京瓷销量明星DRA家族再添新成员,应对更广泛的孔加工
孔加工难题
孔加工,历来就是加工中的难点。尺寸精度和几何精度经常产生达不到要求的情况。以汽车零部件为例,有很多的孔加工,在工具费用上属于除了铣削加工外成本最多的加工了。孔加工的成本控制,一直倡导通过重复研磨来实现。但是再研磨上有三大问题。
1、在研磨时定位较难,刀尖形状很容易发生偏差
因此重复研磨后的产品很难取得与新品相同品质的直孔。要么孔呈椭圆型、要么孔径变大、弯曲、或者位置上出现偏差,严重的时候甚至钻杆折断等情形都有可能发生。因为存在着这样的原因,所以想要使用重复研磨的钻头的话,也只能退而求其次来降低对加工条件的设定,而这又注定会给生产效率带来很大的影响。
2、重复研磨会导致钻头直径变小
特别是高效钻头因为后角较大,数次研磨后还会发生产品超差的问题。
3、全长的问题
每次进行再研磨都会使钻头全长变短。因此、使用重磨后的钻头时,必须要再次对刀和修改程序,会造成非加工时间变长,另外,在重磨后再次使用时很容易发生错误。
在最开始选定钻头时,因为考虑再研磨所需要消耗的部分,因此会选择比加工需要的长度更长的钻头。虽然表面上看是为了考虑成本而选择可重复研磨的钻头,但事实上这些不需要的伸出量和长度等都助长了上述所讲到问题的发生。
京瓷孔加工解决方案 DRA新追加产品系列
对于DRA,恐怕大家早已不再陌生,也是京瓷的销量明星之一。最近,京瓷为满足用户需求,更加全面的应对加工难题,新追加了DRA新的产品系列:

