Cimatron16发布了

Cimatron 16 为工模具制造商提供了全新的界面和更高的自动化程度,以加快模具设计、电极设计和 NC编程。这里只是一些亮点。
通用界面改进
·更改后的界面使用了更为简洁的图标和时尚的屏幕按钮,使 Cimatron 16 更易于使用并缩短了学习周期。
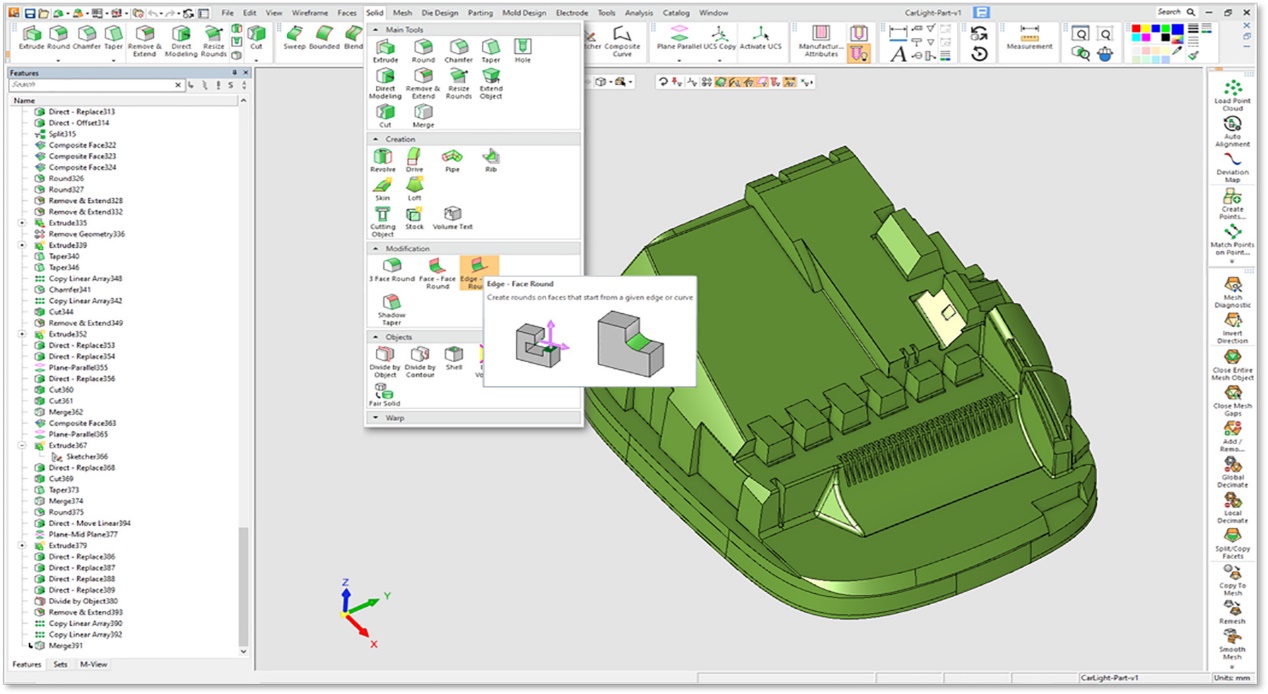
清晰的新界面更易于编程
· 很多用户体验的改进提高了编程效率,例如用于拖动和预览的新空间坐标轴工具,可在 X、Y 和 Z 方向或 XY、XZ 和 ZY 平面上快速、准确地拖动。 它还允许围绕每个轴自由拖动和旋转。
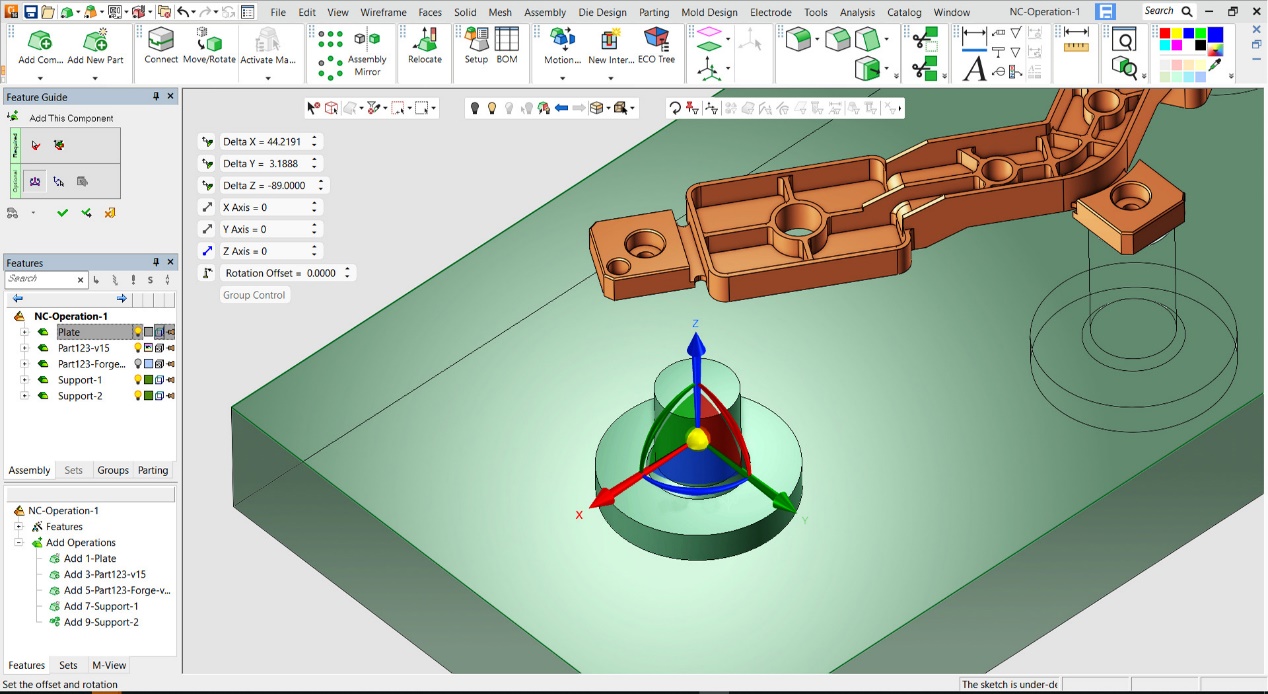
