伊斯卡:物色最适配的刀具
来自机械加工制造厂商的诉求
机械加工制造厂商期望刀具制造商为特定加工应用提供最佳的刀具解决方案。首先,该如何定义特定加工应用中什么是最佳刀具?其次,作为刀具制造商我们该如何满足机械加工制造厂商对刀具的期望?显然,必须制定标准,以能提供一个强大的解决方案。而在给定的特定应用工况中,选择最佳刀具的标准应遵循这一原则。工艺技术文件通常会对加工应用规定某一种或另一种刀具作为最佳刀具。因此,明确定义出清晰而明了的最优化标准至关重要。
选定最优刀具的标准取决于多方面的因素。生产类型(如:短周期、大型零部件、大批量),产品种类,加工材料,机床设备,切削策略方案等都会直接影响机械加工制造商对最高效刀具的选择。机械加工制造商感兴趣的是高性能刀具,这可以通过优化刀具几何形状和选用相适配刀具合金牌号来实现。其中所选刀具几何形状和合金牌号与被加工工件材料的种类息息相关。举个例子,加工铸铁的最优刀具就基本上不可能是加工高温合金的最佳刀具。
机械加工制造商们通常会在加工不同形状、不同尺寸的产品时面临两难困境。某个产品轮廓外形可能需要用到大悬伸的刀具加工,但是在通用的加工应用中,刀具的悬伸又是被严格控制的,因为大悬伸会大大降低加工稳定性,进而极大地影响加工性能。
来自刀具制造商的回应
选择出最优刀具是所有加工过程中众多核心问题关键因素的一部分 ,这毫无疑问能极大地提高机床的收益率。为实现这一目标,需要考量各种相互关联的因素,诸如机床利用率、合理的工艺规划、可靠的工装夹具和刀具库存管理等。所有这些因素都需要得到优化,而选择适配的刀具被证明是整个环节中不可或缺的重要因素。
1.现代制造能力的特征之一是具有先进制造能力的高性能工程数控机床。新一代设备虽然昂贵,但是缩短了加工时间,从而降低了生产成本。理想的刀具应该是能最大化生产效率,而且具有合理且稳定的刀具寿命。为了确定适配的加工解决方案,刀具制造商们开发出更优化的刀具几何形状和新的合金牌号,以能在更高金属去除率(MMR)下实现可靠的各类加工应用。我们需要优化相应的刀具几何参数和合金牌号,以使得刀具能高效地加工不同的工程材料。
2.缩短机床的停机时间是降低生产成本的另一途径。合理的刀路,例如确保刀具的利用率和最小化的辅助时间,能极大地优化解决方案。刀具交付的关键用“适配”替换“最佳”。
3.在完美设定中,理想刀具是在任何形状的工件加工中,在大悬伸或小悬伸加工中,刀具性能都不会受损。刀具定制为寻找最佳的解决方案另辟蹊径。
4.俗话说“最好的刀具是你手头的刀具”,大家可以理解为重要的金属加工原则就是易于上手的刀具才是理想的刀具。
5.现代先进的机床集成最佳的加工策略。在数控机床上实际运行前,这些加工策略会先在计算机辅助工程(CAE)中规划、编程、检验和模拟验证。因此,还需为所选刀具生成一个对应的数字孪生刀具,以嵌入CAE系统中。
伊斯卡最新解决方案
伊斯卡推出的全新NEOLOGIQ系列产品中包含各种新产品,旨在优化现代金属切削加工的解决方案。NEOLOGIQ的基本原则是通过全新的刀具和刀片的几何形状及先进的合金牌号来达成这一目标。在开发的新刀具中,也包含众多用于瑞士型自动车床和多任务加工中心的刀具。
1.不锈钢和有色金属材料是医疗器械和手表工业里小零件的常用材料。中小型瑞士型自动车床通常用于大批量的零件生产。新一代伊斯卡ISO标准菱形车刀片专用于该领域。精磨及抛光处理后的刀片在加工中能有效降低切削力,显著减小加工中的摩擦力。伊斯卡提供两种刀片槽型,用于精加工、半精加工及粗加工。刀片的几何设计侧重于防止加工中积屑瘤的产生,进而能延长刀具使用寿命。(图1)

图1 用于微小零件车削生产的磨制抛光的ISO标准菱形刀片
2.伊斯卡新开发了两种硬质合金牌号,专用于不同工程机械材料的高效铣削。IC716用于加工钛合金。其特点是采用高韧性和高抗热裂性的硬质合金作为基体,施以高硬度陶瓷材料进行PVD涂层,生成高质量刀具表面。IC5600用于加工钢件。该牌号采用亚微米级晶粒的硬质合金基体,施以多层中温化学气相沉积涂层(MT CVD)涂层及后处理工艺。这样的组合极大地提高了IC5600牌号的耐磨性及抗热冲击性,并能有效提高切削速度及金属去除率(MRR)。
3.机床工业的发展使得沿Y轴进行车削的加工方式越来越普及。该加工方式的切削过程异常平稳,且生成的长切屑在重力作用下向下排屑十分顺畅。因此,金属加工行业迫切需要专为Y轴车削方式设计的专用刀具。伊斯卡最重要的新产品系列之一是NEO-Y-SWISS整体式车刀系列。(图2)

