XD Laser激光干涉仪机床导轨直线度检测高效应用
关于机床导轨直线度误差
机床导轨直线度误差,是机床21项几何误差中的重要参数,与位置度误差、垂直度误差,构成了机床21项几何误差中较为基础的12项参数误差;是新机床安装、调校,在役机床检修、校准的必检误差参数。将导轨误差控制在合理的范围内,可以更有效地保障机床的整体性能,加工出高标准高质量的工件和产品。
导轨直线度传统检测方式
基于传统的工具、仪器,人们在生产中总结出了一些对于机床导轨直线度误差的检测方法,其中有2种比较常用的、典型的检测方式:
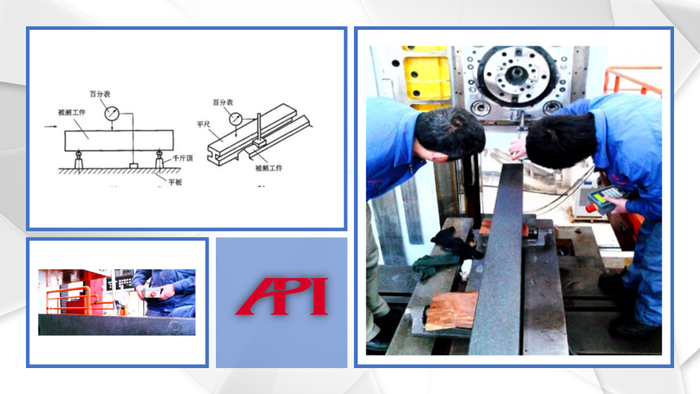
图1:使用平尺和千分表配合检测直线度
1、利用平尺和千分表对机床导轨直线度进行检测
平尺,是常用的计量器具,可根据测量需求,选用不同材质的平尺,配合千分表/百分表,对待测标的的外观、表面粗糙度、直线度、平行度等参数进行检测。但使用平尺配合千分表检测直线度的方式,也同时具有一些自身的缺陷和不确定性:
· 平尺行程有限,不易对较长的导轨实施检测;
· 平尺本身重量、体积较大,运输、测量时摆放调整都较为不易;
· 千分表读数较依赖于操作者本身的经验,导致主观误差增加。
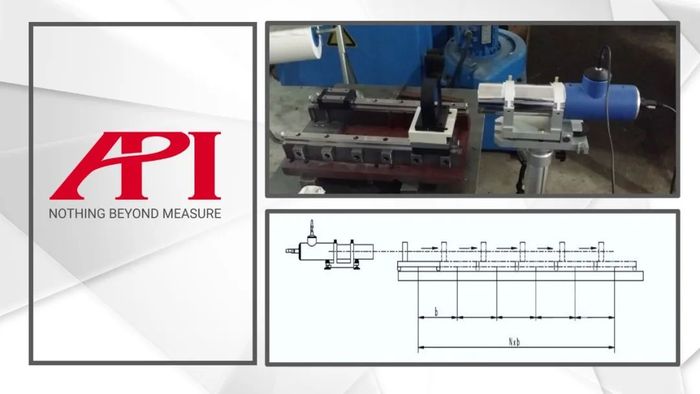
图2:使用准直仪检测直线度
2、利用准直仪检测机床导轨直线度
准直仪是一种精密的测角仪器,由平行光管和望远镜两个部分组成,随着人类制造技术的发展,还衍生出了自准直仪等。相比平尺,准直仪的使用更加灵活方便,使用准直仪可以实现导轨直线度误差的检测,但不足之处在于:测量完成后,需通过换算才能得到直线度误差,且无法实现对导轨的实时调整指导。
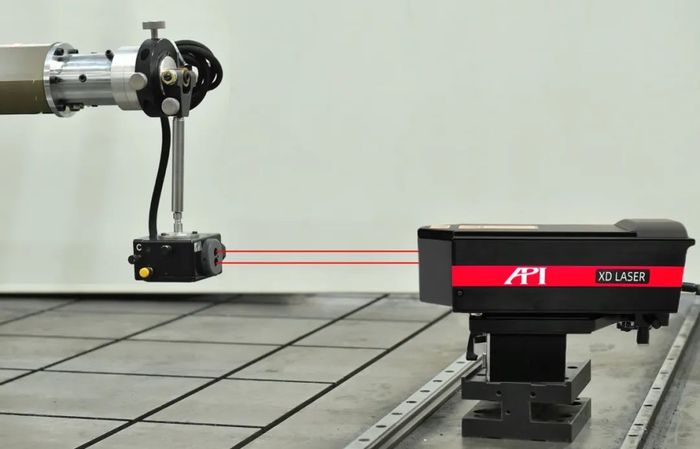
图3:XD Laser激光干涉仪直线度误差检测作业中(工作台吸附安装)
API解决方案
API品牌的XD Laser-3D型号激光干涉仪(以下简称XD-3D),是导轨直线度误差检测的绝佳工具。XD-3D除了可以用来测量线性误差(定位精度、重复定位精度、反向间隙)外,同时也可以用于直线度误差的检测。使用XD-3D激光干涉仪测量直线度,精度高、操作简单方便、效率较传统检测方式有大幅提升。
其原理在于:在干涉仪的反射镜上集成了高精度的PSD位置传感器;进行测量时,不仅测出直线轴的定位精度,同时也可以将轴的两个方向直线度参数测出;大幅提升了检测效率,即便检测长距离导轨,依然精确、稳定。
此外,使用XD-3D还可以辅助进行导轨直线度的实时调整。软件提供了直线度实时观测功能,只需要在导轨起点、终点设置两个点作为基准,就可以实现直线度数据清零,依据实时显示的直线度数据,指导导轨的在线调整作业,极大地提高了导轨调整的精确度和效率。

