型钻头产品特点
DRV是高效率可换式钻头,4刀尖规格经济实用,从2D-6D的丰富产品阵容,最大6D的深孔加工,同时兼具优秀的排屑性能。
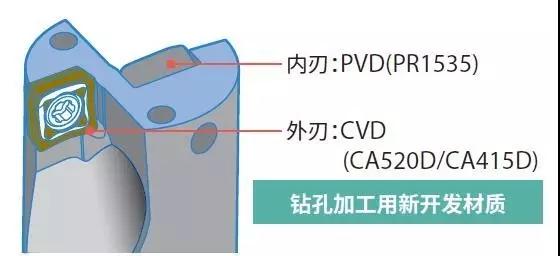
DRV拥有4种断屑槽,大范围的被切削材料与加工类型对应通过CVD(外刃)和PVD(内刃)的组合,实现高速,高效加工。高刚性设计耐振刀,可实现优秀的孔加工精度。

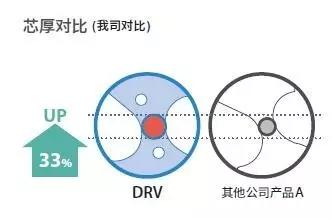
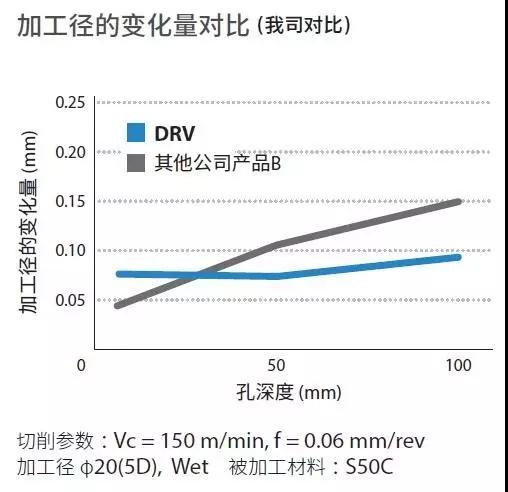
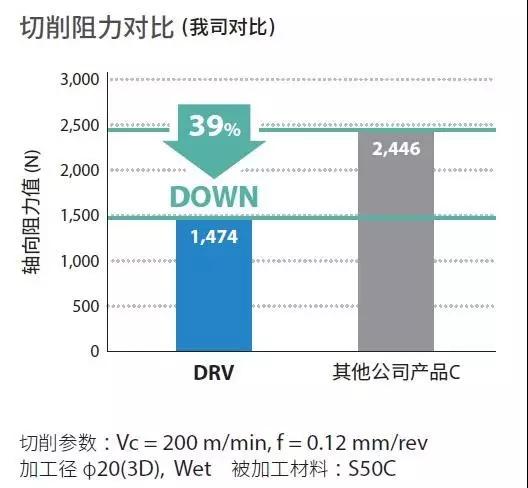
1 加工径的变化小,大芯厚高刚性,低阻力设计抑制振刀,同时可实现优秀的孔加工精度。
与以往产品相比,中心部增厚20%,刀杆刚性提高,可以抑制加工中的形变导致的加工径的变化。
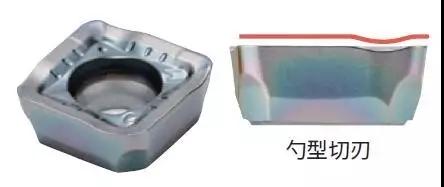
2 独特的刀片形状、确保切屑控制。
可转位刀片的形状以及断屑槽的最适宜配备,缩小切屑尺寸,保证切屑顺畅的从孔中排出。
外刃:缩小切屑的排出体积、抑制积屑
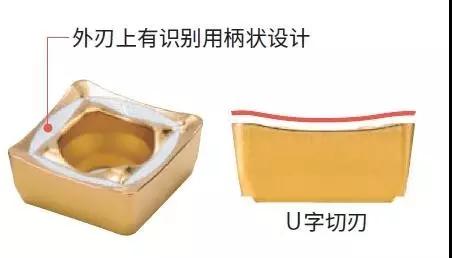
内刃:通过轻量化切屑、优化排屑性能和降低排屑时的摩擦阻力.

