驱动模具产业智造升级——金属3D打印技术的突出优势
制造业加速发展,企业对模具精度、结构复杂性、生产周期和成本的要求日益严格,传统模具制造技术已不能完全满足市场需求。在众多新技术中,金属3D打印以其独特的技术优势为模具行业降本增效提质带来新的发展方向。
模具随形冷却水路
金属3D打印技术能够实现复杂结构一体成形,被广泛应用于模具随形冷却水路制造。为了在模具使用过程中能够更好地控制模具温度、减少废品、缩短周期时间、提高尺寸稳定性和表面光洁度,并促进脱模,一些模具需要设计冷却或加热的管线,传统CNC工艺可以在模具中生产出平直的冷却或加热通道,但该工艺难以加工出螺旋形等复杂形状的随形冷却或加热通道,借助金属3D打印技术则可高效实现随形水路设计:
· 高效控制模具温度,增加冷却流量,均衡型腔温度,提高成形质量;
· 有效缩短冷却时间,提高生产效率。
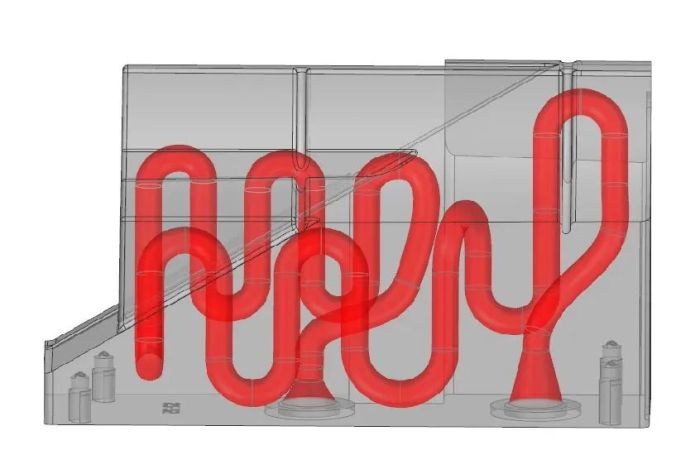
随形水路设计效果参考
下图为镭明激光团队制造的拥有随形冷却水路的模具剖视展示件,尺寸为63mm×36mm×90mm,材料为模具钢(MS1),该展示件洛氏硬度高于50(硬度指标满足一级模具质量要求),毛坯件表面粗糙度可接近VDI 39标准(打印零件成形态粗糙度为Ra6.3~Ra12.5μm),在实际生产中通过随形冷却工艺,在提高零件成品率的同时,可使注塑周期缩短超30%。
随形水路展件
该展示件使用LiM-X260A系列设备打印而成,该设备成形尺寸为260mm*260mm*430mm,可满足大部分小型模具打印需求。

LiM-X260A系列设备
金属3D打印模具钢(MS1)零件
不同用途的模具工作条件不同,对模具钢(MS1)的性能要求也各有差别,主要体现在硬度、强度、耐磨性、韧性等方面,尤其是淬透性、淬硬性方面,这也是模具制造的难点所在。
传统工艺制作模具周期长,淬透性差,还要面临淬火过程中的开裂问题。采用金属3D打印生产的零件往往拥有更好的强度、硬度等机械性能;一般无需进行淬火环节,经过热处理工艺释放内应力后即可使用。

金属3D打印包装瓶模
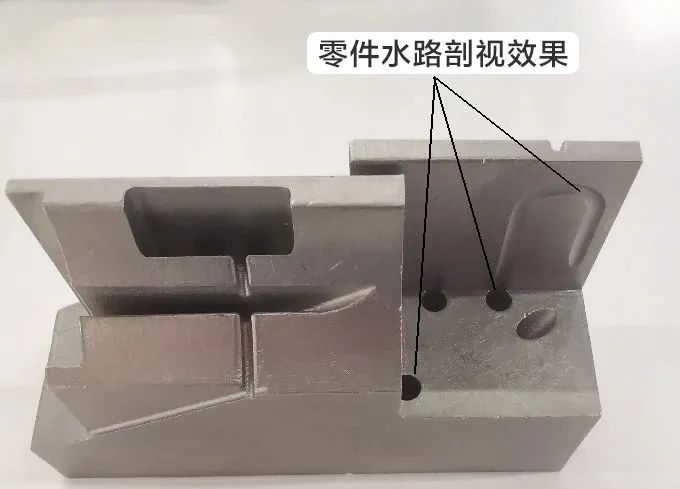
下图为金属3D打印的模具钢(MS1)横孔结构,其横孔孔径为10mm-20mm,仍能保持较好的横孔圆度,证明该材料可支持最大直径为20mm左右的水路设计,并在零件内以任意路径打印成形,水路竖孔侧壁粗糙度接近Ra3.6μm。

镭明激光打印的横孔结构
随着3D打印技术不断发展,将会更广泛地应用于模具行业,以复杂设计自由成形、小批量试制经济性、高材料利用率等显著优势,解决模具行业面临的痛点。镭明激光会持续深耕模具行业,聚焦金属3D打印整体解决方案,依托高品质、高效率设备,助力模具行业用户提质增效,驱动提升模具智造水平。
文章来源:镭明激光金属3D打印
图片来源:镭明激光金属3D打印
转载平台:微信公众号
责任编辑:朱晓裔
部门领导审核:李峥
热点文章
-

长征十号乙一子级回收圆满成功!火箭量产制造装备迎来确定性产业红利
2026-07-10
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16








评论
加载更多