技术贴 | 计量人的计量日
公司部门的小目标是购入一台高精度三坐标测量机,经济回暖,预算充足,机器终于安装到位。特地为它准备了新的计量室,里面明亮整洁,四季恒温恒湿,毕竟优良的环境能保证其精度,可是我们不禁会发问:三坐标的高精度,到底是“精”在哪儿?有什么指标么,类比于体检,通过何种方式可以对它进行检查?
三坐标的第一性能:
长度测量的准确性和重复性。
ISO 10360-2: Using CMMs for length measurements
准确性指测量值与其真值的接近程度。简而言之,姚明身高两米二六,同样前提条件下,一号尺子测得两米二六点五,二号尺子测得一米四七,单就准确性而言,一号尺子准确性优于二号尺子。重复性指同样前期下,正常正确多次测量,在95%概率水平两个独立测试结果的最大差值。同样量姚明身高,测了一百次,大都在两米二五点五到两米二六点五之间,只有一两次测出来一米四七,可以认为是偶然的,其重复性就在这一厘米之间。
当然坐标测量机会精确到小数点后更多位,其重复性也会更小。
不同于使用常规测长工具,坐标测量机长度测量的定义会繁杂一些。
长度测量
误差EL
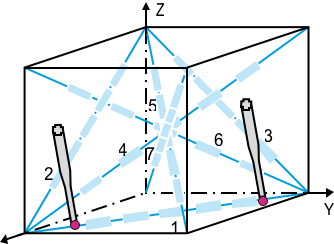
表示在经过校准的测试长度上,获得的探针尖端与探针轴之间的横向距离L测量值的误差。根据ISO 10360-2 ,在确定长度的测量误差时,需要我们准备量规或是步距规,在机器测量空间的7个位置测量5种不同的长度。每个长度测量3次,共产生的105个测量值,要求测量值与校准值的偏差不得超过MPE(E0),机器的长度测量性能方才是合格的。
测量空间的7个位置如上图所示,即四条空间对角线和三条面的对角线。
有没有注意到上文讲到两个术语,MPE和E0。MPE是指最大允许误差。这一项描述了需要使用校准样品进行验证实验时的测量误差。例如,长度测量误差EL就属于这种情况。EL 的 L 可以是 0 也可以是150 当然,也可以是其他数值。当L为0时便是E0,即上文提到的情况。
长度的最大允许误差有其标准,
表示为MPE(E0),通常以
MPE(E0)=A + L/K 或是
MPE(E0)=A + F.L/K 来表示。
两种方式如出一辙,如MPE(E0)= 2.5 + 1.5.L / 333 与 MPE(E0)= 2.5 + L / 222 表达得是同一精度,毕竟前式的K与后式的K/L是同一数值。
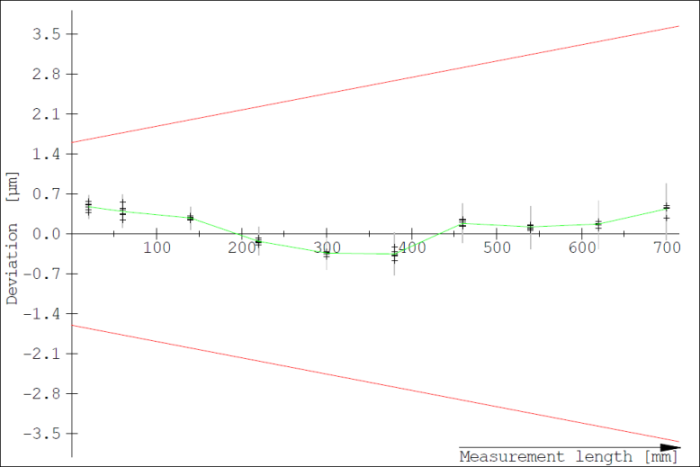
了解完了这一知识,相信大家可以读懂校准报告上的这张图了。
说到这里只提到准确性,下面再介绍重复性,不过在介绍重复性前,先引入MPE最大允许误差的表弟:MPL,名叫最大允许界限。如果在测试过程中没有确定测量误差,即不需要使用校准样品进行验证实验时,则回使用MPL,重复性区间R0就属于这种情况。那么验证机器时的MPL(R0)如何得到呢?