图2 采用Y轴车削策略的NEO-Y-SWISS车刀
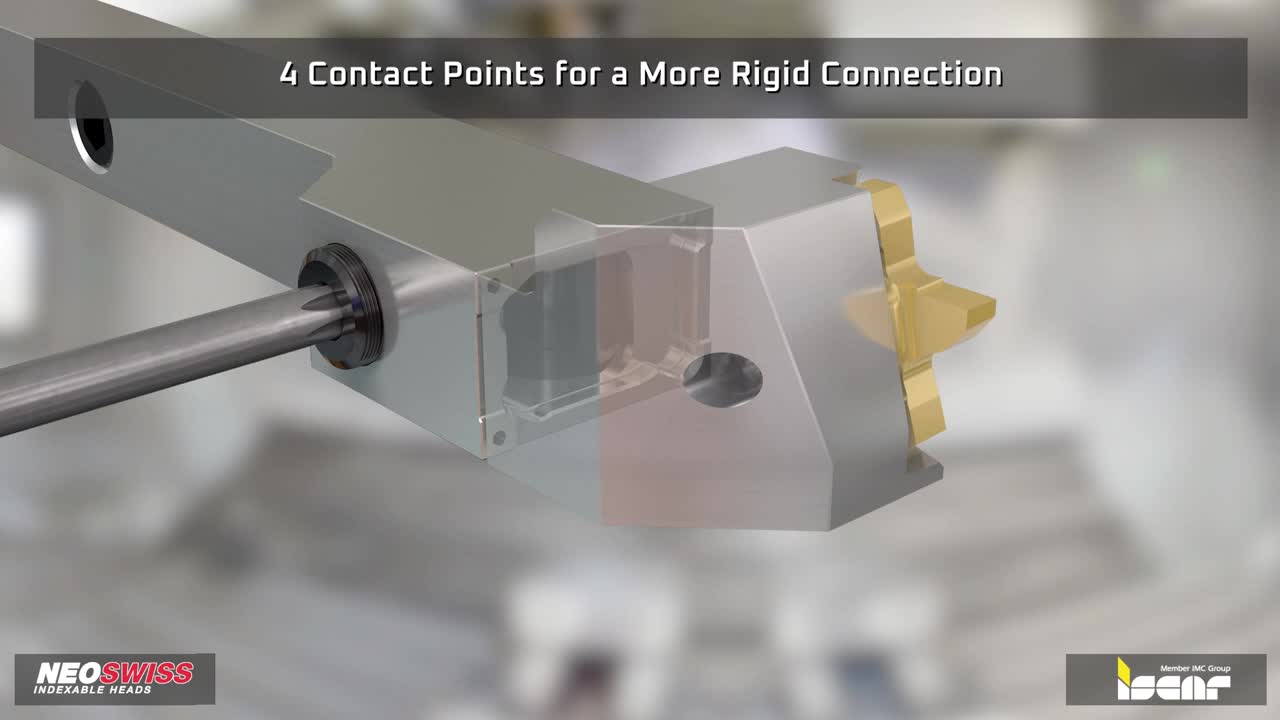
4.模块化刀具基于标准组件,如刀座、刀头、刀柄、延长杆、缩径杆等进行组合,这也是为各种不同的应用需求找到最佳刀具的有效方法。伊斯卡的新型模块化快换刀头NEOSWISS系列产品的显著特点是由多种刀头组合构成,刀头安装可转位刀片,用于在瑞士型自动车床上进行车削、切槽、切断和螺纹加工等。该系列产品能在数控机床的紧凑的作业空间内快速而方便地更换刀头及刀片。(图3)

图3 NEOSWISS,用于车削、切槽、切断和螺纹加工的模块化快换刀头系统
5.紧跟现代机械加工新时代的步伐,伊斯卡还推出了可换头式旋转类刀具,如变形金刚立铣刀刀头(MULTI-MASTER)及变色龙钻刀头(CHAM-IQ-DIRLL)。这些模块化刀具系列可快换刀头,具有“无需对刀”的特点,不需要对刀及调整数控程序的参数设置。这既减少了机床的停机时间,又确保了机床加工的高重复定位精度。伊斯卡刀具系列的模块化设计理念,使得定制刀具配置变得非常趁手。
6.伊斯卡数字化选刀系统在功能上有很大的改进。3D和2D刀具图展示,刀具装配、先进的电子样本及附加应用的软件构成了虚拟刀具环境。伊斯卡在线专家选刀系统(NEOITA)能够为特定的加工作业搜索并择选出最佳刀具。基于工程分析和专家库信息,该系统能使用合适的切削参数生成一套有效而完整的解决方案,计算金属去除率(MRR)、切削功率等,并允许直接访问产品电子样本、刀片磨损指南等。
我们已经将伊斯卡在线专家选刀系统(NEOITA)引入智能手机。基于云技术,可全天候24/7,多语种使用NEOITA。(图4)

图4 NEOITA,伊斯卡在线专家选刀系统
文章来源:伊斯卡
图片来源:伊斯卡
转载平台:客户供稿
责任编辑:朱晓裔 审核人:李峥
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多