高效的窄槽铣刀
开槽加工从未如此快速、轻松和准确。如果您在槽铣加工中经历过刀片松动给您带来的困扰,那么就请继续阅读本文的内容!遇到槽宽不一致会怎样呢?遇到棘手的槽铣刀螺钉和刀片配合问题会怎样呢?或是在不得不使用楔块撬出卡在开槽工件内部的大块切屑时又会怎样呢?这些只是机床操作员在尝试进行窄槽切槽加工时遇到的其中一些问题,但随着最新推出的肯纳窄槽铣刀(KNS)产品,»铣槽梦魇»的时代已经过去。
一款产品,多种用途
铣槽加工是一种常见的加工应用。肯纳金属公司的全球产品经理(可转位铣刀产品)Scott Etling 列举了 KNS 具有优越性能的多个应用领域。汽车制造商可以使用这款新型刀具进行铸造排气歧管的分离加工,并在各种零部件的加工流程中使用这款刀具。设备制造商可以使用这款刀具对轴支架和挡圈上的夹槽进行高效低成本的加工。
发电厂和电力公司现在可以采用更高效的方式加工键槽、散热槽、连接器、以及 O 形槽。简单而言,在窄槽加工、切槽加工或是切断加工中,KNS 是一款新型高效的首选产品。
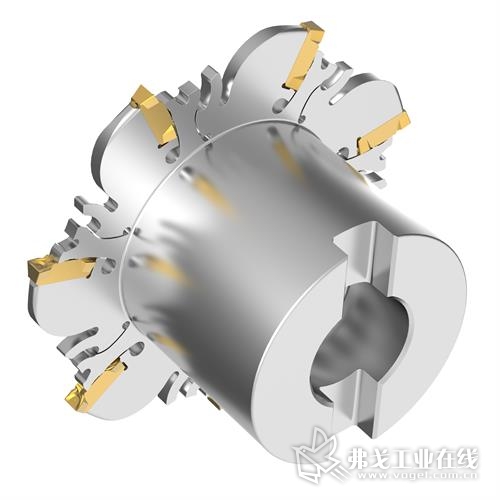
肯纳金属公司生产的 KNS 槽铣刀具有高效的加工性能和极佳的加工成本优势,可用于多种加工应用领域。
»这款刀具在多个应用领域已经成为´行业变革者´,»Etling 这样说道。»客户可以在´组合铣刀´的芯轴上安装一系列 KNS 刀具,或是一次性进行组合铣槽加工,或是进行多重切断加工。
这款刀具还可以用于将经过五轴机床加工或是经过 3D 打印加工的零部件从其毛坯材料上分离的加工。随着原材料价格的持续增长,我们的客户希望在加工中切除掉的废料尽可能少。因此使用窄槽铣刀可以尽可能地减少材料浪费,从而实现更好的效益。KNS 刀具可以实现这个目标。»

此外,还提供用于平底和球头底面深槽加工的刀片产品。对于浅槽加工,KNS 配备具有极佳成本优势的双头刀片(两个切削刃)。
专为窄槽加工而设计
KNS 刀具采用双 V 型刀窝设计,确保稳固的刀片夹持。轴向和径向组合定位不仅可以延长刀具寿命,还可确保更高的零件加工精度。刀片尺寸范围对应的铣槽宽度范围为 1.6 - 6.4 毫米(0.063 英寸 - 0.250 英寸)。刀片有单头或双头类型,采用平刃或球头切削刃设计。刀具直径范围为 63-250 毫米(2.5-10 英寸),根据刀体尺寸而采用芯轴接口或套式接口。

KNS 刀具采用简单但稳固的双 V 型刀窝设计,可确保稳固的刀片夹持。不会出现其他品牌槽铣刀和切槽铣刀中出现的刀片移位现象。刀具寿命因此得以延长,零件加工质量也得以提高。
我们为这款新型产品感到非常骄傲。»他这样说道。»这款产品比竞争性产品更为坚固,精度更高,还可降低刀具成本。客户可以在浅槽加工中使用 KNS 双头刀片的两端进行加工,然后在槽深增大的情况下使用单头刀片进行加工。这样可保证非常好的成本优势。»
卓越的性能
这些功能已经让肯纳金属公司在窄槽加工市场保持了巨大的领先优势,但优势还不仅限于此,同时硬质合金材质方面也十分领先。资深全球产品(可转位铣刀)经理 Tim Marshall 指出,肯纳金属公司最近在材质技术领域取得了重大进展,KNS 也很好地利用了这个发展机遇。
»我们为 KNS 刀具配备了三种刀片材质,»他这样说道。»KCU25 和 KCPM40 是多相 PVD 材质,在钢、不锈钢以及高温合金材料加工中可以提供卓越的刃口稳定性和耐磨性,即使在高进给和高速切削加工中也是如此。而 KCPK30 是一种 CVD 涂层材质,适合钢和铸铁材料的粗铣加工和一般加工。»
高品质的硬质合金材质非常重要,刀片槽型同样也非常重要。因为采用正前角槽型和特殊刃口处理工艺,KNS 刀具可进行轻快切削,同时不会以牺牲刃口的韧性为代价,这在多数铣槽加工中都是非常必要的。此外,SGP 槽型可以确保出色的排屑性能,能够将粘性材料的切屑卷曲为紧凑,容易排出的 C 形和 9 形切屑。这意味着您可以将楔块和自制的钩状取屑工具放回工具箱了。
Easy-X 设计
KNS 刀具的使用也非常方便。这款创新对称的 Easy-X 扳手设计产品意味着无需在切屑盘中寻找丢失的螺钉和刀片,不用再担心将楔块或夹具放错了地方 - 只需将扳手放在刀体上,转动扳手,就可以轻易地更换刀片,即使在空间紧凑的区域也可以如此操作。每个刀体和扳手也都做了清晰的标记,所以不会因使用不配套的扳手而损坏刀体。
最后一点但同样非常重要的是这款刀具采用的整体刀毂设计。该设计无需使用驱动环和挡圈,因此可大幅提高刀具的重复定位精度和加工精度。并且因为刀毂采用双键槽设计,这款刀具可以按照错列组合方式用于组合铣削加工应用,降低切削力,并确保平稳切削加工过程。
我们可以非常自信地说,这款刀具是用于窄槽铣削加工的性能最棒的产品。

KNS 刀具的双键槽设计可以采用错列组合方式用于组合铣削加工应用,并降低切削力。与竞争性产品相比,其整体式刀毂设计具有更高的精度和刚性。
热点文章
-

强强联合破局高端机床国产化!黄鹄×EMCO车铣复合机床长兴下线
2026-08-03
-

智能制造背景下工业机器人产业发展趋势与提质路径
2026-07-29
-

直击2026齿轮与电驱动技术大会:一家中国民企的“正向研发”突围战
2026-07-28
-

【雷尼绍】工业之眼(二)| 编码器分类图谱与选型指南
2026-07-31
-

深耕精密机床60载 普什宁江以国产母机领航新质生产力
2026-07-29
-

MTF2026大连启幕:马扎克以“新技术”破局“新行业”,共绘智造未来新图景
2026-07-30
-

德国 PEMTec 旗舰机型 PEM 800S 技术与应用解析
2026-08-03








评论
加载更多