用于拖动和预览的空间坐标轴
· 自动保存拖放数据接口文件功能现在在关闭时自动保存所有文件,而不是只能一个个手动保存
模具设计与建模
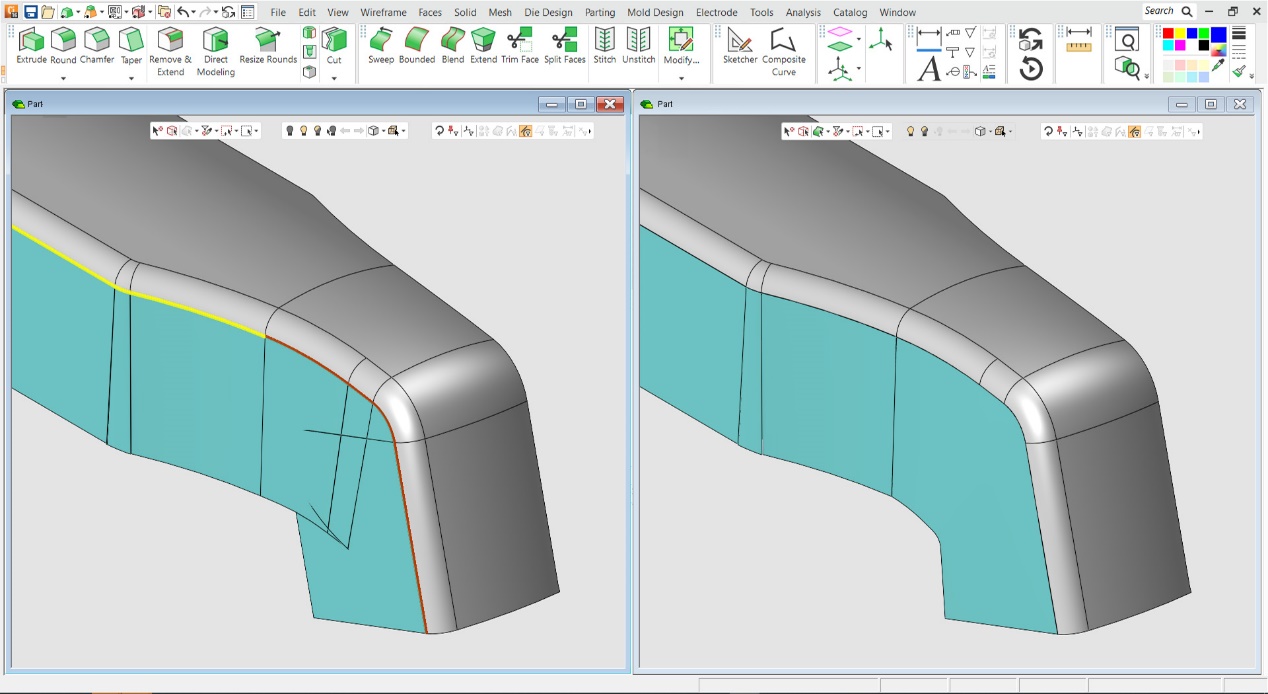
· 表面相切延伸是一种新的建模功能,可沿与原始曲面相同的方向切向延伸面。 新功能对于延伸一般面(即非平面或圆锥面)特别有用。 用户可以取消选择边缘以便不延伸它们。
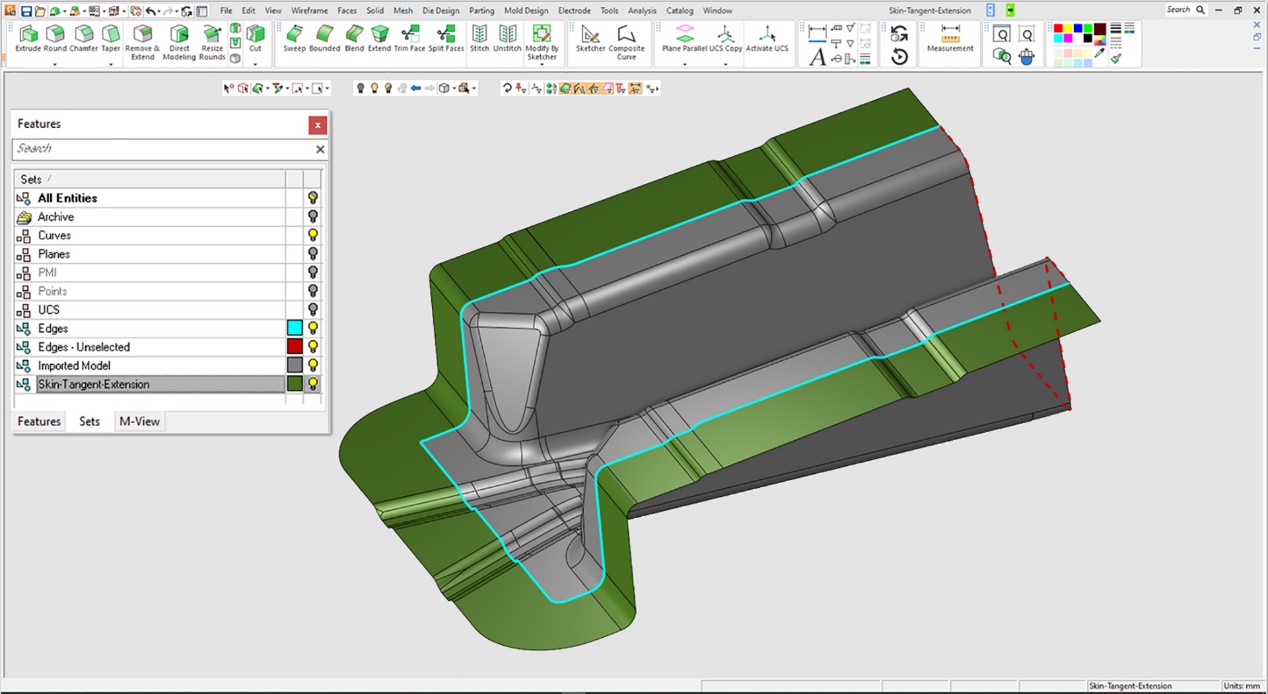
表面相切延伸
· 现在可以使用几种新的模具布局类型,包括智能镜像和阵列。 由设置对话框控制布局子类型、旋转和模穴距离等参数。