图4:XD Laser激光干涉仪机床检测作业中(三脚架安装)
XD Laser-3D激光干涉仪
本案中使用的XD-3D激光干涉仪,一次安装,可以同时测量机床直线轴的线性定位误差(定位精度、重复定位精度、反向间隙)以及XX、YY两个直线度误差,工作稳定、测量效率高。特点和可实现功能总结如下:
→线性定位误差测量(定位精度、重复定位精度、反向间隙);
→直线度测量(包括垂直于运动轴方向的水平、竖直两个方向的直线度参数);
→ 无需更换光学组件,即可实现对以上参数的同时测量,超高检测效率;
→ 直线度和角度测量中不怕断光,可以替代准直仪使用,对安装进行指导调整;
→ 多种安装方式,灵活方便,即使在最苛刻的拥挤环境也可便捷安装;
→ 可在各种检测环境中广泛适用。

图5:XD Laser激光干涉仪
XD Laser系列激光干涉仪
除本案中使用的XD Laser-3D激光干涉仪外,API还为您提供1D、5D、6D型号的XD Laser激光干涉仪。其中XD-6D型号,更可一次安装同时测得6个参数,包含X、Y、Z、偏摆角、俯仰角、滚动角,检测效率较普通干涉仪提升5倍!1D、5D、6D型号更有标准型与精密型可选,充分满足工厂及实验室的测量需求。

图6:API公司总部大楼
关于API
API品牌由Kam Lau博士在1987年创立于美国马里兰州的罗克韦尔,是激光跟踪仪的发明者,同时持有多项全球领先测量科技的专利,是精密测量科技领域的引领者;API自成立以来,始终致力于机械制造领域精密测量仪器和高性能传感器的研发和生产,产品已广泛应用于世界各国的先进制造领域,并在坐标测量和机床性能测试的高精度标准方面处于领先地位。
文章来源:美国自动精密工程公司北京代表处
图片来源:美国自动精密工程公司北京代表处
转载平台:微信公众号
责任编辑:朱晓裔
部门领导审核:李峥
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多