伊斯卡新切削刀具为铁路工业铺轨
铁路工业是切削刀具主要消费的领域之一,伊斯卡公司正在加强其作为这一重要领域复杂项目供应商的作用,满足设定解决方案的需求、提高生产效率、缩短加工时间、降低成本。实现这些目标需要提供各种标准的和量身定制的解决方案。加工铁路工业零件对制造商和刀具供应商来说都是一个挑战,它们必须面对很多制约因素,例如较大尺寸的工件,复杂的结构及最终加工轮廓。同时需要去除大量的材料,确保可预期的刀具寿命,并避免高昂的维护成本。
举例来说,铁路工业中,转向架主要用于三大类型铁路:城市交通、客运铁路和货运铁路。转辙器是最常用铁路零件之一,在渡线、菱形交叉和三开道岔处都会配备典型的转辙器。为每一作业选配适合的刀具和刀片时,需要考虑许多因素:加工材料类型、工件状态、夹具、相关机床及其状态和功率特性等。最理想的刀具开发核心要素需要创建一个虚拟的加工环境,模拟加工工艺和切削参数,确保生产的刀具能够克服材料和生产制约。考虑如何将新刀具和加工工艺适用于加工转向架部件和转辙器是很有必要的。
铁路零件加工的许多操作都要用到旋转刀具,尤其在铣削和钻削加工上。在铣削中,需要大量去除材料,可以选用可转位锥形玉米铣刀来仿形加工。采用立装刀片的铣刀具有更大的可能性提高其强度,并确保能排布更多刀片进而提高生产效率。在许多案例中,铣削铁路零件需要用到高可达性和具有不同悬伸的刀具。模块式套式玉米铣刀的设计结构提供了一种既灵活又经济的解决方案,可用于替代整体式大规格玉米铣刀。
T490模块化解决方案
套式玉米铣刀:基体模块和加长模块的组合确保能提供不同切削长度的套式玉米铣刀,模块式玉米铣刀组合的另一个优势是提高了对操作的掌控性。玉米铣刀的端面刀片位于铣刀前端面,不仅可进行侧铣,还可进行面铣。与其他刀片相比,它们的载荷更大,磨损也更严重。一体式铣刀中,端面刀片的突然破损会对刀体造成严重损坏,甚至无法继续作业。在模块化组件中,每一损坏的模块都是可以单独更换的,实现高效操作并延长了刀具寿命(图1)。

图1 T490 模块化解决方案
所有新型刀具均采用内冷却通孔设计,延长了刀具寿命,并可改善槽铣、深方肩铣等棘手加工领域的排屑。采用特制仿形玉米铣刀确保能缩短加工周期,这对立装夹持刀具尤为有价值。
在一些案例中,转辙器的轮廓仅需一次进刀即可完成。在另一些案例中,有必要将加工划分成多次进刀,才能获得具有正确尺寸的准确形状和直径。
面铣刀
新推出的T890系列作为粗铣加工和半精铣加工面铣刀的代表,它配备了带8个切削刃的立装夹紧刀片,可用于转辙器和转向架壳体的面铣和方肩铣加工。该刀片具有不同几何形状,适用于切削各种工程材料。
大进给加工铣刀FFQ4
这是一款新型大进给铣刀,夹持带4个切削刃的单面方刀片。在低功率机床或大悬伸的加工应用时,可降低切削力。刀具有不同的设计配置——40至100mm直径的套式铣刀和较小直径的立铣刀及铣刀头。刀具适用于粗加工,应用于加工平面、型腔和凹槽,能以直线进刀或螺旋线进刀的方式进行坡走铣加工。
钻削
传统的桥式设备有时需采用大悬伸加工,钻头通常需要在刚性降低的条件下进行钻削作业。新型束魔变色龙钻(SUMOCHAM)由可换式刀头、圆柱柄和内冷却通孔组成,可实现大进给钻孔加工,具有高精度和良好的表面光洁度(图2)。可交换的ICP型刀头推荐用于碳钢和合金钢(ISO P材料组)加工,通常用于加工铁路零件,在生产转向架的钻孔加工中已获得好评。使用组合钻头,仅需一把刀具就能完成钻孔和倒角两种操作。伊斯卡公司还为该类钻头设计了不同的直径、切削深度和悬伸,增加了其切削适用范围,不仅缩短了加工周期,还减少了相关工序使用钻头的数量(图3)。

图2 束魔变色龙钻加工转向架
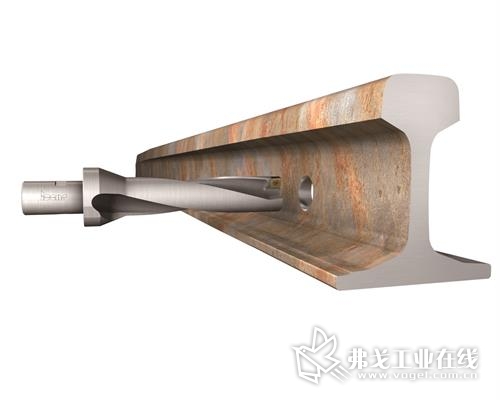
图3 DR TWIST钻削解决方案
铁路工业是特制钻头的庞大消费群体。在许多案例中,使用特制钻头可确保最大限度地减少刀具悬伸,提高钻杆耐用性,同时实现一刀多用。伊斯卡公司为该领域提供了各种特制钻头解决方案,特别是用于轨道和转辙器之间的连接,显着降低了加工成本。铁路部门的特殊性质和需求从很多方面制约着刀具的研发,伊斯卡公司对此作出了相应的反应,为重型加工应用设计了创新、高效且可靠的解决方案,这些解决方案已被制造商们积极采用(图4)。

图4 铁轨加工
热点文章
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-









评论
加载更多