· 顶杆定位自动化设计能检测需要定位以防止其在顶出板中会旋转的顶杆,并根据所需的定位类型修改顶杆沉头,以在模板上创建合适的定位槽。16版本为顶杆和切除体提供了4种定位类型,即四种形状。
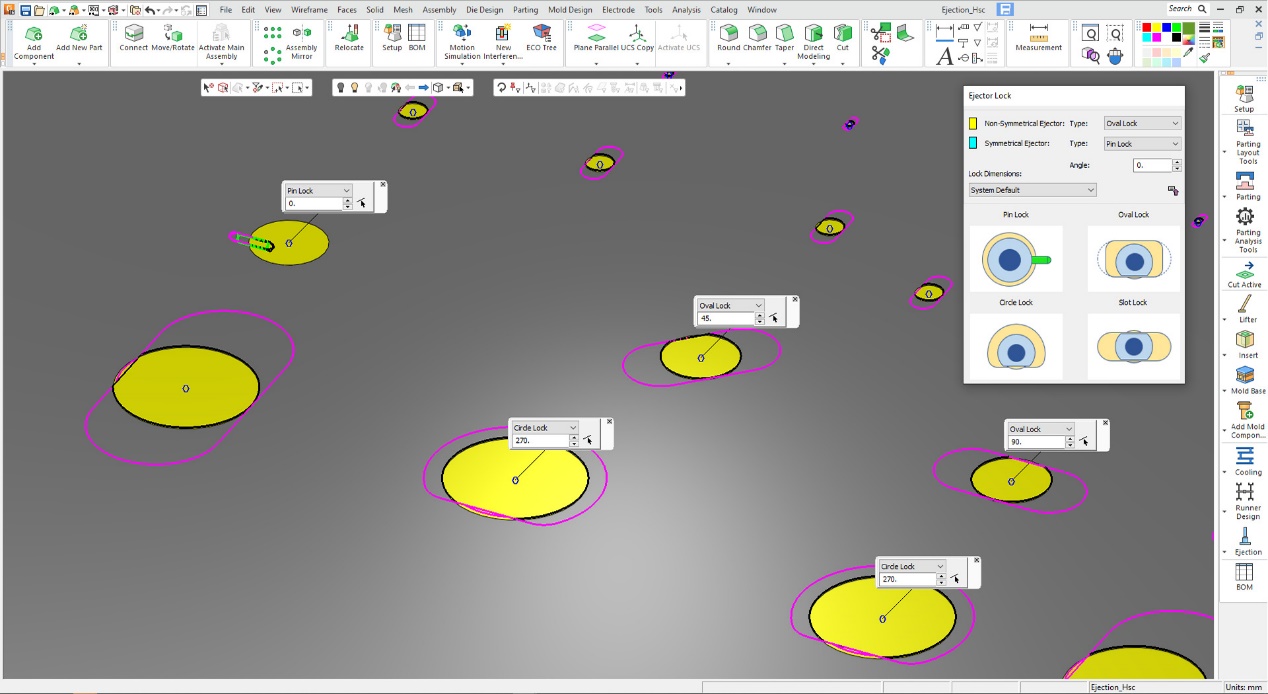
顶杆定位自动化设计
· 冲压模设计延伸面功能允许用户用一个光顺的连续面替换沿多条边界创建的面。
冲压模设计延伸面
· 网格 - 局部重新网格化、曲率图和封闭开放边。 在 Cimatron 16 中,您可以将重新网格化的范围控制为全局或局部。 新的局部选项允许用户微调特定区域而不影响整个模型。
· 筋位创建 - 源轮廓简化了使用 2D 轮廓(平行于从 2D 轮廓向下的筋位方向)或平滑 3D 轮廓自动创建筋位结构。
