KRONOS L 550 无心外圆磨床
高精密 – 低成本
在汽车工程领域里,大规模的生产凸轮轴、齿轮轴、或滚动轴等轴类零件,对生产制造者来说,是特别巨大的挑战。这里强调的主要是磨削工艺:它们必须保证加工零件的高精度和特殊的表面质量,同时还必须满足大规模生产的要求。为了加工尺寸在 400 mm 到 545 mm的中型轴,位于莱比锡的Schaudt Mikrosa公司的磨削专家们已经设计了一款无心外圆磨床,它能满足客户的全部要求,具有巨大的优势。
在汽车工程领域里,轴类零件的生产要满足“数量和质量”的平衡。轴类零件在实际使用中要经受极大的应力。因此,只有高品质的材料和高精密的尺寸,才能保证零件的功能和质量。几十年来,MIKROSA的无心外圆磨床在汽车工程领域里一直执行“最高标准”。从而,不仅可以非常灵活的使用多样化的组件,也确保了专用机床的高精度和短周期。 “我们是无心磨削的技术领导者 - 特别是当涉及零件有特殊质量要求和生产效率时。”, Schaudt Mikrosa公司的技术总监Karsten Otto 说。
减少投资成本
新的MIKROSA KRONOS L 550 无心磨床: 工件最大加工长度为545 mm。“此前,只有KRONOS L660能够加工约400 mm至480 mm长的中型零件,然而,组件的砂轮最大宽度却过大。”, Otto 解释道。“另一方面, KRONOS L 550 配有理想的砂轮宽度和功率为40 kW的小电机. 这是整个成本中最显著的优势。”
此外,该机床的设计是基于大机床的技术质量。它的GRANITAN® 床身是极其稳定和防震,从而确保了机床的磨削精度。由伺服驱动,通过预拉伸和消除反向间隙的滚珠丝杠,实现两个滑板的进给。全闭环反馈系统确保砂轮轴和导轮轴的精确定位。同时,磨削精度也是“内置”的。固定磨削槽是生产效率的关键 – 即使在无心磨削期间,工件架也不会移动。“无需额外轴系就能实现自动操作。装卸工作变得更加容易。”,Otto解释道。
精密配置
系统工具是为磨削中型工件精密配置。这极大的提高了磨削工艺的成本效益。
· 最大砂轮直径为660 mm。 相较于KRONOS M 400 的砂轮(较小),它仍具有相当长的使用寿命。砂轮的应用面积增大25%,并且其使用寿命更长。
