CIMT2023展品综述|磨削类机床(上)
CIMT2023(第十八届中国国际机床展览会)将于2023年4月10-15日在北京 中国国际展览中心(顺义馆)举办。展会主题为“融合创新 数智未来”。为使广大观众预先了解展会和展品,展会主办方中国机床工具工业协会在展商前期(截至1月20日)提交的展品资料基础上,整理了八个大类的机床展品:加工中心类、车床类、复合机床类、磨床类、龙门和镗铣类、齿轮机床类、激光机床和电加工机床类、成形机床及其它类机床,将陆续发布,希望对观众参观及设备选型有所裨益。
1.概况
据已有资料,磨削类机床展商70余家,展品130多台(不含齿轮磨床,将在齿轮类机床中介绍)。提供展品资料的主要展商有北一机床、上海机床、秦川机床、通用技术集团、浙江杭机、无锡机床、广宇大成、华辰精密、北平机床、广州敏嘉、济南四机、无锡明鑫、厦门创云、南京南特、银川大河、威海华东、浙江固本、无锡昌亿、宇环数控、新乡日升、杭州芝元、苏州信能、兴富祥、德铭纳、联合磨削、孚尔默、阿格顿中国、大光长荣、昂科机床、日进、北京特思迪、豪马、德马吉森精机、丰田工机、冈本工机、哈挺等。
主要展品有平面磨、双端面磨、成形磨、导轨磨、外圆磨、内圆磨、复合磨床、磨削中心、无心磨、立磨、坐标磨,内外螺纹磨,珩磨(立/卧,单轴/多轴),各种工具磨(刀片磨、锯片磨、钻头磨、铣刀磨、车刀磨、丝锥螺纹磨、段差磨等),强力端齿磨、抛光机、中心孔磨等。展品品种、规格丰富,适合多行业的不同应用需求。
2.磨削类展品主要技术特色
(1)高精度。 磨床作为精密和超精密加工设备,其主要精度指标是衡量该设备水平的标尺。本届磨床展品的精密特色一如既往的靓丽,主要精度指标,如砂轮主轴、工件主轴的径向/轴向跳动、运动轴的定位、重复定位精度等,多在1.5µm左右甚至更高,北二机床的外圆磨床砂轮主轴的径向跳动≤1.5µm、轴向跳动≤1.5µm,旋转轴的重复定位精度在4″以内,如Studer S131R内圆磨床旋转工作台的重复定位精度为1″;工件的加工精度指标,通常能达到圆度≤1µm、圆柱度≤1.5µm、表面粗糙度Ra≤0.4µm,如上海机床厂的复合磨削中心的加工精度为外圆圆度0.4µm,内圆圆度0.6µm,天津第一机床的立式磨床磨削外圆的圆度<0.4µm,外圆表面粗糙度Ra≤0.01µm。
(2)良好的抗震性。 磨削加工零件除了严苛的尺寸精度要求,往往还有极高的表面粗糙度要求,机床的抗震性尤为重要。天然花岗岩、人造大理石都具备优异的抗振性、热稳定性,已被越来越多的用作磨床的基础件制造,如联合磨削、昂科、济南四机、敏嘉等公司的机床床身均为花岗岩或人造大理石。
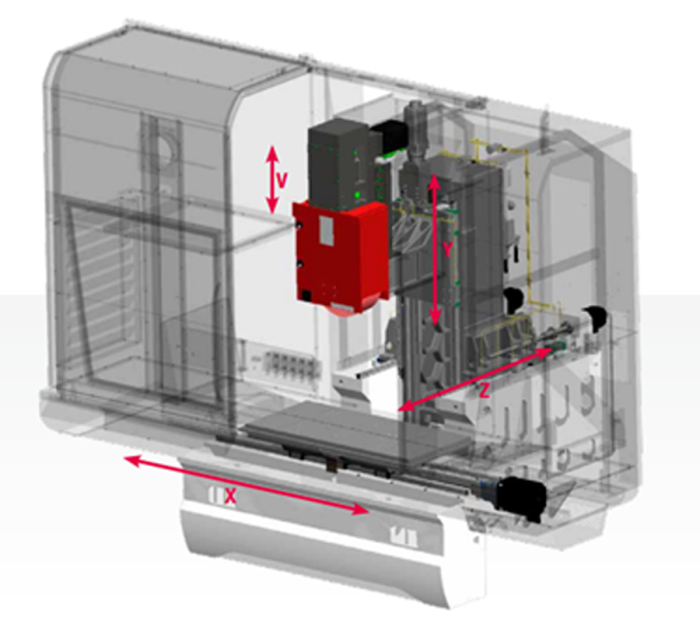
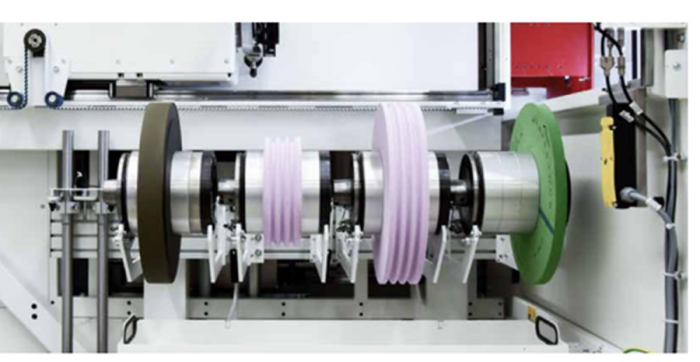