· BOM 报告现在提供了一个选项,可以安装配结构查看和输出,以反映嵌套顺序。
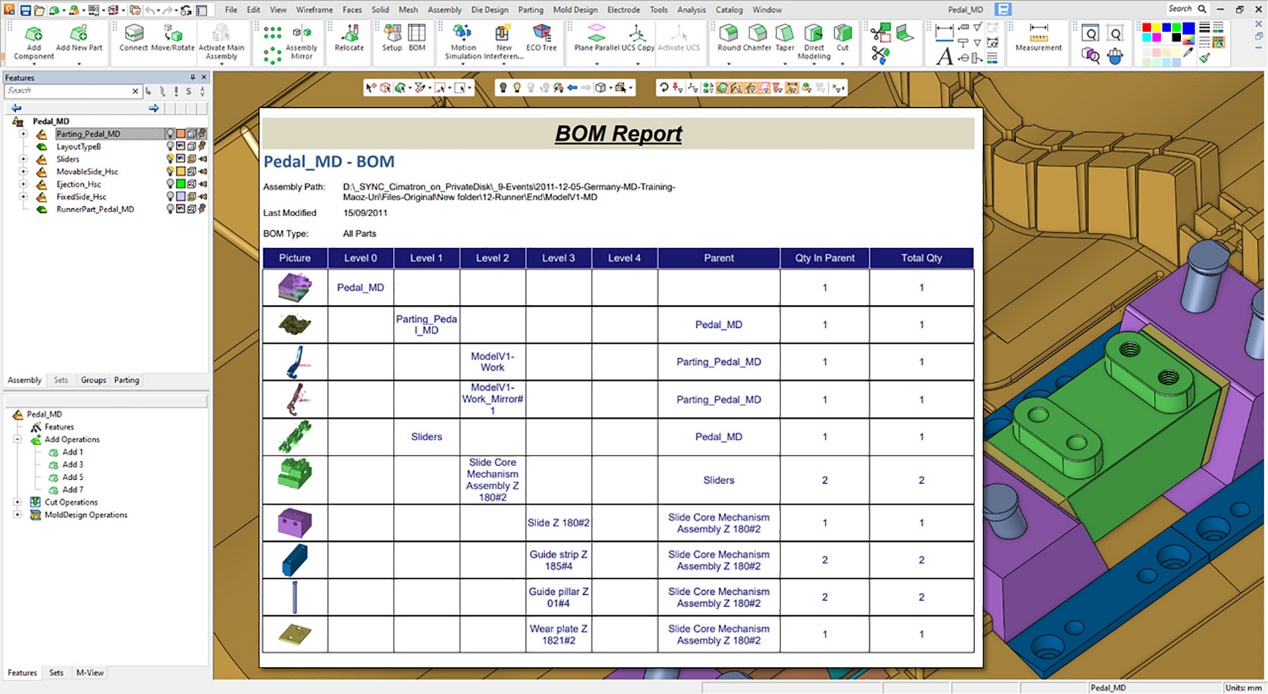
安装配输出BOM报告
电极
· 对 System 3R 电极夹头的支持现在允许客户根据公司标准和 RFID 方向为夹头设置不同的方向,以适应机器人上的 RFID 读取器。
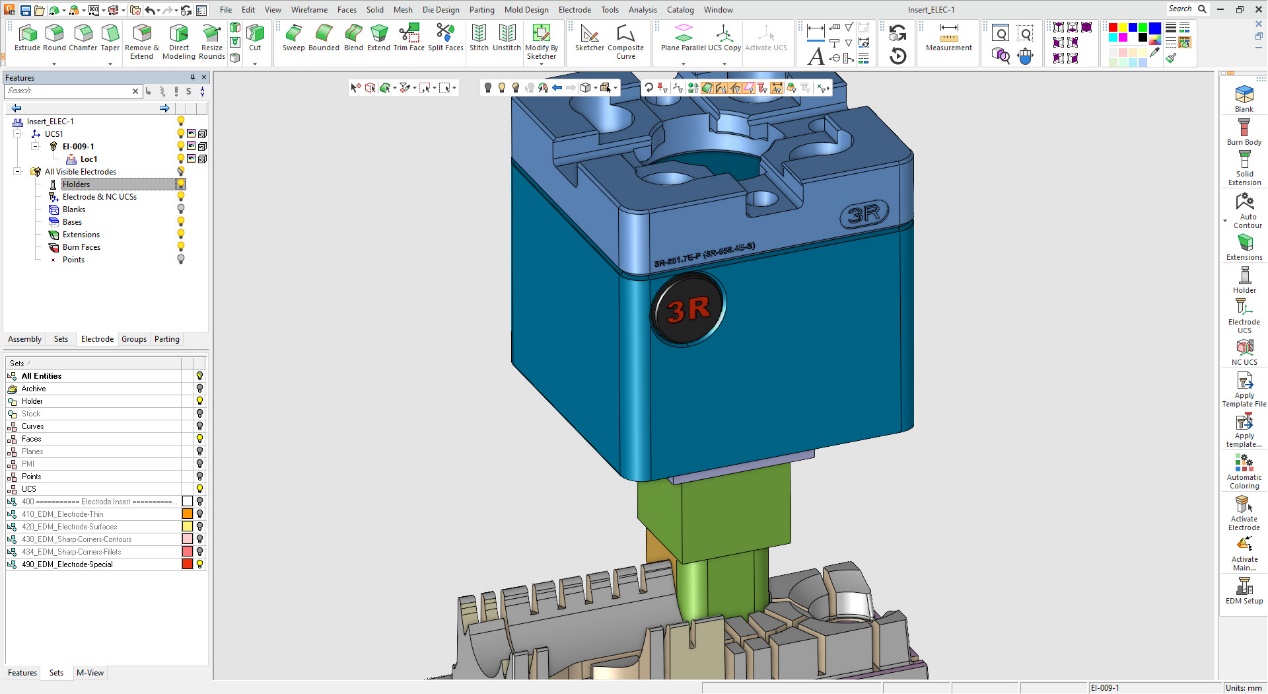
支持System 3R 电极夹头
· 电极加工更容易控制。 用户现在可以直接在 NC-Setup 中指定从粗工到抛光的电极电蚀阶段。 所有指定的 TP 文件夹能自动应用相同的电蚀阶段来创建电极。 所有相关的加工参数将根据 EDM 设置自动应用。