· 导轮也具有相似的优点。它的最大直径为400 mm。相较于较小的机床,它的使用寿命提高了25%。
“相较于较小的机床系统,更大直径的砂轮和导轮直接降低辅助时间,因为砂轮的更换变得更少。同时,砂轮的成本也会降低。”,Otto解释道。
切入磨削或贯穿磨削
这种技术的配置是成功的基础。不同零件的精密生产工艺的开发是相当的重要,因为贯穿零件,诸如减震器活塞杆,刹车活塞,滚子轴承套圈或滚动体,和切入零件,诸如凸轮轴,齿轮轴和选择器轴,都是基于同一系统。例如,由于圆度的影响,加工带有花键齿的齿轮轴往往以两种循环加工。在粗磨后,精磨位置也同时出现。这两种操作同时运行。当然,多级操作也是可能的,这取决于工件的长度。“我们的系统适用于每一个客户。工件的要求确定机床的设计。因此,生产效率的巨大提升是完全可能的。”,Otto说。
巨大的市场机会
砂轮和导轮的精密性能,基于具体应用的特殊配置 - 在这样的背景下,磨削专家们提供新的系统解决方案。Otto估计,未来Schaudt Mikrosa 公司在无心外圆磨床领域里的销售量将达到25%。这里的关键因素是,首先,汽车的中型轴类零件需求很大。