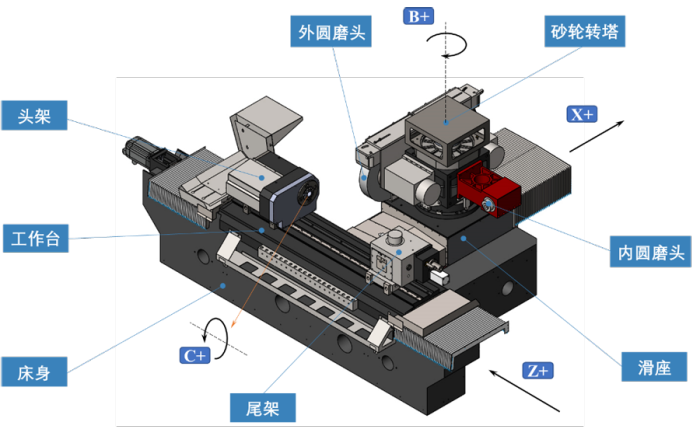
(3)砂轮架配置多样化,丰富磨削功能。砂轮架从原来典型的1个外圆砂轮和1个内圆砂轮到现在可有多种布置方式,包括加工外圆、内圆、端面、螺纹等,最多可以同时安装4个砂轮,也可安装CBN砂轮实现高速磨削,轴套类零件在一次装夹中实现各种内外圆、端面多部位磨削,可中小批量甚至大批量加工。砂轮架B轴技术日臻完善,B轴驱动从最初鼠牙盘手动2.5°分度、自动1°分度到伺服电机驱动蜗杆蜗轮连续分度,到现在力矩电机直驱;同时,应用圆光栅直接检测实现B轴全闭环控制,转台的结构有滚动轴承转台和闭式静压转台。可实现用一片砂轮磨削多直径和多锥面,或X/Z/B轴插补实现B+的轮廓磨削和随动功能的成形轮廓磨削。如哈挺KELLENBERGER® 100万能数控内外圆磨床有多达10种砂轮架可供用户选择,砂轮架进给X轴、工作台移动Z轴和砂轮架回转B轴均采用闭式静压导轨,B轴为力矩电机驱动。
(4)静压技术应用广泛。磨床的工作台和砂轮导轨不少展品采用静压技术,有利于提高磨削精度和抗振性,外圆磨头主轴轴承采用高精度动静压轴承。如北二机床外圆复合磨床X轴和Z轴采用高精度静压导轨,大光长荣外圆磨主轴采用液体静压轴承;广宇大成立式磨床的工作台采用三面闭式静压自驱式回转技术,砂轮主轴采用动静压主轴;兴富祥的无心磨床主轴应用高压静压支撑,使主轴悬浮于其中,保证了主轴工作精度及工作寿命。
(5)自动化和智能化。展品中不乏可24小时无人值守自动生产的产品,展示的自动化功能主要包括自动上下料、ATC、砂轮自动修整与补偿、砂轮修正与磨削程序自动转换、砂轮自动平衡、在线探伤、磨头重量和磨削力自动平衡、工件在线自动测量、主动量仪测量、工件自定心、工件径/轴向位置自动检测、自动工件安装误差找正、自动工件卡压、自动磨削循环、自动监控等。智能技术如自动补偿、随动跟踪磨削技术、磨削软件、基于联网数据分析的设备智能运维技术,包括机床负载监控技术、生产管理、工艺优化、自学习功能、维护保养、在线编程等技术大量应用。
3.典型展品
(1)平面类磨床
◆联合磨削集团 BLOHM JUNG PROFIMAT XT 608 生产型平面成形磨床。最大砂轮直径Φ500mm,最大砂轮宽度160mm,工作台尺寸 800mm×600mm。机床采用模块化设计,工作台尺寸从400 mm×800 mm到600 mm×2000 mm,采用直线电机驱动,优质球墨铸铁和精密预载型线性导轨,集成四种磨削工艺,可选配砂轮更换装置。搭载C.O.R.E.OS操作系统,全新的用户界面。显示触屏面板由三部分组成,提供单独调节的屏幕区域,包括工件绘图、3D模型、操作手册和原理图以及GripsProfile编程系统,还可提供符合工业4.0的可视化冷却过滤系统状态和过程监控显示。