1.铸铁用KM刀头
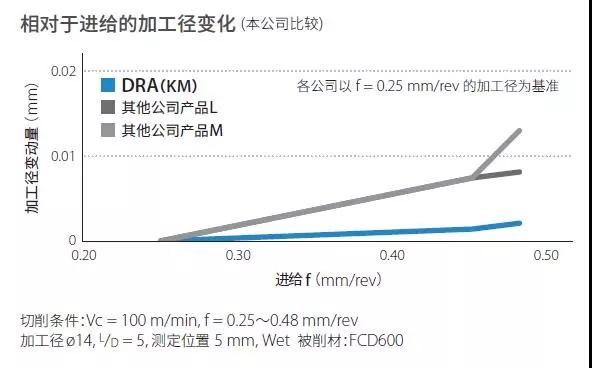
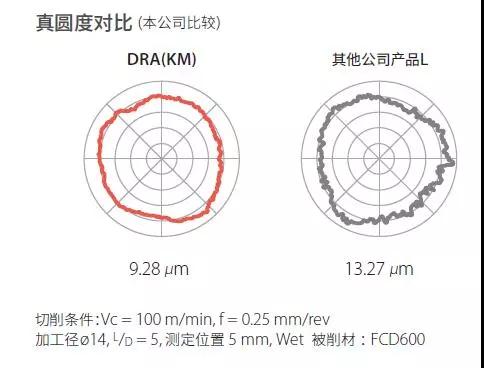
①它采用铸铁加工最适合的横刃形状,此切刃形状可提高孔精度,同时提升寿命,高进给加工时也能抑制孔径变化。
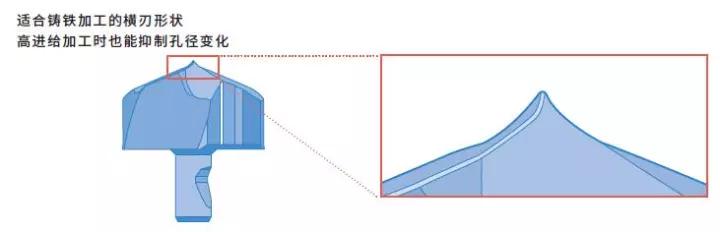
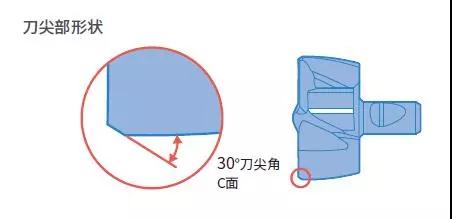
②C面形状大刀尖,在高进给,高负荷加工时可抑制崩损,实现稳定加工。
2.锪孔加工用FTP刀头
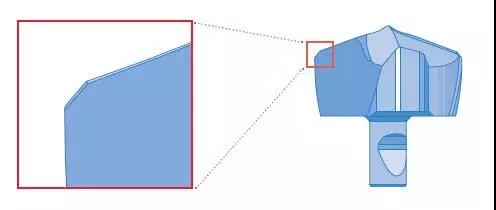
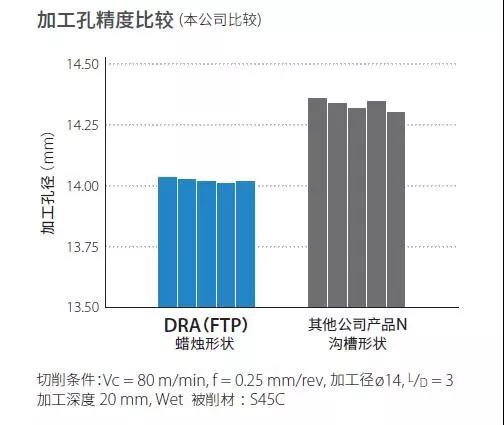
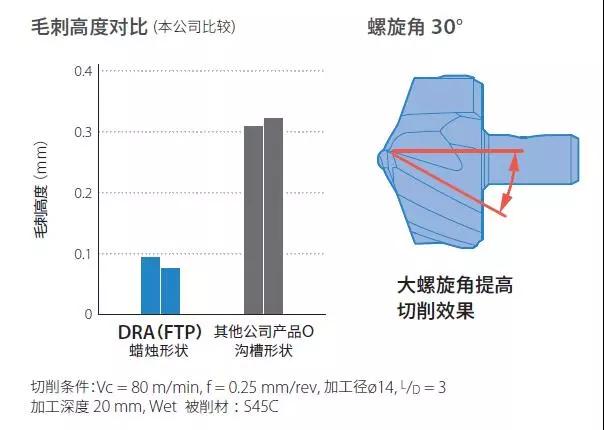
①FTP采用蜡烛形状,保证定心力提高,双刃带规格抑制孔变形及弯曲,可提高孔精度。
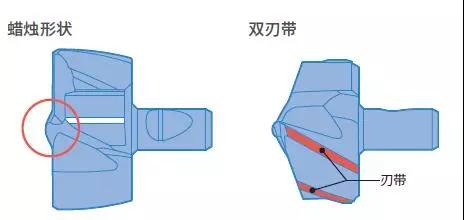
②FTP的大螺旋角与C面形状可有效降低毛刺。
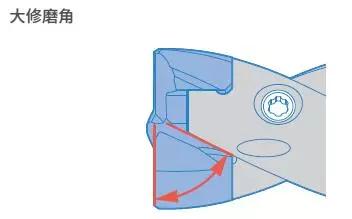
③大修磨角保证切屑排出性提高。

④可在多种被削材上实现长寿命与稳定加工
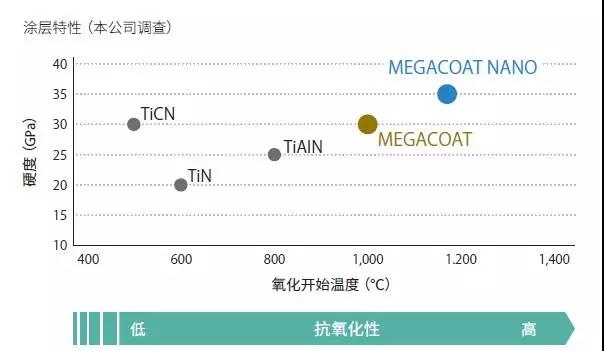
MEGACOAT NANO高韧性母材与特殊纳米多涂层组合,在钢制不锈钢加工中发挥出色性能。
热点文章
-

产业观察|重塑生产价值的基因,探索ABB在中国制造基地的发展路径!
2026-07-27
-

以智造装备育新质人才 | 拓璞亮相服务型制造研修班,全维度布局产教融合新赛道
2026-07-24
-

喜报!拓璞数控荣获国家技术发明二等奖
2026-07-22
-

蔡司全新升级“虚拟装夹”——替代实体夹具,革新测量流程
2026-07-22
-

幅面升级 | 百超强劲性能激光切割机:ByCut Smart
2026-07-23
-

百超×湖州四方:打通多品牌设备协同,打造电力装备行业智能钣金新标杆
2026-07-23
-

发电机主轴加工|WFL 完整加工解决方案
2026-07-24








评论
加载更多