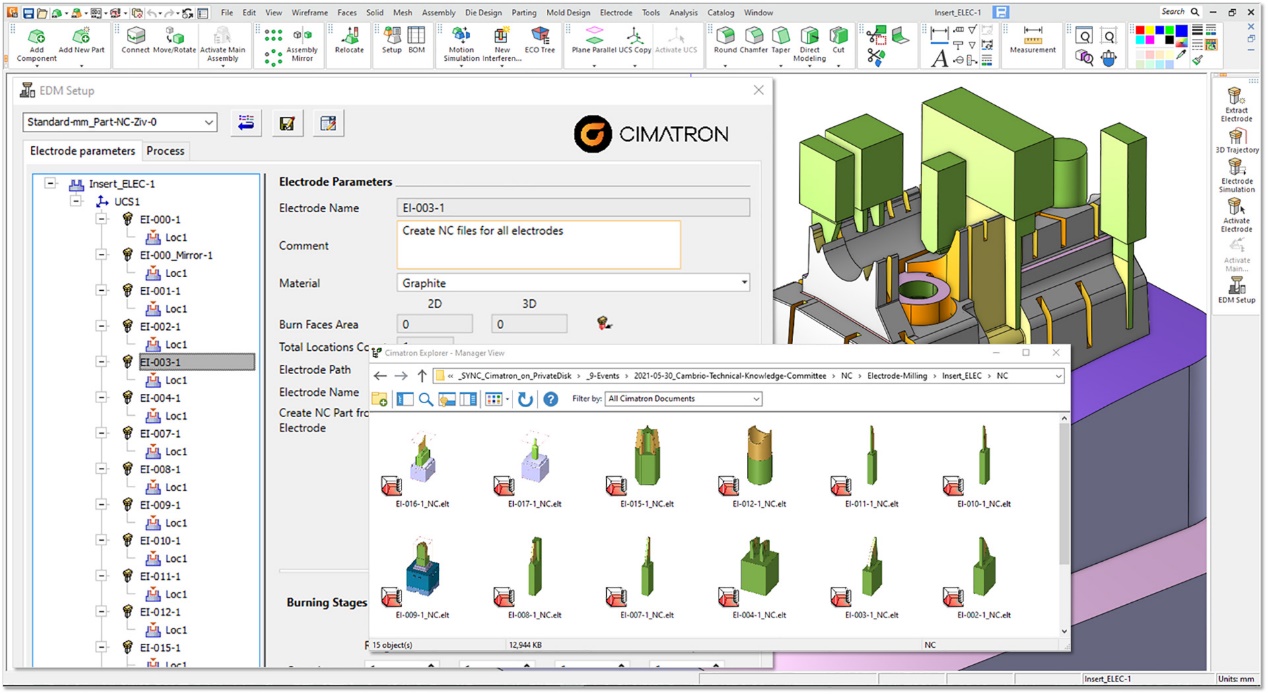
在 EDM 设置中自动创建电极 NC
随形冷却
· Cimatron 16 现在提供更多自动化选项,使生成良好的冷却路径和提高效率。 新的虚拟体功能允许用户将冷却回路限制在形状的一部分,并避开不需要冷却水路的区域。
· 优化曲率能显示无法创建冷却水路的区域,让您能通过点击控制来纠正水路。
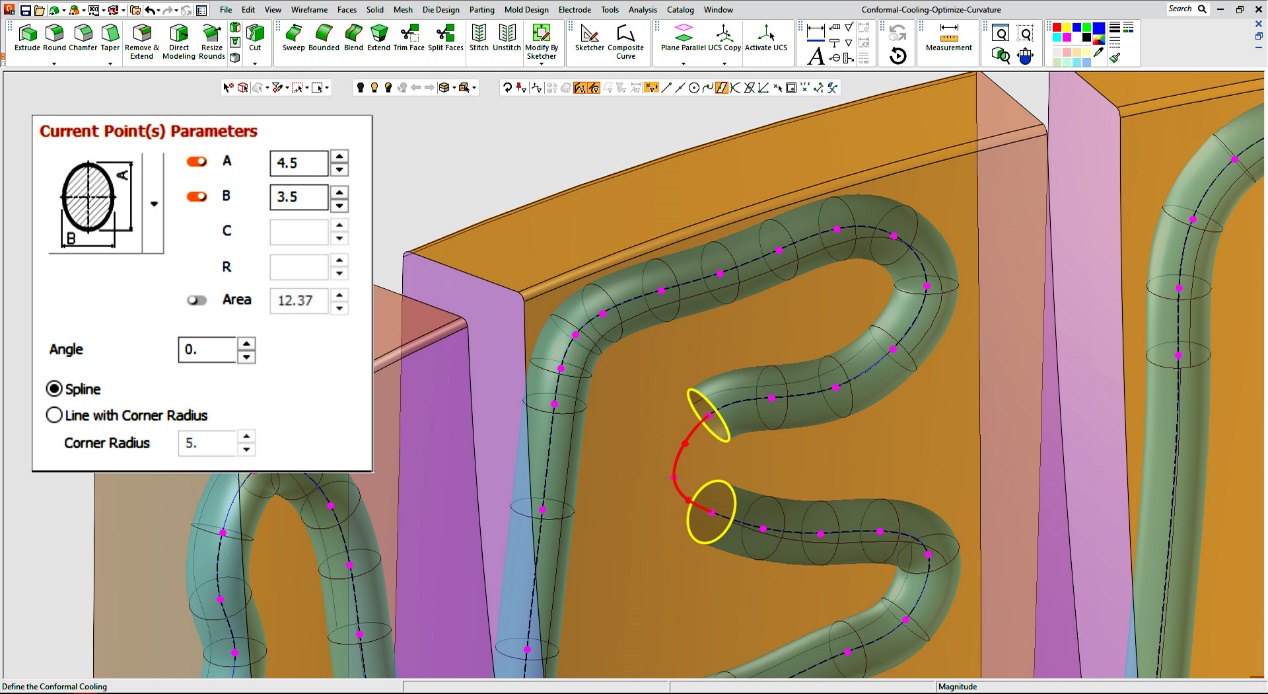
优化随形冷却的曲率
NC编程自动化
· 直接从 STEP、IGES 和 STL 等外部数据接口格式以及 Cimatron 实体文件(ELT)导入刀具和夹持。 系统会自动识别形状并在刀具列表中创建它们各自的形状。
