破局“卡脖子”:南京工艺在数控机床高端化浪潮中的砥砺前行
低空经济的飞行器掠过天际,人形机器人的关节灵活转动,新能源汽车一体化压铸件在几秒内成型——这些代表“中国智造”新高度的场景背后,都离不开高端工业母机。
在数控机床向高速、高精、高效、高可靠性纵深发展的今天,中国机床工具产业正迎来前所未有的结构性机遇。而在这一波从“单点突破”迈向“系统创新”的产业变革中,制造业单项冠军示范企业南京工艺装备制造股份有限公司(以下简称“南京工艺”),正以其深厚的积淀与持续的创新,书写着国产滚动功能部件从“替代进口”到“自主引领”的坚实篇章。
当前,中国数控机床行业正经历一场由需求侧驱动的深刻变革。商业航天与低空经济催生了钛合金、高温合金等难加工材料的精密加工需求;新能源汽车一体化压铸工艺,将铝合金大型部件加工推向新高;而半导体先进制程与人形机器人的爆发,则对纳米级、亚微米级的超精密机床提出了近乎严苛的要求。
然而,高端数控机床的核心功能部件是制约我国产业链安全的“卡脖子”环节。滚珠丝杠副、滚动导轨副等滚动功能部件,作为机床实现精准运动的“关节”与“肌肉”,其性能直接决定了整机的精度、速度与寿命。面临“国产化替代”与“高端化突围”的双重使命,南京工艺围绕高精度、高可靠性产品需求,持续开展新产品研发设计,加快基础理论研究与关键技术突破,不断提升产品高速、高精度、低噪音等关键性能指标,同步推进绿色高效工艺与自动化检测技术应用,在产品精度、产品性能、大型重载、高速低噪音、智慧型丝杠导轨、高端产品产业化能力及高端市场多方面取得突破,P0级高速高精滚珠丝杠副及超精密级高速高精滚动直线导轨副达到国际先进水平,实现为高档数控机床大批量配套,为核心部件产业链自主可控贡献积极力量。
三项利器:直击高端机床的“承载力、精度与热稳定性”核心
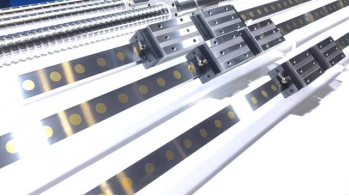
GZB65-R精密滚柱导轨副:超精密精度,打破“高档数控机床”的国外垄断
南京工艺自主研发的GZB65-R滚柱导轨副,荣获2025年度中国机床工具工业协会“自主创新十佳”。经国家机床质量监督检验中心检测,其精度达到超精密1级(JB/T 12603.2-2016) ,实测指标满足国际标准要求。这款产品主要配套精密卧式加工中心、高速龙门加工中心、精密五轴联动加工中心等高档数控机床,在精度保持性、承载能力和噪音控制等关键指标上,已全面达到国际同类产品先进水平。它在高端数控机床上的批量应用,意味着国内高端机床主机厂在核心滚动功能部件上,有了一个真正“自主可控、性能不输进口”的选择,直接缓解了行业“卡脖子”之痛。
中空强冷型高精度滚珠丝杠副:以“热稳定性”攻克连续加工一致性难题
高端五轴机床、车铣复合加工中心在长时间、高速连续加工时,滚珠丝杠副因摩擦生热导致的热延伸,是破坏工业母机零件加工一致性的“隐形杀手”。传统风冷或外冷方式往往治标不治本。南京工艺的创新方案是从内部解决问题。其研发的中空强冷型高精度滚珠丝杠副,在丝杠与螺母内部均设计了冷却通道,形成双水循环冷却系统。这一创新性内冷结构,能够在60m/min高速运转下,依然保持μm级的精度稳定性,有效抑制热变形。该产品精度最高可达P0级,连续运行精度经国家机床质量监督检验中心认证,目前批量应用于五轴加工中心、卧式加工中心、龙门加工中心等高精度工业母机。这套产品的出现,为国产高端机床实现长时间、不间断的稳定精加工提供了关键的热管理解决方案,荣获“CCMT2026春燕奖”。
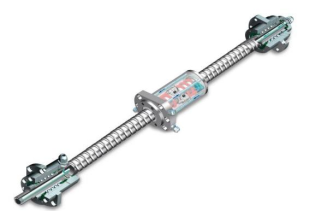
CTF型高负载驱动滚珠丝杠副:以“千吨级”静载挑战重负荷制造的极限
在大型全电式注塑机、电伺服折弯机、热压成型及半导体封装等重负荷场景,传统丝杠往往因承载力不足而成为工艺瓶颈。南京工艺推出的CTF型高负载驱动滚珠丝杠副,一举将行业运用标准推向了新的高度。该产品采用特殊滚道沟槽设计,配合大直径钢球,实现最大额定动载荷290吨、最大额定静载荷超过1200吨的顶尖性能。这意味着,一根丝杠足以承受上千吨的瞬时冲击。与此同时,通过优化管循环结构配合硬体加工技术,其在保持超高承载的同时,依然实现了高转速(高Dn值)、高导程精度与高连续运行可靠性。该系列重载滚珠丝杠副公称直径从Φ50mm覆盖到Φ200mm,丝杠导程从16mm覆盖到40mm,使其能够从容应对市面上绝大多数重负荷场景,成为名副其实的“大力士”。

砥砺前行:从“单点突破”到“系统创新”的国产化之路
三款产品,三个维度——超高承载、超精密导向、主动热控制,共同构成了南京工艺面向高端数控机床需求的系统性技术矩阵。这正是中国机床工具行业竞争力转变的缩影:不再依赖某一项技术的单点突破,而是通过产学研用深度融合,在材料、设计、工艺、检测等全链条上实现系统创新。
与此同时,客观来看,与国际顶尖水平相比,国内滚动功能部件行业在批量一致性和高端应用经验积累上仍有追赶空间。但正如南京工艺所展现的:前路虽艰,行则将至。
在数控机床高端化与国产化替代的历史交汇点上,南京工艺正以70年如一日的坚守与一次次的创新突破跨越,成为这条砥砺之路上值得铭记的注脚。
热点文章
-

强强联合破局高端机床国产化!黄鹄×EMCO车铣复合机床长兴下线
2026-08-03
-

-

江恒阀业携手Fastems打造高端阀门柔性智造新标杆
2026-08-05
-

【雷尼绍】工业之眼(二)| 编码器分类图谱与选型指南
2026-07-31
-

山特维克可乐满任命徐培耀为中国区销售总经理
2026-08-03
-

德国 PEMTec 旗舰机型 PEM 800S 技术与应用解析
2026-08-03
-

喜讯!精锐D160高速双五轴卧式加工中心获评“2026年度全国压铸行业创新技术及产品”
2026-08-04








评论
加载更多