山高刀具丨为什么新一代皮肤是银白色?
MP3501铣削材质
新的CVD铣削刀片材质MP1501和MP2501是为钢材加工优化的材质。现在,SECO推出了新的金刚甲涂层MP3501,这是一种新开发的材质,具有更高的韧性和良好的耐热性,显著提升了刀具寿命与工艺安全性,是完成CVD化学材质加工钢材料的补充。MP3501还包括银白色的外观处理,便于已使用的刃口识别。
替换 T350M;
MP3501完善了钢类材料铣削材质系列;
使用已使用刃口识别技术;
加厚涂层;
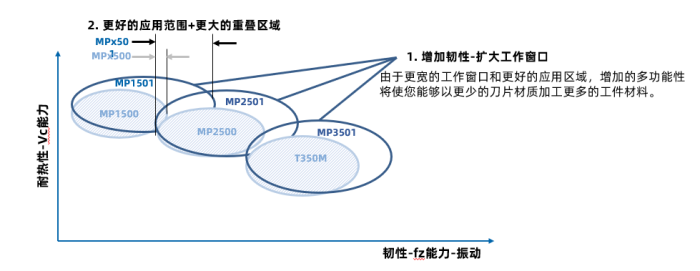
MP3501增加了韧性;
提高加工过程中的可靠性;
同时,为了改善对环境影响,MP3501使用高达30%的回收碳化钨。
为什么采用银白色的外观
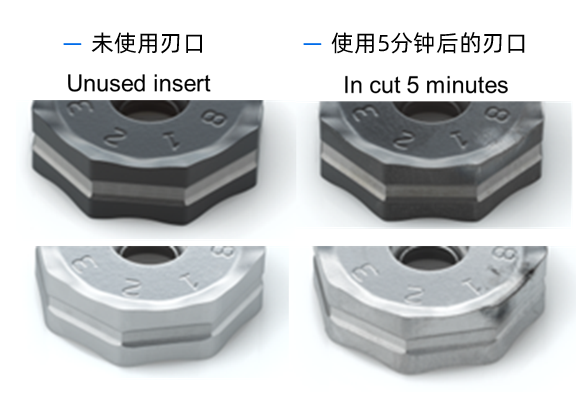
MP3501的银白色外观处理可以帮助操作者在视觉上快速识别已使用的刃口。在加工过程中,刀片刃口会随着使用而磨损,这会影响到加工质量和效率。通过给刀片涂上一层银白色的特殊涂层,新的刀片在未使用前会保持这种颜色和光泽。随着刀片的不断使用,刃口会因为磨损和切削作用而逐渐失去银白色的外观,变得暗淡或者出现划痕、磨损的迹象。这样,操作者可以通过简单的视觉检查,比较刀片的颜色和外观变化,来判断刀片的使用状况和磨损程度,从而决定何时需要更换刀片,以保证加工效率和产品质量。
同时,这种银白色的外观,具有刃口检测功能,方便检测未使用的刃口,减少不必要浪费;
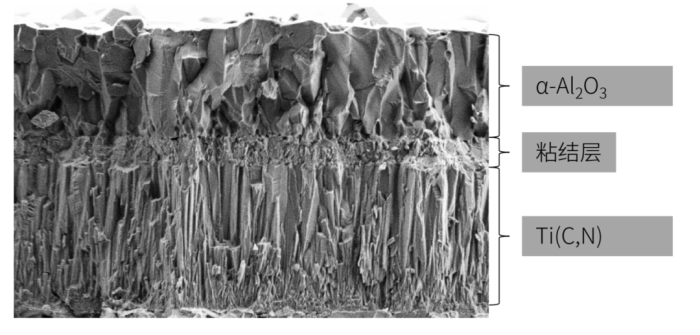
MP3501铣削新材质的涂层厚,刀片的耐热性提高;
新型现代化的刀片后处理工艺,增加了刃口的韧性;
提高了P和K 类材料的加工参数推荐;
MPX501产品选型概览
#MP1501
P类材料和球墨铸铁的高效加工
钢类材料在高性能和更稳定的工况下的首选;
实现卓越效益,适用于低合金和耐磨钢;
在多变的加工条件或中等切削速度的铸铁应用的备选择。
#MP2501
钢和不锈钢的通用选择
当切削参数和工件材料要求的变化频繁时,突破产能限制的首选;
在稳定工况下加工不锈钢使用更高的切削速度(特别是铸造工件)的备选。
#MP3501
多功能,加工钢、不锈钢和铸铁
在稳定工况下,多功能性和工件材料要求的广泛变化时,您最大限度地提高制造产量的首选;
中等切削速度加工不锈钢的备用选择;
不稳定工况或更低切削速度加工铸铁的备选。
加工案例
01、灰铁 MP3501 VS T350M
加工灰铁材料,使用方肩铣,山高MP3501铣削新材质相较于山高T350M第一代材质,在线速度250 m/min,每齿进给0.12mm,切深3mm,不使用冷却液干切,加工57分钟后两种材质刀片刃口磨损的对比。
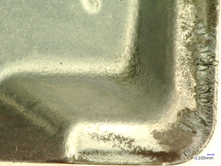
MP3501 T=57min
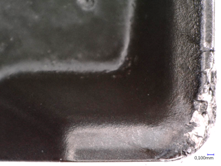
T350M T=57min
刃口磨损是换刀依据。MP3501在加工不同材料(如钢和铸铁材料)时证实了韧性和耐热性的提高。
02、淬硬钢 MP3501 VS T350M
在淬硬刚材料的铣面粗加工中,山高MP3501铣削新材质相较于山高T350M第一代材质,在线速度 48 m/min,每齿进给0.42mm,切深3.2mm,不使用冷却液干切。在测试中,客户T350M每刃只能做一件。在相同的参数下,MP3501至少可以做2件。两倍刀具寿命。


03、易切削钢 MP3501 VS T350M
在易切削钢的粗加工中,山高MP3501铣削新材质相较于山高T350M第一代材质,在线速度 250 m/min,每齿进给0.12mm,切深3mm,不使用冷却液干切。在相同的参数下,与参考T350M相比,MP3501的磨损明显减少,磨损更均匀,刀尖圆角半径区域的磨损更小。
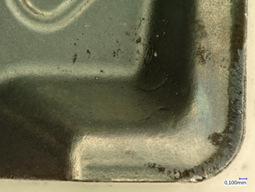
MP3501 T=74min
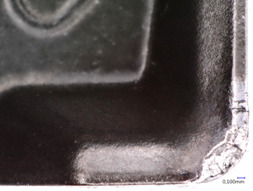
T350M T=74min
文章来源:山高刀具
图片来源:山高刀具
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

IMAO今尾【产品介绍】气动旋转式夹具:无需工具的夹具气动型
2026-07-20
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-

-

【DMG MORI】MATRIS WPH: 灵活搬运工件和托盘
2026-07-16








评论
加载更多