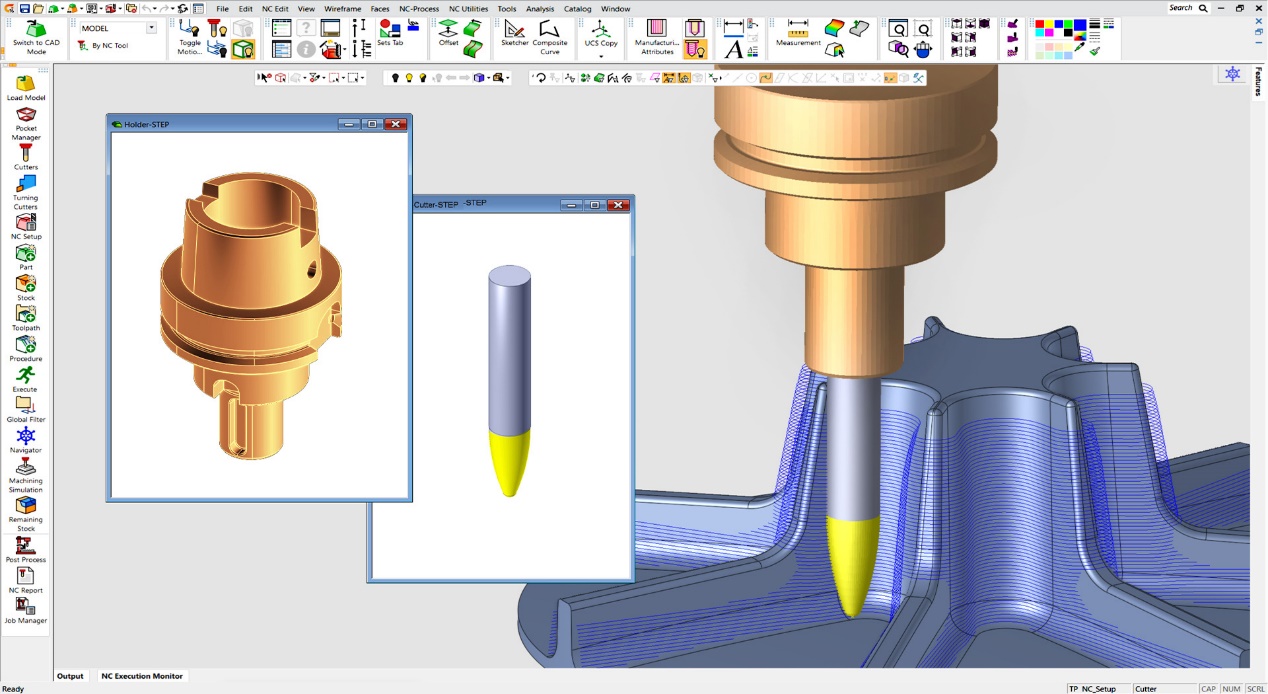
从外部数据接口导入刀具和夹持
· 程序之间的复制粘贴几何数据使用户能够在加工程序之间或多个程序之间有效地输入数据,以实现轻松且无错误的编程。
CAM 策略增强
· 3轴粗加工和型腔体积铣支持自动选择不同长度的多把刀具,以获得最佳加工顺序。这个有效的特性使得粗加工平行铣削、粗加工环绕铣削和型腔体积铣更好的选择刀具以减少加工过程中刀具的振动,得到更高的加工效率。
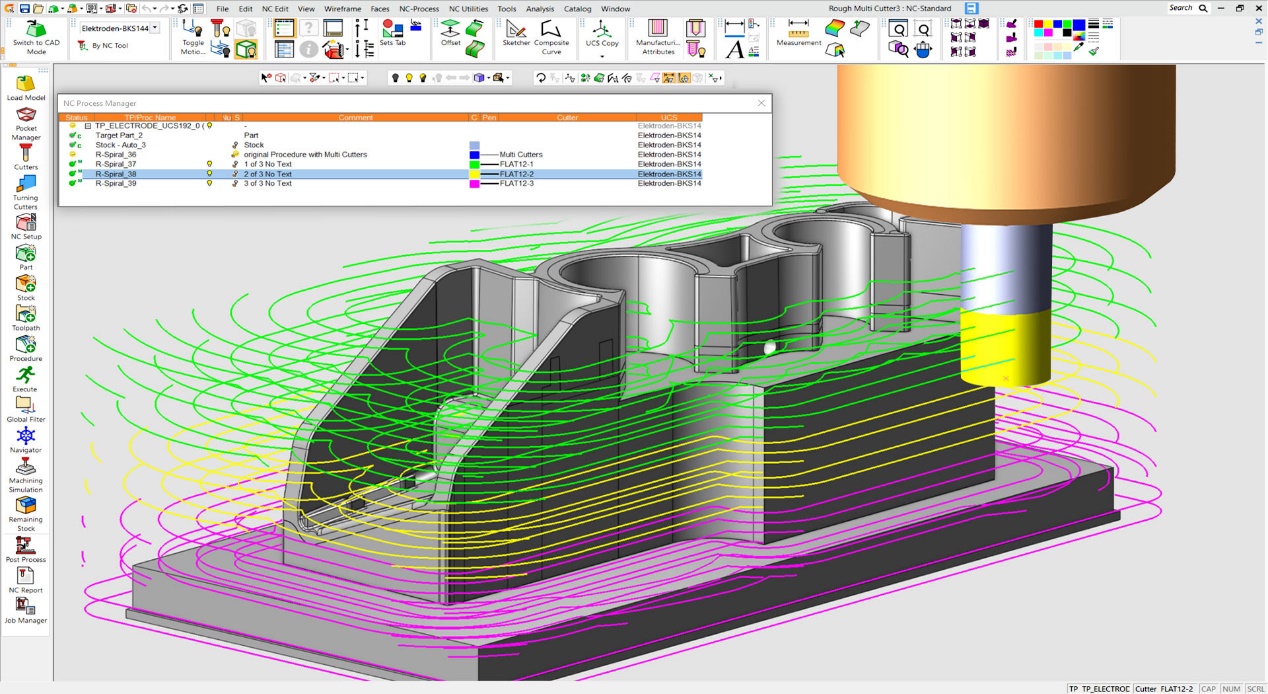
3轴粗加工包括型腔体积铣可以自动选择多把刀具进行加工。