◆冈本工机(常州)有限公司UPZ52Li CNC超精密成形磨床。工作台上作业范围550×220 mm。采用T型一体床身,动柱式结构, X轴采用直线电机驱动,油冷式砂轮主轴,进给轴的最小设定单位0.1µm,配置CCD摄影头、探头进行在线测量,搭载自主开发工艺软件,能实现砂轮成形磨削、多位置磨削和轮廓磨削。
◆浙江固本精密机械有限公司SG-104CNCL立轴数控成形磨床。工作台面工作尺寸1000mm×400mm,用于磨削各种内外弧槽,如:大小线轨滑块、中小型线轨、珠架及轨、交叉导轨等。X轴采用双V硬轨,Y、Z轴为线轨,MPG最小进刀为1µm,配置新代系统。前后进刀方式可选择左侧、右侧和双侧,设置研磨总量后,可设粗磨、半精磨、精磨、超精磨、进刀量和光磨次数,可分设不同的左右速度。砂轮修整方式有磨削滑块和磨削线轨自动修整可以选择,同时砂轮具有自动补偿、自动变速功能。
◆南京南特精密机械有限公司 GDW-13/200 up龙门超精密镜面磨床。加工范围长×宽×高2000mm×1000mm×650mm,龙门式结构,X向双V导轨结构,搭配双油缸驱动,直线度达到3µm/1000 mm,Y、Z轴为镶钢硬轨滚滑一体结构,磨头上下左右能达1µm微进给。
◆南京南特精密机械有限公司GLW-96i400 CNC直线导轨专用磨床。可加工导轨最长为4000mm、导轨规格为15~65mm,工作台移动水平面直线度和侧面直线度均达到3µm/1000mm,最小进给量为1µm。其产品的立式两主轴用于加工导轨面,另外一个磨头位于机床后面用于加工上下表面,三面同时磨削,磨削工件精度可达导轨组合高度误差为3~5µm /4000 mm。
◆北京特思迪设备制造有限公司 TDG-1200 高性能双端面精磨/研磨机。最大磨削直径Φ380mm。整体式铸造床身,高刚性,高稳定性,上盘、下盘、内环三主轴釆用高功率电机独立驱动,更大磨削扭矩。采用先进的DPS动态压力平衡系统、盘内恒温系统和在线数字尺寸测量系统,保证每一次加工稳定性,呈现微米级精度。根据不同产品加工要求,设备可配备金刚石、CBN、WA、铸铁、树脂铜等不同类型的磨盘,加工时内环驱动装有工件的载盘,行星式磨削运动轨迹,从而达到高精密的双端面精磨 / 研磨效果。同时参展展品有TDG-700 高性能双端面精磨/研磨机。
◆宇环数控机床股份有限公司 YH2M8470高速双面精密研磨机。加工件最大尺寸(矩形对角线长度)200 mm,加工厚度尺寸0.4~40 mm,上下盘转速:5-120 r/min,太阳轮转速5-65 r/min。属于4道行星轮系运动原理的研磨机床,研磨盘作逆时针方向转动,下研磨盘作顺时针方向转动,游星轮在上、下研磨盘之间由内圆柱齿圈(内齿圈不动)和太阳轮带动下作独特的既公转且自转的行星运动;太阳轮和下盘驱动采用减速机直联,双轴套筒式结构布置;上盘采用气缸加压及升降,进行预压、主压、后压三阶段压力控制,压力值可任意调整并可自动转换。
