投资于未来
在机器制造商中,全面加工的前提是相应的产品系列和解决能力。几十年来,Heller公司一直面临着这一挑战,因此,在其F系列的五轴加工中心,依赖工具中的第五轴,但在HF系列的工件中,更依赖于第五轴。目前,公司自身的生产和客户之间的合同生产都在不断地发生变化,因此零件的范围也发生了相应的变化。因此,在这方面特别重要的是,在今后对处理中心进行投资时应注重灵活性和效率。对于位于Fürstenfeldbruck的Schleifring公司的负责人来说,这一点很明显。然而,在选择新的加工中心时,主要因素是最初的强度和质量。由于丝线零件经常被加工,机器应该有一个绝对稳定的没有振动或振荡的工作状态。虽然四轴加工中心对于在弗斯滕费尔德布鲁克县所制造的各种零件来说是完全够用的,但是这项决定有利于Heller的FP 4000 五轴加工中心。与此同时,五轴功能也正在投入使用,并且就管理人员的观点,对于一定范围的部件来说,其加工已经绝对需要五轴的功能。相比之下,对于丝线元件,在10000min-1和242N·m扭矩下运行稳定的头部装置的经验在各个方面都是积极的。现在,Schleifring公司正在加工的工件由高达80%的铸铝,以及不锈钢、NF金属和复合材料组成。特别是在加工铸铝方面,该公司过去一年一直依赖于摆线铣削。为此,铣削和高转速不再是必要的;相反这里的关键因素是要反馈整个切削刃、高进给率和控制系统。因此,所有尺寸的电刷块载体和外壳现在都只在FP 4000加工中心上处理。虽然管理部门在选择FP 4000时不得不进行深远的反思,但今天它已经实现了自身的价值。他们现在能够运用它来覆盖整个系列的工件,并显著提高了效率和生产率。
完整的加工趋势是显而易见的。对于机器制造商来说,实现这一目标的前提是拥有相应的解决能力的产品组合
机器概念应适合于工件
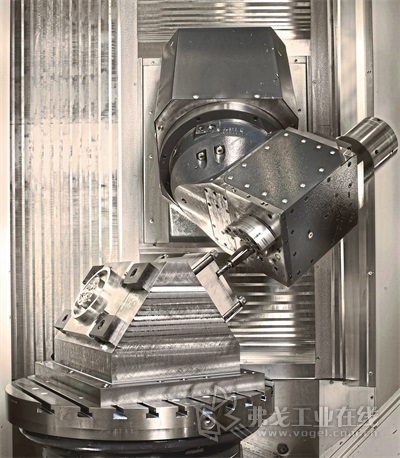
位于Weissenhorn的PMW公司,投资五轴加工中心的方式完全不同。最初,他们在两个FT 4000 五轴加工中心的经验完全是正面的。然而当涉及到动态和同时进行五轴处理时,PMW开始提出了它们的要求。每个工件都需要正确的机器概念,以使生产更具成本效益。因此,该公司成为第一个决定HF3500五轴加工中心的公司之一。相应地,他们认为自己在工件的第五个轴上获得了优势,只要有一个特定的所涉及的工件范围。其中包括因其复杂性而具有较大接口轮廓的工件。在开发这个加工中心的过程中,Heller不再假设单个零件的装夹,而是将容纳多个装夹以及非常大的部件的设计纳入考量之中。尽管接口轮廓较大,但对自由度的限制很少。相应地,A轴可旋转150°(30°~-120°)。PMW的另一个决定性标准是,将第五轴设计为带有反轴承的桥梁。这一点很重要,因为该公司使用的装夹和夹持塔重量高达200kg及以上。从长远来看,任何弯曲都会妨碍实现必要的精度和相应的重复精度。
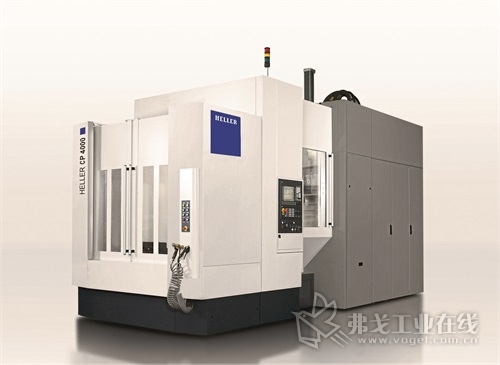
具有水平、垂直和角度转动功能的C系列对于越来越小的批量生产加之越大部件变化范围来说也很有趣,即使没有托盘更换器
位于Oberstaufen市的ZSO Zerspanungs und Systemtechnik公司的目标也是一次装夹内完成高性价比的全面加工。但这里的决定性因素更多的是HF 3500的“内部”值。具体来说,优先考虑的是简化的机器操作,包括机器人在内的全自动单元的融入,以及网络的透明性。这将确保在发生客户投诉时,可随时跟踪投诉的过程。与此同时,安装已经完全网络化,并可以通过内部网和internet访问。通过网络安装程序,且工件组件图也通过文档管理器加载到24in触摸屏的监视器上。此外,Heller的服务人员会定期监控机器状态数据,并计划预防性的服务和维护措施。
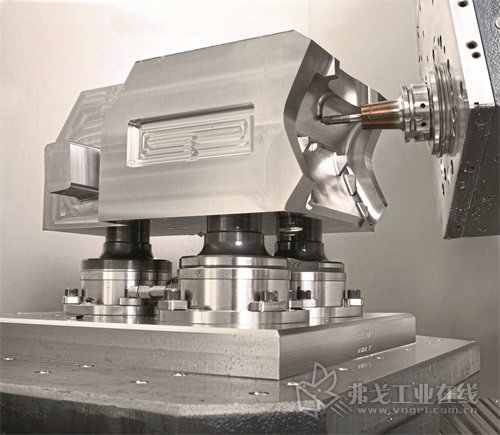
旋转头单元在全面加工时提供了许多优势,例如立方组件
节约时间和额外的产能
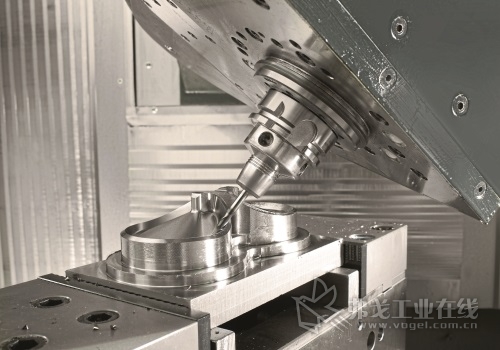
生产技术不一定是加工中心的典型技术,但它有助于完成加工,带来额外的附加价值。在海勒,这些技术包括辅助技术,如磨削、开槽、珩磨,以及车削。在C系列的开发中,特别重要的是在所有空间位置上进行车削、铣削和钻孔的组合。在刀具中的第五个轴上(可选择具有极其坚硬的旋转头几何结构或灵活的U形夹运动学和通用功能)可以使用运动切削率进行高效加工,这是可能的。位于Karlsbad的Konstandin公司也要求在一个装夹中进行车削和铣削,以制造直径高达800mm的圆筒。加工中心CP 4000面临着苛刻的基准,并满足所有要求。其目标是在各种各样的工作材料中完成水平和垂直、外部和内部轮廓的切换。对于Konstandin公司,其最初的假设是80%到20%的铣削比,但是在使用具有高切削性能和通用性的CP 4000后,60%的铣削和40%的车削可同时存在。在Karlsbad,这种转变主要是归因需要在转向机上运行高达3h的大型部件的加工。由于在一次装夹中可以进行直径高达900mm和最大高度1000mm的铣削和车削,因此它们能够同时在CP 4000上加工越来越多的工件。而且,随着新定义的灵活性,他们现在发现自己正在节省大量的时间,从而释放额外的产能。