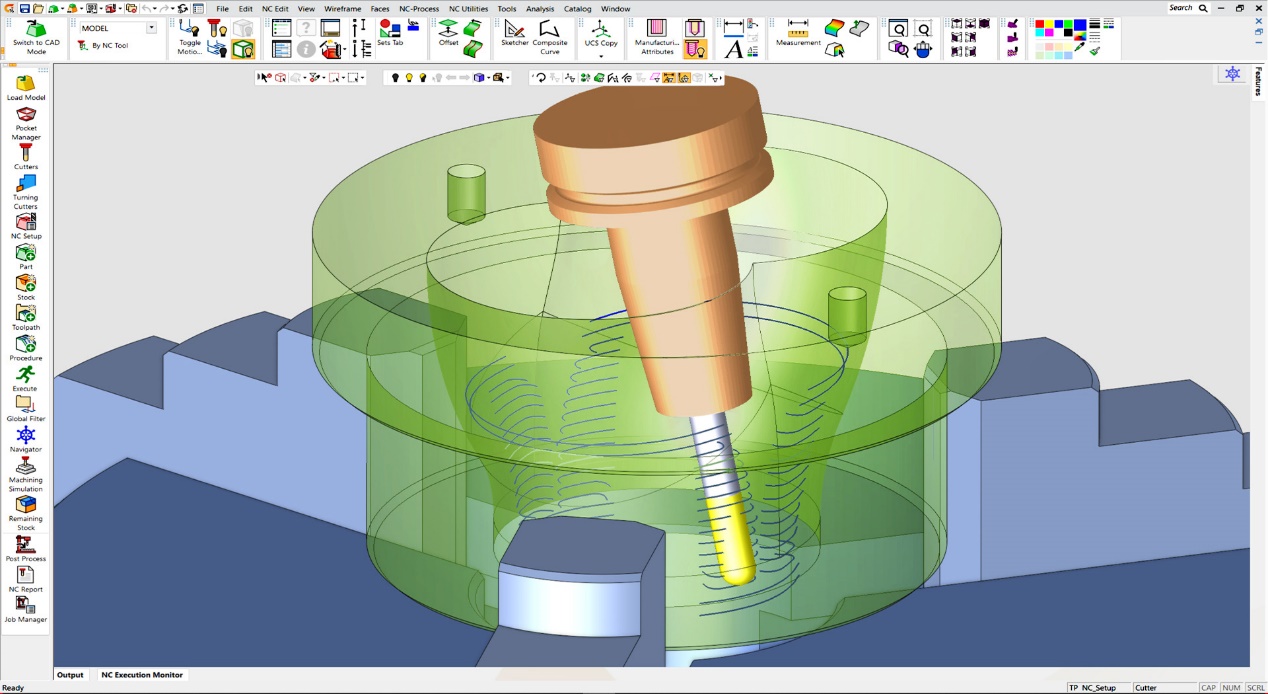
· 多高度和多型腔- 采用高效加工编程时,可以使用一个程序加工多个不同高度和深度的型腔,高效加工有效的刀具路径与轮廓定义区域的型腔管理器的自动化相结合,为用户提供了两全其美的选择。
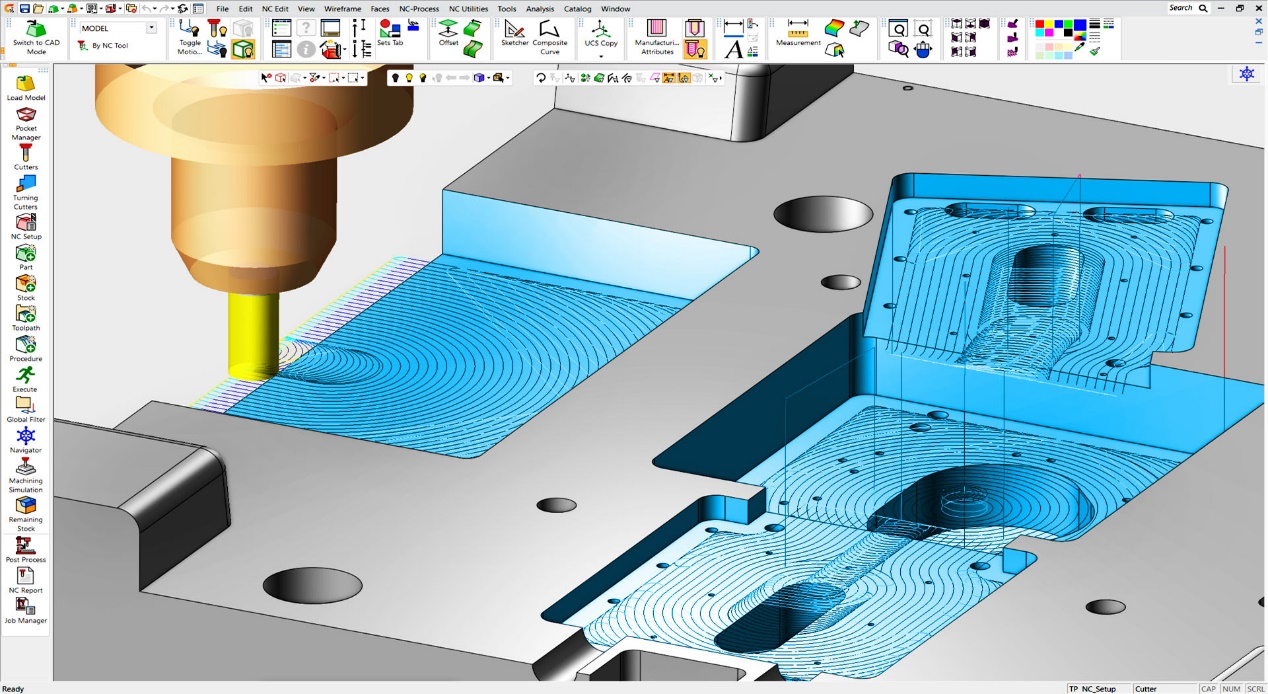
高效加工可用使用不同高度和型腔
· 新的自动钻孔模式可通过NC模板运行,以无缝创建孔组,并考虑独特的毛坯形状,可以实现更安全、更快速的钻孔工艺。2.5轴开槽程序功能也得到了提升,它可以考虑预钻孔的位置,以便使用优化的刀具进行更快的加工。
· 3轴功能改进:随形等距加工策略对所有NC用户客户开放,就像3+2程序里含有自动创建加工方向一样。