◆豪马国际有限公司(瑞士Stahli)DLM1005双端面研磨机。磨盘直径为Φ800~Φ1220 mm。采用龙门架结构,上磨盘采用双液压缸驱动,保证上磨盘的左右支撑同步移动,全闭环控制。压力变量精度控制在1kg以内,配置自动控制的车刀系统对砂轮盘的修正,磨盘底座采用迷宫式流动冷却系统,能半自动或全自动连结到去毛刺系统。广泛应用在硬质合金、陶瓷、PCBN、金刚石刀片等加工行业。

◆新乡日升数控轴承装备股份有限公司 2M8470A 精密双面研磨机。主要用于研磨零件的平面,适用于钢、铸铁、铜、硬质合金、陶瓷、单晶硅等材料的加工。机床采用立式布局,主机床身采用铸铁构件,上、下盘及内环采用三个独立可调驱动电机,无级调速,保证了研磨各种材料和各种形状工件的工艺转速。气动控制采用预压、主压、精压三阶段压力控制,压力值可任意调整并可自动转换。配备SONY尺寸测量控制器,对加工工件实现在线测量。机床配置有修整砂轮,保证了CBN砂轮的精度。恒温冷却过滤系统,确保磨盘不变形,保证加工精度。交互式人机界面(触摸屏),使用简单,性能稳定。机床控制集各种控制模式、数值仪表、报警信息于一体,实现故障自诊断功能,便于维修检查,操作方便快捷。
◆南京二机齿轮机床有限公司 MG7630CNC数控双端面磨床。最大工件直径Φ110 mm,最大工件厚度50mm,机床采用立式结构设计,采用通过式、贯穿式、摆臂式等送料方式把工件送至两CBN砂轮之间进行磨削,保证磨削工件的尺寸精度和形位精度,同时保证良好的表面粗糙度。磨削工件两端面平行度可达到2µm以内,磨削工件的尺寸精度可以控制在3µm以内,粗糙度Ra≤0.2µm,适用于对各种外形的金属、非金属薄形精密零件(轴承、阀片、密封件、油泵叶片、活塞环等)上下两平行端面的同时磨削。
(2)内、外圆类磨床
◆哈挺亚洲有限公司 KELLENBERGER® 100万能数控内外圆磨床。顶尖距600/1000 mm,双顶尖承重100/150 kg。床身经有限元分析优化设计,Z轴导轨经过优化设计;砂轮架进给X轴、工作台移动Z轴和砂轮架回转B轴均采用闭式静压导轨,B轴为力矩电机直驱;头架可配置标准型、卡盘型和直驱型,头架轴承采用高精度滚子轴承,卡磨工件圆度为0.4µm,可选配0.2µm;尾架采用密集轴承支承套筒,具有锥度微调功能;砂轮架可配置各种规格的磨头,外圆磨头采用多油楔动压轴承,水冷电机,内圆磨头采用高频电主轴;砂轮自动测量系统测量并存储砂轮尺寸,B轴旋转后,系统自动更新砂轮坐标。