使用HF系列,Heller创造了多种可能的装夹以及非常大的部件的容纳
现在,这些加工中心只是整个生产过程的一部分。因此,这类有趣的机器概念只能在与客户的合作中实现,并由拥有非常先进的技术和相应的解决方案能力的公司来实现。
在Heller,这种创新的扩张的基本前提始终是具有相同的基础,即F和HF系列的五轴加工中心、C系列的铣/车复合中心以及H系列的四轴加工中心。位于Blaustein的Lindenmann公司的经验表明,H系列的四轴加工中心也可以完成全面加工。由于四轴足以进行加工,所以该公司以此方式生产钻模;该中心集成了雕刻、开槽和内插车削到珩磨和磨削等技术。为了形成斜孔,应使用合适的斜孔头。
F系列代表高功率加工,可以垂直铣削,也可以水平铣削
综上所述,很明显,生产车间早就建立了全面的加工流程。所以这个话题并不新鲜。在这一领域,Heller公司采取了一个明确的立场:加工中心不足以满足当前的需求,但它们必须在整个生命周期内保持有效的可用性。与此同时,Heller也拓展了自身在应用工程领域的能力,以满足未来的市场需求。这意味着Heller对加工中心的投资同时也是对未来技术的投资。
热点文章
-

百超高端折弯机Xpert Pro全新升级
2026-06-12
-

【牧野】V300立式加工中心 | 以“稳”制胜,定义精度新标杆
2026-06-12
-

一体化压铸大型零件怎么加工?马扎克FF-1250H L高效应对
2026-06-11
-

复杂轴盘类零件怎么加工?马扎克QRX-50MSY L双主轴双刀塔实现一次装夹、零累积误差
2026-06-16
-

新品启航 | 博亚食品专用干式真空泵发布会暨技术交流会在诸城圆满举办
2026-06-16
-

快稳精省柔!通用技术集团自研20000kN热成形智能产线问世
2026-06-15
-

第七届世界激光制造大会启幕!大族激光30周年重磅亮相,共筑激光智造新未来
2026-06-15








评论
加载更多