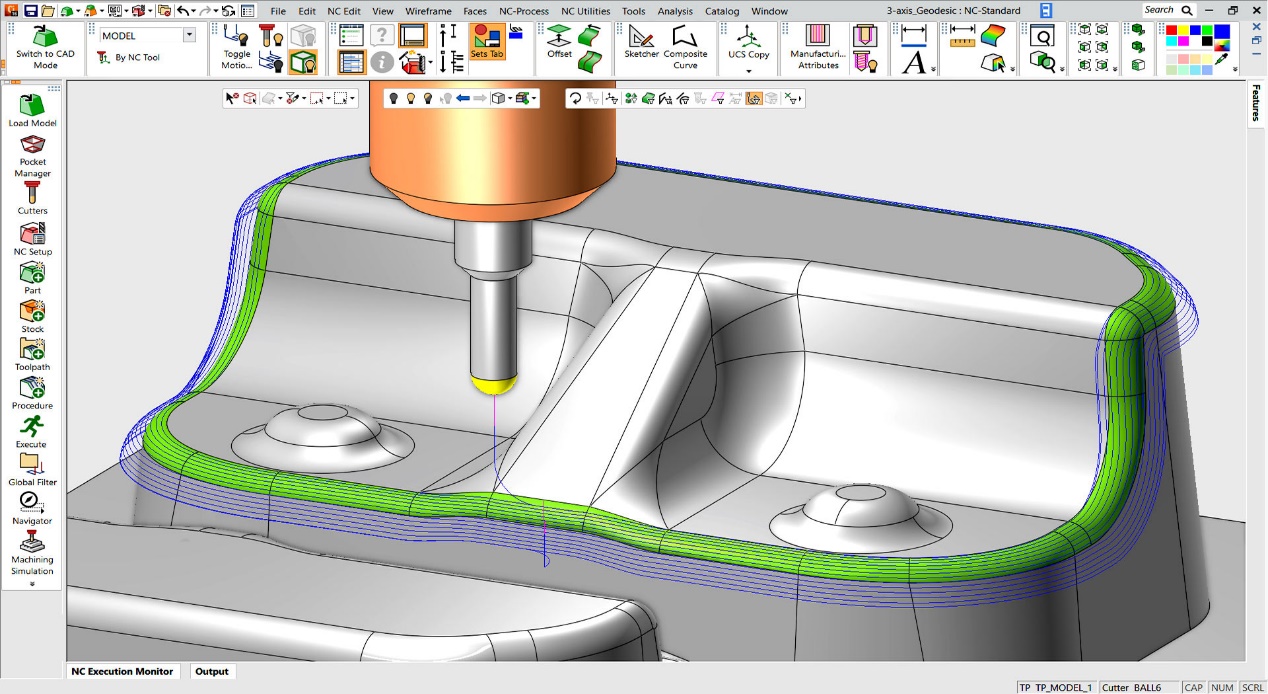
所有NC客户都可以使用3轴随形等距
· 5轴功能改进:5轴去毛刺加工策略支持新的刀具类型,包括端铣刀、球形铣刀、棒糖铣刀、锥形铣刀和倒角铣刀。此外,没有完整刀尖半径的刀具现在可以定义刀具和加工边的接触点。多重切削特征可以使得刀具采用多个路径加工出近似一个平的(倒角)或圆的(圆角)形状。
5轴倒扣加工
· 增加了很多新功能,包括切入/切出里的自动圆弧选项,五轴铣削功能曲面路径里增加新的工艺选项,五轴粗加工里可以更好地处理倒扣区域。
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多