◆联合磨削集团 Studer S31万能内外圆磨床。最大工件直径Φ250 mm,最大工件长度(包括夹具)为 300 mm。转塔式砂轮架采用力矩电机直接驱动,最多可配4个磨削主轴。工件主轴可进行活主轴磨削和两顶尖磨削,活主轴磨削时圆度在0.4µm以内,可选配0.2µm,工件主轴的C轴可实现非圆成形磨削和螺纹磨削,尾架的圆柱度精密微调装置保证了对圆柱度进行1µm范围内的修正。数控软件具有磨削参数计算、修整优化以及成形、螺纹和非圆磨削等功能。在机床控制系统中能够内置加工监测和接触感应的在线测量和传感技术,自动动平衡系统,保证了在不同系统中的标准化编程。
◆联合磨削集团 Studer S131R 内圆磨床。工件最大直径为Φ349 mm,最大工件长度(包括夹具)为1000mm。工作台采用力矩电机驱动,回转范围为-60°~91°,重复定位精度1″,通过B轴和X、Z轴联动插补,实现精密的圆弧、锥面磨削。磨削主轴转塔能够配置四根主轴和一根测量探针,具有加工监测、消除空行程、在线测量、接触感应、砂轮自动动平衡等自动功能。高精度C轴配置有直接测量系统,可用于非圆成形和螺纹磨削。配置专为内圆、圆弧、球面磨削应用开发的HMI StuderSim系统。适用于采用工业陶瓷、蓝宝石和硬质合金等超硬材料的钟表,以及加工陶瓷或钛合金材质的人工关节、医疗器械等零件的加工。
◆北京北一机床有限责任公司(北二机床) B2-GK3012X500 高精度数控外圆复合磨床。X轴和Z轴采用高精度开式静压导轨,直线电机驱动。X、Z轴定位精度4µm、6µm,重复定位精度2µm、3µm,B轴应用力矩电机和绝对式圆光栅,实现任意分度的准确定位,B轴转台重复定位精度±2″,可配置3个砂轮。磨削外圆及端面砂轮主轴系均采用大锥度动压主轴系,径向跳动≤1.5µm、轴向跳动≤1.5µm。砂轮主轴的交流变频器分三段调整,实现在一定范围内的恒线速磨削,主要用于外圆柱面、外圆锥面、端面、内孔及非圆面的精密复合磨削。
◆上海机床厂有限公司 H376 高精度复合磨削中心。最大内/外圆磨削直径Φ320/Φ125 mm,最大内/外圆磨削长度125/1000 mm,外圆圆度0.4µm,内圆圆度0.6µm。采用模块化转塔式磨头,最多可以安装3个磨头,工件一次装夹可进行多工位加工;采用模块化设计,头架和尾架可以根据加工工艺需要,选择力矩电机或伺服电机驱动头架,液压控制尾架或手动尾架;建立机床的三维数字化模型和相匹配的运动学后置处理器,实现加工前对典型磨削程序的模拟仿真。具有C-X、C-Z轴联动功能,工件一次装夹可以完成外圆、内圆、端面、锥面、非圆等部位的磨削加工,适用于军工、航空、量具、机床、汽车等行业的精密机械加工领域。