其次,无心磨削技术是高效率生产高精密轴类零件的优先选择。“我们有信心,在新的亚洲市场以及欧洲和美洲市场,会有许多客户选择这款机床。”,Karsten Otto 总结道。“KRONOS L 550将会非常流行。”
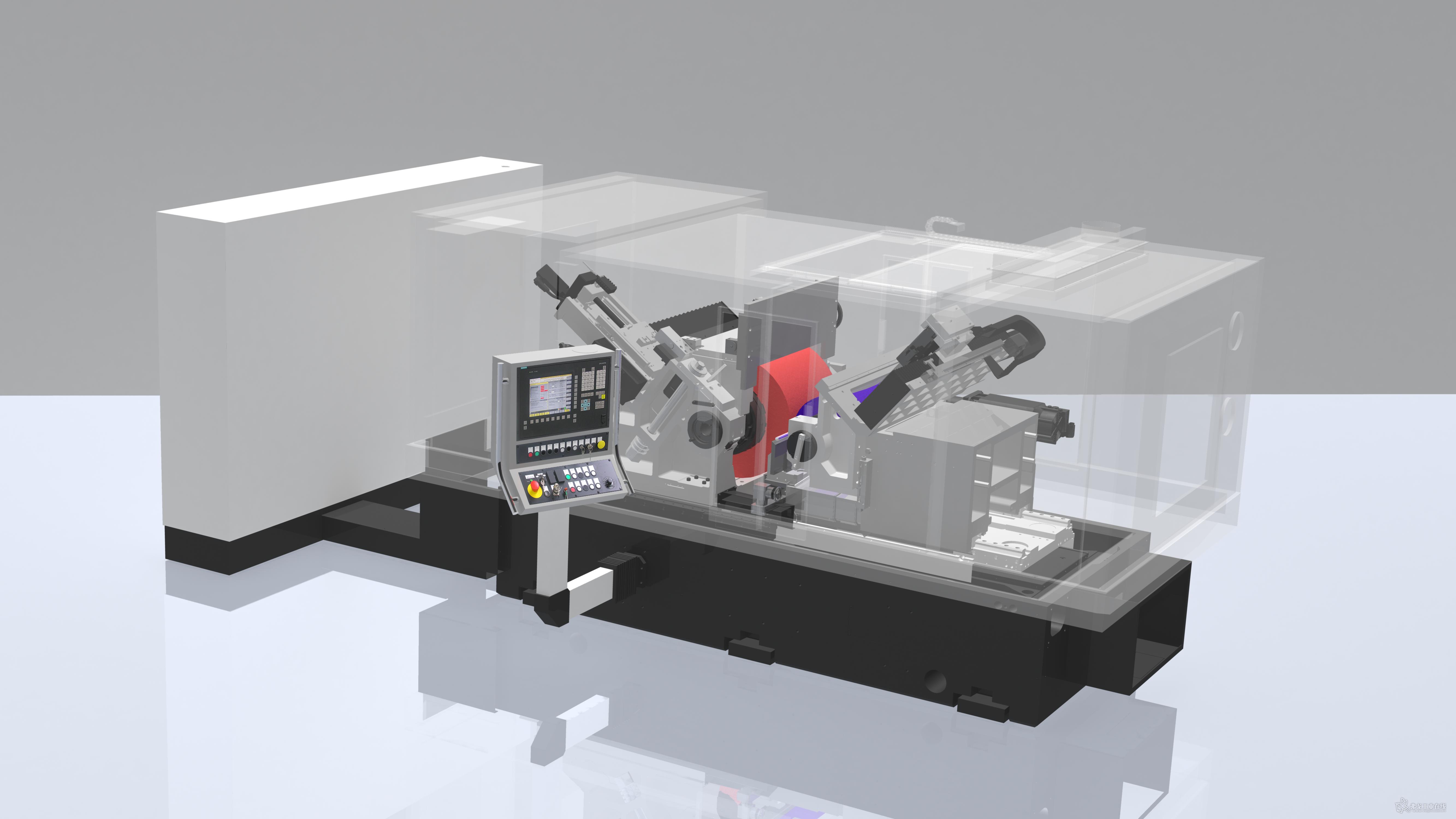
机床整体
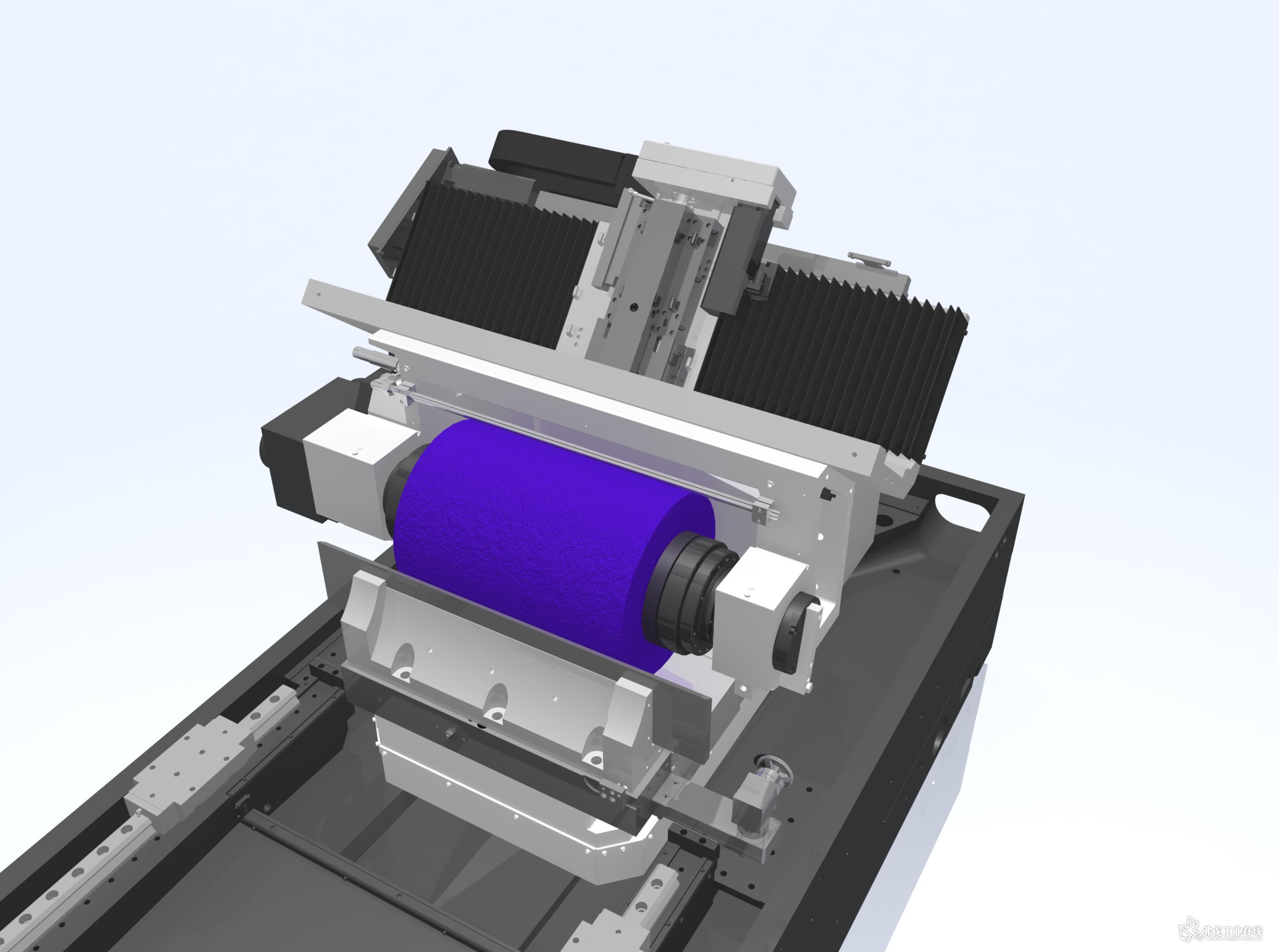
导轮侧面
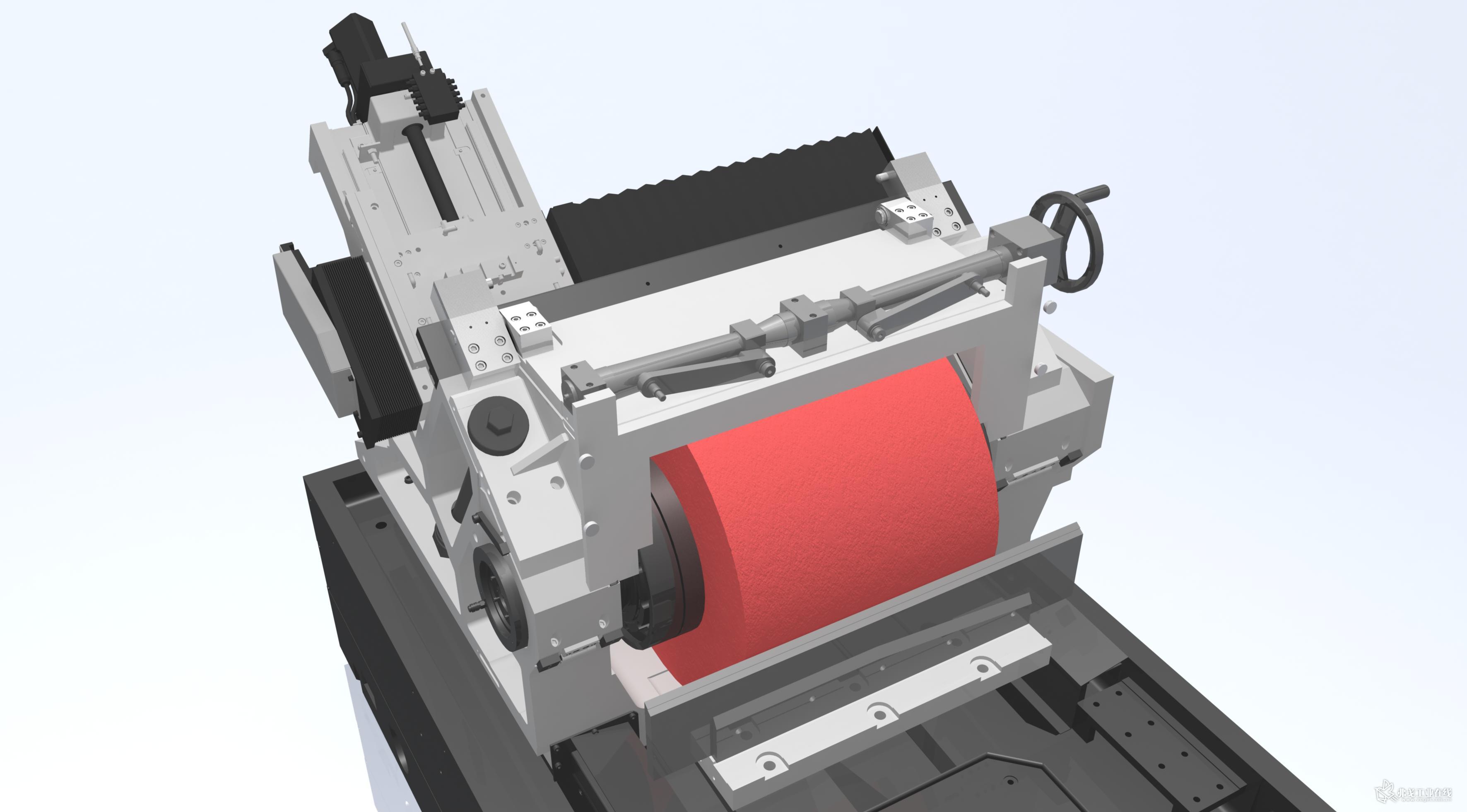
砂轮侧面
热点文章
-

订单多点开花!拓璞成套装备全面赋能,开启大直径火箭批量生产新时代
2026-07-13
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

-

IMAO今尾【产品介绍】机器人用夹具:可运用于自动化设备的机械式夹具
2026-07-13
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17








评论
加载更多