数控加工中刀具选择与切削用量的确定
现在,许多CAD/ CAM软件包括提供自动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,比如,刀具选择、加工路径、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与普通机床加工形成鲜明的对比,同时也要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点。本文对数控编程中必须面对的刀具选择和切削用量确定问题进行了分析。
一、数控加工常用刀具的种类及性能
数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。根据刀具结构可分为:①整体式;②镶嵌式。根据制造刀具所用的材料可分为:①高速钢刀具;②硬质合金刀具;③金刚石刀具;④陶瓷刀具等。从切削工艺上可分为:①铣削刀具;②钻削刀具;③镗削刀具;④车削刀具等。
刀具材料应具备的性能:
(1)高硬度刀具材料的硬度应高于工件的硬度
(2)足够的韧性承受切削力、振动和冲击;
(3)高耐磨性耐磨性是材料抵抗磨损的能力;
(4)高耐热性刀具材料在高温下保持硬度、耐磨性、强度和韧性的能力;
(5)良好的工艺性
二、数控加工刀具的选择
刀具的选择应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其它相关因素正确选用刀具及刀柄。刀具选择总的原则是:安装调整方便,刚性好,耐用度和精度高。在满足加工要求的前提下,尽量选择较短的刀柄,以提高刀具加工的刚性。
选取刀具时,要使刀具的尺寸与被加工工件的表面尺寸相适应。生产中,平面轮廓的加工,常采用立铣刀;铣削平面时,应选镶硬质合金刀片面铣刀;加工毛坯表面或粗加工孔时,可选取镶硬质合金刀片的铣刀;对一些立体型面和变斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、锥形铣刀和梯形铣刀等。在进行曲面加工时,应选用球头刀具,并且球头刀具半径应小于曲面的最小曲率半径。由于球头刀具的端部切削速度为零,因此,为保证加工精度,切削行距一般取得很密,而平头刀具在表面加工质量和切削效率方面都优于球头刀,因此,只要在保证精度的前提下,无论是曲面的粗加工还是精加工,都应优先选择平头刀。
在数控加工中,由于刀具的刃磨、测量和更换多为人工手动进行,占用辅助时间较长,因此,必须合理安排刀具的排列顺序。一般应遵循以下原则:①尽量减少刀具数量;②一把刀具装夹后,应完成其所能进行的所有加工部位;③粗精加工的刀具应分开使用,即使是相同尺寸规格的刀具;④先面后孔;⑤先进行曲面精加工,后进行二维轮廓精加工;⑥在可能的情况下,应尽可能利用数控机床的自动换刀功能,以提高生产效率等。
三、数控加工切削用量的确定
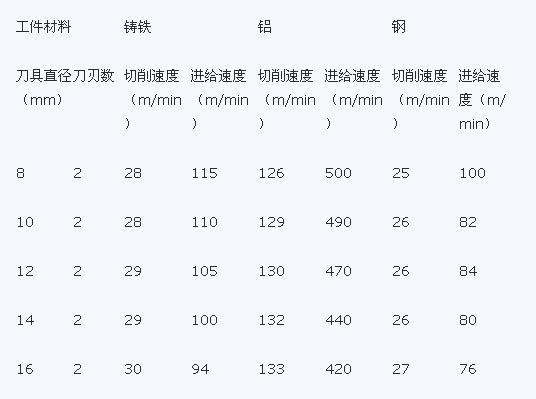
合理选择切削用量的原则是,粗加工时,一般以提高生产率为主。半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床性能、切削用量手册,并结合经验面定。同时,使主轴转速、切削深度及进给速度三者相互适应,以形成最佳切削用量。切削用量的选择可参考表 1
表1切削用量的选取(高速钢立铣刀)
(1)背吃刀量 在机床,工件和刀具的刚度允许的情况下,应尽可能使背吃刀量等于加工余量,这样可以减少走刀次数,提高生产效率。为了保证零件的加工精度和表面粗糙度,应留少量精加工余量,一般留0.2 -0.5mm。
(2)切削宽度L一般L与刀具直径d成正比,与切削深度成反比。数控加工中,一般L的取值范围为:L= (0.6- 0.9)d。
(3)切削速度切削速度也是提高生产率的一个措施,但切削速度与刀具耐用度的关系比较密切。随着切削速度的增大,刀具耐用度急剧下降,故切削速度的选择主要取决于刀具耐用度。另外,切削速度与加工材料也有很大关系,例如用立铣刀铣削45钢时,切削速度可采用26m/ min左右:而用同样的立铣刀铣削铝合金时,切削速度可选129m/ min以上。
(4)主轴转速n(r/min)主轴转速一般根据切削速度来选定。计算公式为:n= 1000/ d,式中d为刀具直径(mm)。数控机床的控制面板上一般配有主轴转速修调(倍率)开关,可在加工过程中对主轴转速进行倍率调整。
(5)进给速度F进给速度应根据零件的加工精度和表面粗糙度要求以及刀具和工件材料来选择。
确定进给速度的原则:
第一、当工件的质量要求能够保证时,为提高生产效率,可选择较高的进给速度。一般在100 - 200mm/ min范围内选取。
第二、在刀断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20- 50mm/ min范围内选取。
第三、当加工精度、表面粗糙度要求高时,进给速度应选小些,一般在20- 5Omm/ min范围内选取。
在数控加工过程中,进给速度也可通过机床控制面板上的进给倍率修调开关进行人工调整,但是最大进给速度要受到设备刚度和进给系统性能等的限制。
随着数控机床在生产实际中的广泛应用,数控编程已经成为数控加工中的关键问题之一。在数控程序的编制过程中,要在人机交互状态下即时选择刀具和确定切削用量。因此,编程人员必须熟悉刀具的选择方法和切削用量的确定原则,从而保证零件的加工质量和加工效率,充分发挥数控机床的优点。
热点文章
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-









评论
加载更多