◆华辰精密装备(昆山)股份有限公司HC-350/1000U 亚µ磨削中心。该机床的核心功能部件均已实现自主可控,机床主参数为最大磨削直径Φ350mm,最大工件长度1000mm,最高夹持磨削精度0.2µm,X轴最小进给量0.1µm。标准产品同时配置2片外圆砂轮、1片内圆砂轮,最多可同时配置4片外圆砂轮或4片内圆砂轮,具有外圆、内圆、非圆、螺纹磨削功能。主要的部件如砂轮主轴、工件主轴、B轴、高速内磨主轴、数控系统等均为华辰自主研发及制造,搭载华辰自主研发的HCK2000C数控系统,系统集成了华辰多年来在精密磨削加工领域的实践应用经验,具有无需任何NC代码编程、磨削工艺可在线修改、磨削功能齐全及维护方便的特点,人机界面设计直观、可操作性强。
◆陕西诺贝特自动化科技有限公司 NOG 200 高精密外圆磨床。最大磨削直径为Φ80 mm,顶尖距为220 mm,中心高为110 mm,安装内外圆两个磨头。机床导轨采用长岛精工开发设计的六面滑动导轨双V结构,导轨面采用人工精密刮研而成,保证了高精度、高刚性、高抗振性及微量进给的准确性。工件可选择两顶尖、三爪卡盘等多种夹持方式。配置长岛精工开发的实际位置显示系统,前后轴和左右轴均配有电子手轮,可三档位切换0.01mm/0.001mm/0.0001mm,最小进给量0.1µm。适用于精密部品、精密模具、精密工量具,各种高精度零件的单圆弧型面、复合圆弧型面、台阶轴、槽内、等深及不等深槽等加工。

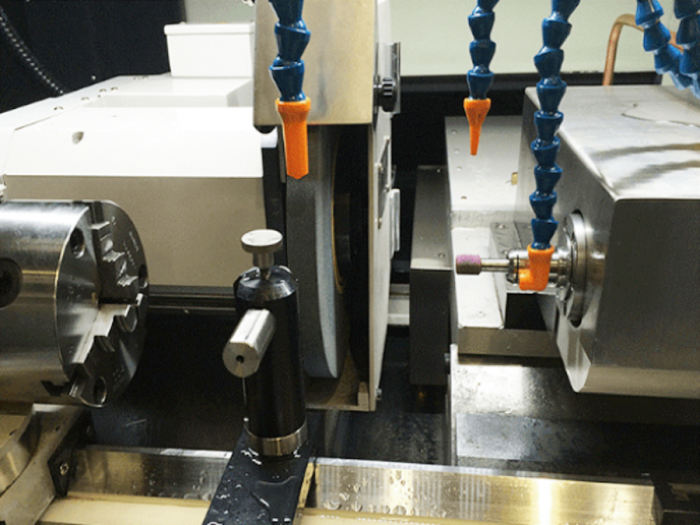
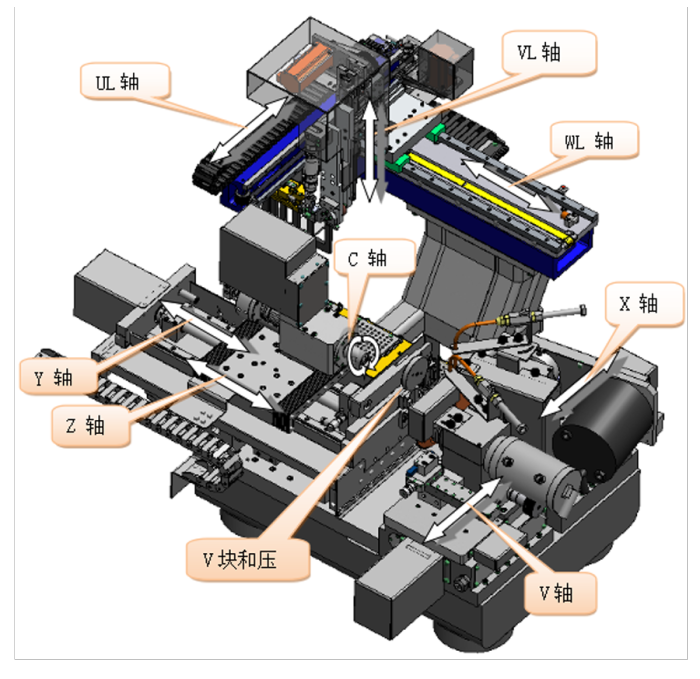
◆厦门创云精智机械设备股份有限公司 WM831系列高精度数控外圆磨床。机床有8个数控轴,加工区采用5个数控轴,X轴和V轴为全闭环控制,V块+压轮的机构提高了工件的跳动精度,机床主体与外罩采用分离式结构,配置NUM数控系统,集成高精密工作头、高速电主轴、双砂轮同步高速磨削等技术,采用粗精双砂轮磨削工艺确保产品精度,可选配工艺数据库,集成大量的成熟产品加工工艺,可实现自动上下料,批量无人化生产,广泛应用于铣刀、钻头、铰刀及各种高精密机械零件加工。
◆达诺巴特集团(中国)ESTARTA-175无心磨床。最大磨削工件直径为Φ40mm,砂轮尺寸(外径×宽度×内径)Φ508×175×Φ304.8 mm,导轮尺寸(外径×宽度×内径)Φ305×175×Φ127mm。采用天然花岗岩床身,双面移动布局,悬臂式主轴,砂轮最高线速度为120m/s,修整器采用直线电机驱动,数控插补方式修整砂轮,磨削砂轮与导轮滑板的导轨系统内配有减震系统,自动夹紧及高度自动调节使托板在托架上快速更换调整,用户友好定制化软件,根据需求配置不同附件,如测量装置(接触式、气动式和光学式),工件清洁工作站或其他装置,适用于中、小型零件精密加工。
