测量不确定度分析——机床精度测量结果可靠性评价的重要指标
同一台机床,工作台不同位置的精度不一样?不同时间,测量结果不一样?不同人员,测量结果也不一样?那么,到底哪一次测量更准确呢?

如何评价测量数据的可靠性?
“测量不确定度”
“测量不确定度”是对测量结果质量优劣的一种评定。
不确定度越小,测量结果的质量越高,使用价值越大。
测量不确定度如何评价呢?
让我们实操一下: 用卷尺测量绳子长度


Step1:分析不确定度分量的来源
● 这把卷尺校准过吗?
● 卷尺的最小刻度是1mm, 读数落到最小刻度之间怎么办?
● 绳子难免是弯曲的,5.017m这个测量结果正确吗?
● 是单次测量准确,还是多次测量取平均值更准呢?
Step2:定量评估各不确定度分量
但是…计算过程确实有些复杂,所以…我们直接展示结论!
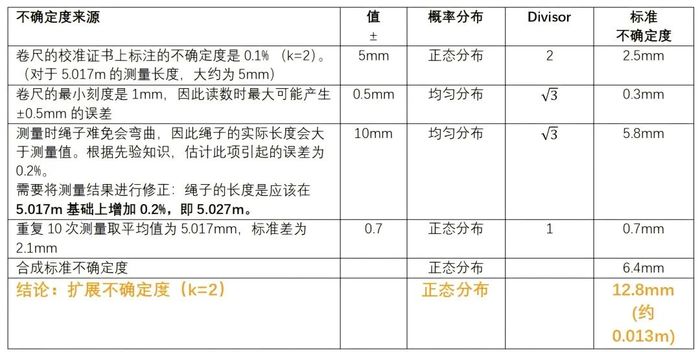
●卷尺校准不确定度:2.5mm
●最小刻度引起的读数误差:0.3mm
●绳子弯曲引起的不确定度:5.8mm
●重复测量取平均引起的不确定度:0.7mm
●扩展不确定度:0.013mm (想了解细节,请参考 ISO230/ISO14253)
Step3:合成各不确定度分量并形成报告
绳子的长度是5.027m±0.013m,该扩展不确定度是由标准不确定度及包含因子k=2确定的置信概率大约为95%

如何评价激光干涉仪测量精度的不确定度?
比用卷尺测量绳子的长度复杂得多
需要考虑
● 测量装置自身的精度(激光干涉仪的精度)
● 移位误差(激光器准直误差)
● 膨胀系数误差(以20℃作为计量基准,被测机器的膨胀系数的不确定度一般不低于2um/m℃)
● 阿贝误差
……

造成不同位置的测量结果不一样的原因是什么呢?

非线性误差造成非均匀分布的空间误差


但机床定位精度的不确定度分析太复杂了!具体应该怎么操作呢?
别着急!雷尼绍作为机床校准行业的专家,为您提供了全面的解决方案。
让您轻松出具一份带有测量不确定度分析的报告!

文章来源:雷尼绍Renishaw
图片来源:雷尼绍Renishaw
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

强强联合破局高端机床国产化!黄鹄×EMCO车铣复合机床长兴下线
2026-08-03
-

智能制造背景下工业机器人产业发展趋势与提质路径
2026-07-29
-

直击2026齿轮与电驱动技术大会:一家中国民企的“正向研发”突围战
2026-07-28
-

【雷尼绍】工业之眼(二)| 编码器分类图谱与选型指南
2026-07-31
-

深耕精密机床60载 普什宁江以国产母机领航新质生产力
2026-07-29
-

MTF2026大连启幕:马扎克以“新技术”破局“新行业”,共绘智造未来新图景
2026-07-30
-

德国 PEMTec 旗舰机型 PEM 800S 技术与应用解析
2026-08-03








评论
加载更多