今尾丨工装夹具交换的新标准!柔性定位基座

什么是柔性定位基座
多品种少批量生产时,将会发生频繁的工装夹具交换或工件交换。工装夹具交换时,因为定中心作业需要花费大量时间,导致机床停止时间变长,从而使得机床运转率降低。
柔性定位基座是能够进行快速的高精度定位和固定的工装夹具快换系统。由于不需要繁琐的定中心作业,使得工装夹具的交换作业导致的停机时间大幅缩短。由于通过操作一处就可以简单地夹紧,无论谁操作都能够在短时间内实现相同精度的定位。
同时由于袖珍型设计,适合用于小型5轴加工中心或立式加工中心的工装夹具交换。通过柔性定位基座的工装夹具交换使得机床运转率提升,从而提高生产力。
您是否有以下烦恼?
床内的夹具板或工件的装拆作业非常耗时间,定中心作业很费力,需要有效运用5轴加工中心或立式加工中心
性定位基座可以做到
· 快速的拧紧
由于仅旋拧一处就可以夹紧四处,短时间就能够固定完成。
· 重复定位精度5μm
由于向对心方向进行夹紧,可以做到高精度地交换工装夹具或工件。不需要费力的定中心作业。
不需要定中心作业,使得停机时间大幅缩短。
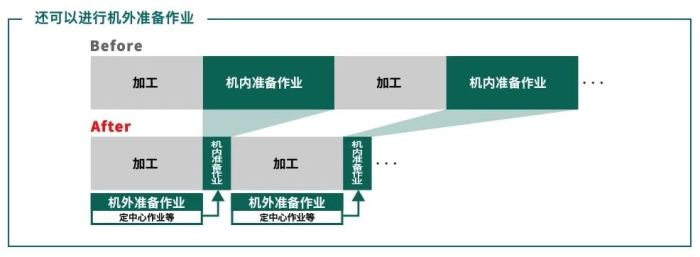
在机床运作中,通过在机外进行下个工序的准备,使得在交换后能够立即进行加工。减少机床停机时间,提升运转率。
并且还有这些特点
夹紧力12kN
由于可以做到12kN的强力夹紧,因此可以应对高负荷的加工。

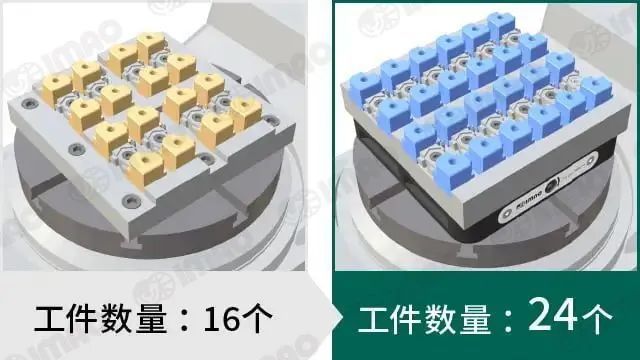
适合用于同时夹紧多个工件
由于可以将交换板上面作为夹具空间极大限度地利用,因此适合用于同时夹紧多个工件。
袖珍型设计
有150方和240方两种规格,客户可以根据机床工作台的规格自行选型。高度是只有35mm的袖珍规格,可以极大限度地活用加工范围。

应用实例

5轴加工机的夹具的交换30秒就能完成!
提高机械运行率,增加了模具的生产量。
使用示例

夹具板

对心夹钳


使用了柔性定位基座后缩短了约2.7小时!
对使用了柔性定位基座和没有使用进行一次批量份的加工时间做了对比
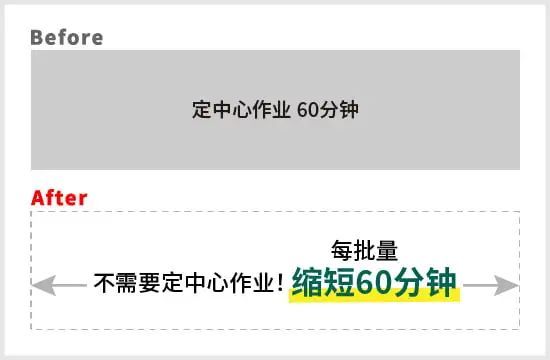
由于不需要定中心作业,所以缩短了60分钟!
使用了柔性定位基座时,由于可以做到高精度的交换,因此不需要工装夹具的定中心作业。
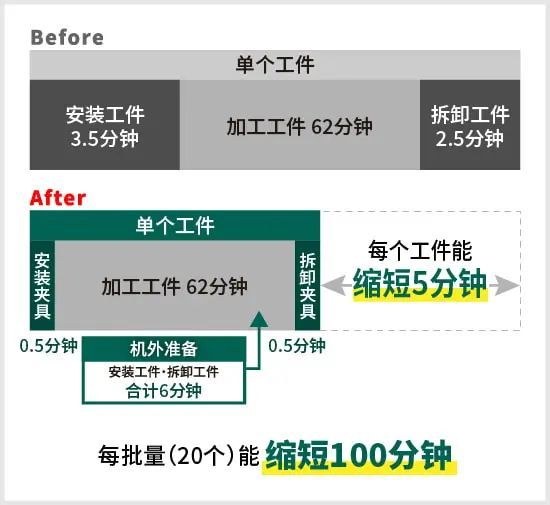
由于变为机外准备,所以缩短了100分钟
原来花费了6分钟的工件的交换作业,通过机外准备缩短了5分钟。而夹具只需要1分钟就能交换完成。
相关产品

▲ CP180 柔性定位基座

▲ CP185 夹紧螺栓

▲ CP185-P 防护套
文章来源:IMAO今尾
图片来源:IMAO今尾
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

强强联合破局高端机床国产化!黄鹄×EMCO车铣复合机床长兴下线
2026-08-03
-

-

江恒阀业携手Fastems打造高端阀门柔性智造新标杆
2026-08-05
-

【雷尼绍】工业之眼(二)| 编码器分类图谱与选型指南
2026-07-31
-

山特维克可乐满任命徐培耀为中国区销售总经理
2026-08-03
-

德国 PEMTec 旗舰机型 PEM 800S 技术与应用解析
2026-08-03
-

喜讯!精锐D160高速双五轴卧式加工中心获评“2026年度全国压铸行业创新技术及产品”
2026-08-04








评论
加载更多