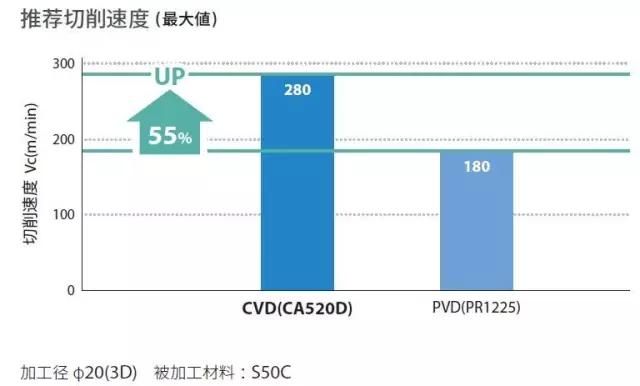
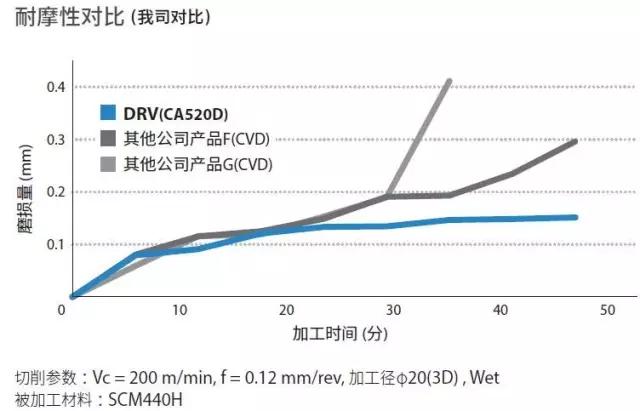
3 采用CVD外刃,实现高效加工。
通过CVD(外刃)和PVD(内刃)的组合实现高速、长寿命加工。
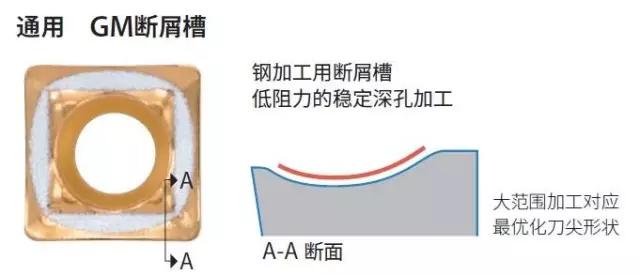
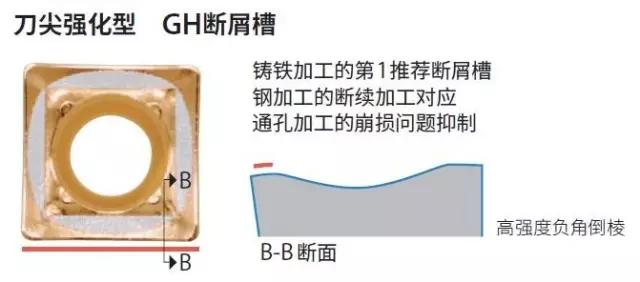
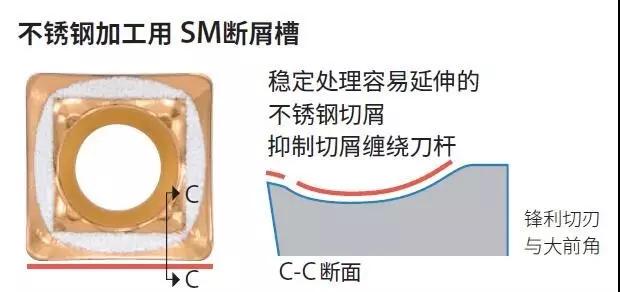
4 4刀尖规格经济实用,具有4种断屑槽,被切削材料与加工对应范围广。
由此DRV具有兼顾实现了良好的加工面与工具刚性两个反作用的特性。DRV型钻头提前预售3D型,将依次扩大产品系列,敬请体验。
加工案例
零件名称:试测件
零件材料:S50C
冷却方式:内冷
加工类型:钻孔加工
切削参数:vc=200m/min,f=0.09mm/r,ap=0.5mm,五倍径
热点文章
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

IMAO今尾【产品介绍】气动旋转式夹具:无需工具的夹具气动型
2026-07-20
-

以智造装备育新质人才 | 拓璞亮相服务型制造研修班,全维度布局产教融合新赛道
2026-07-24
-

IMAO今尾【产品介绍】楔型锁紧器(收销式)、代替螺栓的缔结部件 "快速锁紧"
2026-07-20
-

幅面升级 | 百超强劲性能激光切割机:ByCut Smart
2026-07-23








评论
加载更多