需要使用在7个位置对5个长度进行3次重复测量所得的长度测量误差,即是上文的E0,将E0的最大值减去最小值。换句话说,我们要得到35个区间,这35个区间由5个长度和七个位置一同分隔,内部是三次没有横向探针偏移,没有额外测量工作的情况下测得的三组数据,我们将其与重复性区间MPL(R0)进行比较,确定其重复精度。
上述的检验检测,需要满足实验室必备的环境要求(如温湿度与清洁度)外,还需要所使用工件的校准不确定度,热膨胀系数。同样固定方式以及操作规范性也很重要。
三坐标对于测点的识读能力:扫描精度
ISO 10360-4: CMM in scanning mode
扫描探头的扫描探测误差,以及扫描时间是我们关注的两个参数。为方便了解这两个参数的来源,我们先介绍扫描精度的测试条件。
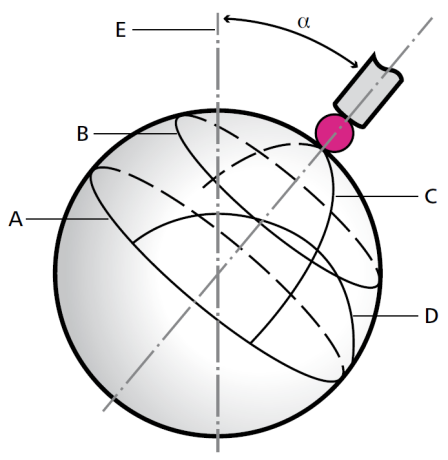
用直径为3 mm的测针扫描直径为25 mm的标准球,扫描四个已知的路径,配合下图:1.标准球的赤道,路径A;2.赤道平面偏移8 mm的圆路径B;3.穿过极点的180度半弧C;4.将C旋转90度后再偏移8 mm的另一条半弧D。赤道和极点由探针的方向定义。这里建议倾斜探针,以便扫描范围覆盖所有机器轴。
THP即扫描探测误差,指在已知轮廓模式下,扫描的所有四个截面的点,计算径向距离最大值Rmax与最小值Rmin之差。此外,距测试球的校准半径的所有单个径向距离的最大绝对误差不得大于THP的规格值。
扫描测试持续时间:τ,指从距测试球体10 mm的起始位置到距测试球体10 mm的最终位置的四个扫描路径的运行时间。因扫描精度和速度之间相关,所以扫描测试是一种性能测试,测试时必须为四条路径的运行时间指定时间τ。
三坐标对于测点的识读能力:探测误差
ISO 10360-5: Single stylus probing error of CMMs with contact probe systems
测量单探针探测误差,需在一个直径为10到50 mm之间的标准球的半球上,均匀地用探针探测25个单点。
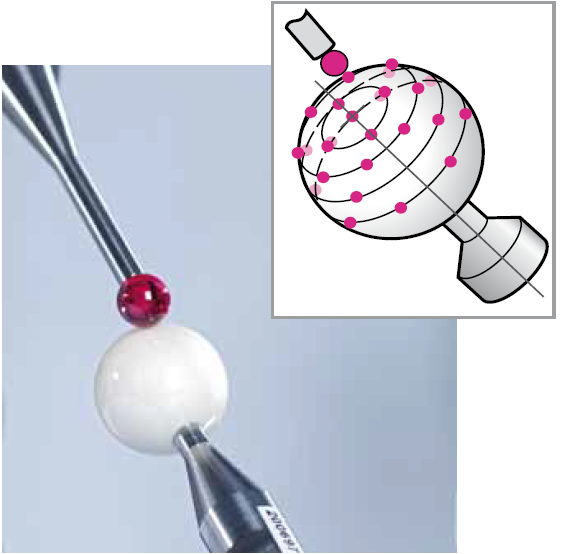
PFTU:单探针形状误差。使用25个基于高斯最小二乘球面拟合的中心点的球半径距离。该测试通常在所有其他测试之前完成,因为可以通过该测试快速检测出探针系统中可能存在的薄弱环节。
PSTU单探针尺寸误差。通过计算测试球的标定直径与从25个探测点计算出的高斯最小二乘球拟合的直径之差。对于PSTU,最大允许误差未被指定,但是根据ISO 10360-2,该结果可用于得出单向测量和双向测量的比较结果。
阅读到这里,对于大家对机器精度的校准方式与参数已经有所了解。具备了这些知识,不妨找到自己身边机器的检验报告,通过参数文字和图表,分析一下机器的精度表现。也可以查看新修订的ISO 10360标准,更加深刻地理解规范之美。
热点文章
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17








评论
加载更多