◆无锡机床股份有限公司CL400K无心磨床。磨削直径Φ4.5~Φ40 mm,最大磨削长度395 mm,CBN砂轮线速度为70~120m/s。机床采用矿物铸件床身,双面移动布局,可实现贯通式磨削和切入式磨削两种磨削方式。适用于环类、轴类零件的外圆磨削以及各种阶梯形、锥形和成形旋转面的切入磨削。尤其适用于控制阀塞、油泵活塞、压缩机曲轴、圆柱滚子、凸轮轴、轴承外圈和齿轮轴等零件的高精度磨削。
◆无锡市明鑫机床有限公司WM-100-1高精度数控无心磨床。加工直径范围为Φ5~Φ100 mm,长度5~190 mm(成形修整长度5~125 mm),机床采用砂轮架固定、导轮架移动布局,直线进给由伺服电机驱动滚珠丝杠实现,砂轮主轴采用悬臂支承、滚动轴承结构,导轮主轴采用双支承、滚动轴承结构,砂轮修整器采用金刚滚轮成形修整或碟片差补修整或两者组合修整,滚轮回转由伺服电机驱动,导轮回转采用主轴电机驱动,磨削精度能达到圆度0.001mm、圆柱度0.0015mm、粗糙度Ra0.1µm。主要用于各种圈类、轴类零件的圆柱面进行贯穿磨,对各种阶梯、锥形和圆弧等回转面进行自动切入磨削。
◆深圳市兴富祥科技有限公司HFC-1808HFNC-77A无心磨床。标准刀架加工直径范围Φ1~Φ50 mm,特殊刀架加工直径范围Φ40~Φ100 mm。采用米汉纳铸件床身,经正常化处理及1.5年自然时效,消除铸件内应力,导轨面经高频淬火、精密研磨、人工铲花,提高了床身结构的稳定性和耐磨性;主轴采用SNCM-220H高级合金钢,经调质、深冷及精密研磨而成,应用高液静压支撑,形成20-25kg/cm² 高压油膜,使主轴悬浮于其中,保证了主轴工作精度及工作寿命;上滑板配合燕尾式滑轨,下滑板采用双Λ型导轨,提供平滑且精准的进刀,上滑板具有 +6°~ -5°的调节范围,用于调整砂轮和工件之间的接触面。提供定制化的自动收料系统,适合不同工件的自动化加工,适用于大批量、重切削、高精度、复杂外形的轴类件加工需求。
文章来源:中国机床工具工业协会cmtba
图片来源:中国机床工具工业协会cmtba
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

无限微来 智领前行 微茗智能开放日暨乔迁庆典活动成功举办
2024-12-19
-

魏因加特纳2025年新年寄语 —砥砺前行60年,持续创新,引领未来发展新篇章
2024-12-19
-

-

成功案例 | 携手宁庆数控机床,共谱航空航天制造新篇
2024-12-17
-

引领智能制造潮流,助力国产刀具未来!
2024-12-16
-

IMAO今尾【产品介绍】快速分度锁紧器:只需一键就能进行准确的定位和固定!
2024-12-16
-

北京精雕申报“2025机械工业科技创新领航奖”
2024-12-16







评论
加载更多